
双件滚齿夹具.pdf

文阁****23


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双件滚齿夹具.pdf
本发明公开了一种机床部件,具体涉及一种双件滚齿夹具,包括锥度芯轴、上立柱和第一拉杆,所述锥度芯轴包括阶梯轴和圆锥体,阶梯轴上端与圆锥体直径较大一端相连且大小相等,锥度芯轴下端面沿轴向设置有第一通孔;阶梯轴上有定位套,圆锥体上设置有弹簧涨套;所述第一拉杆一端设置有与其同轴且直径不大于弹簧涨套外直径的圆台,另一端穿过第一通孔;第一拉杆上方设置有与第一拉杆同轴的上立柱,上立柱固定连接有压套。采用这样的结构后,由于充分利用了机床液压缸和上立柱,缩短了工件装卸时间,提高了劳动效率;同时增强了夹具刚性;由于没有可相对
双联齿轮的滚齿夹具.pdf
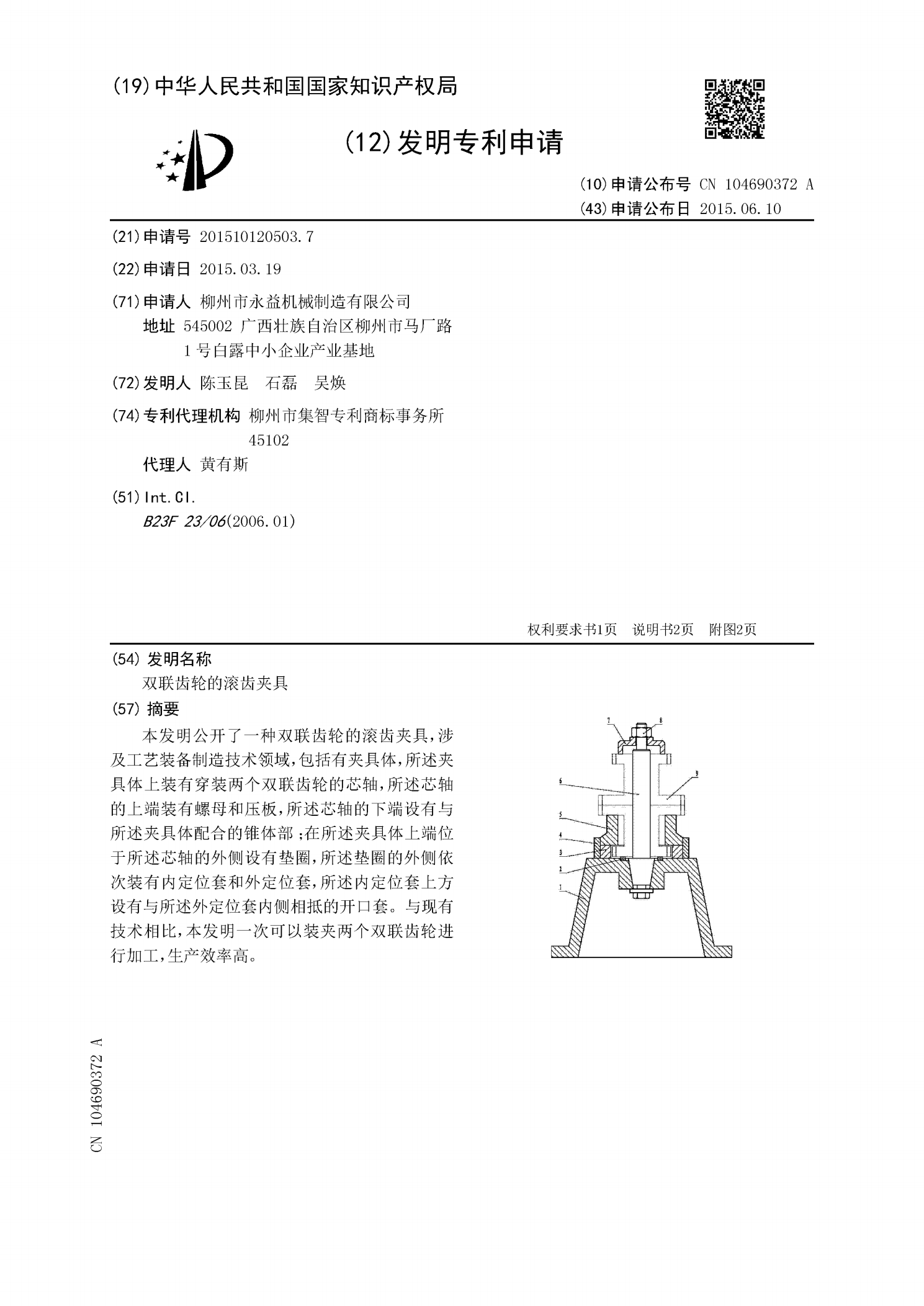
本发明公开了一种双联齿轮的滚齿夹具,涉及工艺装备制造技术领域,包括有夹具体,所述夹具体上装有穿装两个双联齿轮的芯轴,所述芯轴的上端装有螺母和压板,所述芯轴的下端设有与所述夹具体配合的锥体部;在所述夹具体上端位于所述芯轴的外侧设有垫圈,所述垫圈的外侧依次装有内定位套和外定位套,所述内定位套上方设有与所述外定位套内侧相抵的开口套。与现有技术相比,本发明一次可以装夹两个双联齿轮进行加工,生产效率高。

滚齿夹具.pdf
本发明公开了一种滚齿夹具,涉及机械加工设备制造技术领域,它包括上端设有一段螺纹的主芯轴,所述螺纹上套装有螺母;在所述主芯轴外套装有副芯轴;所述副芯轴的内孔与所述主芯轴为间隙配合;所述主芯轴至少上端设有垫套。与现有技术相比,本发明可以解决现有的滚齿夹具通用性差,生产成本高和齿轮滚齿生产效率低的问题。
齿轮滚齿夹具.pdf
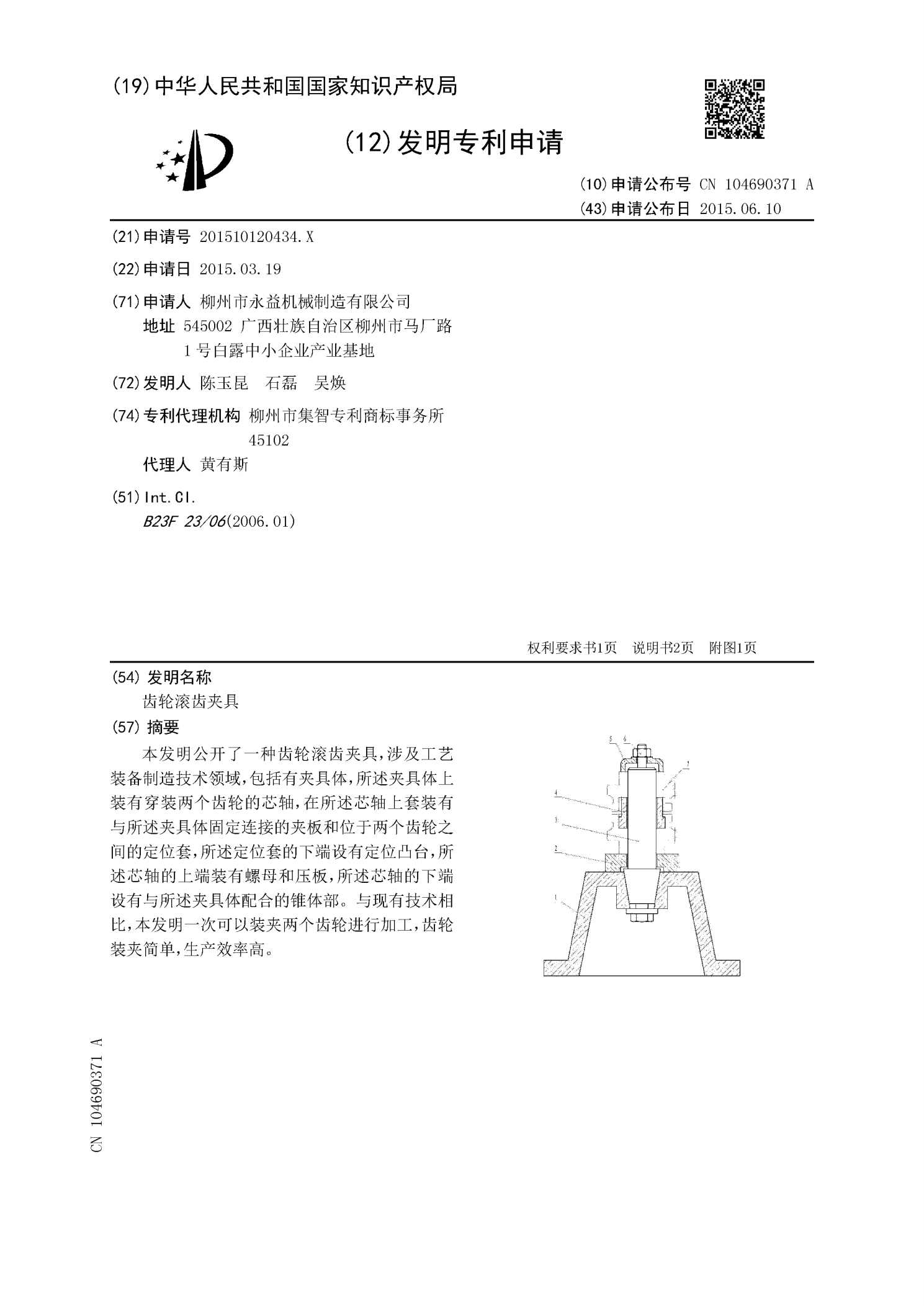
本发明公开了一种齿轮滚齿夹具,涉及工艺装备制造技术领域,包括有夹具体,所述夹具体上装有穿装两个齿轮的芯轴,在所述芯轴上套装有与所述夹具体固定连接的夹板和位于两个齿轮之间的定位套,所述定位套的下端设有定位凸台,所述芯轴的上端装有螺母和压板,所述芯轴的下端设有与所述夹具体配合的锥体部。与现有技术相比,本发明一次可以装夹两个齿轮进行加工,齿轮装夹简单,生产效率高。

滚齿弹性夹具.pdf
本发明涉及齿轮加工技术领域,尤其是一种滚齿弹性夹具。一种滚齿弹性夹具,包括与机床连接的底座组件、中间定位组件及上部压紧组件,所述底座组件包括滚齿下垫和滚齿底座,所述中间定位组件由拉杆和弹簧套组成,所述拉杆与机床液压系统相连接,所述弹簧套与上述滚齿底座相配合,弹簧套的外圆与工件内孔相配合,所述上部压紧组件包括机床连接板、中间连接块和滚齿压盖,所述滚齿压盖通过螺钉与中间连接块连接,中间连接块与机床连接板相连接。本发明自动化强,定位准确,质量保证度高,安装和取下工件方便。