
一种去除铸件毛坯平面批缝的装置.pdf

努力****向丝


1/8

2/8

3/8

4/8

5/8

6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种去除铸件毛坯平面批缝的装置.pdf
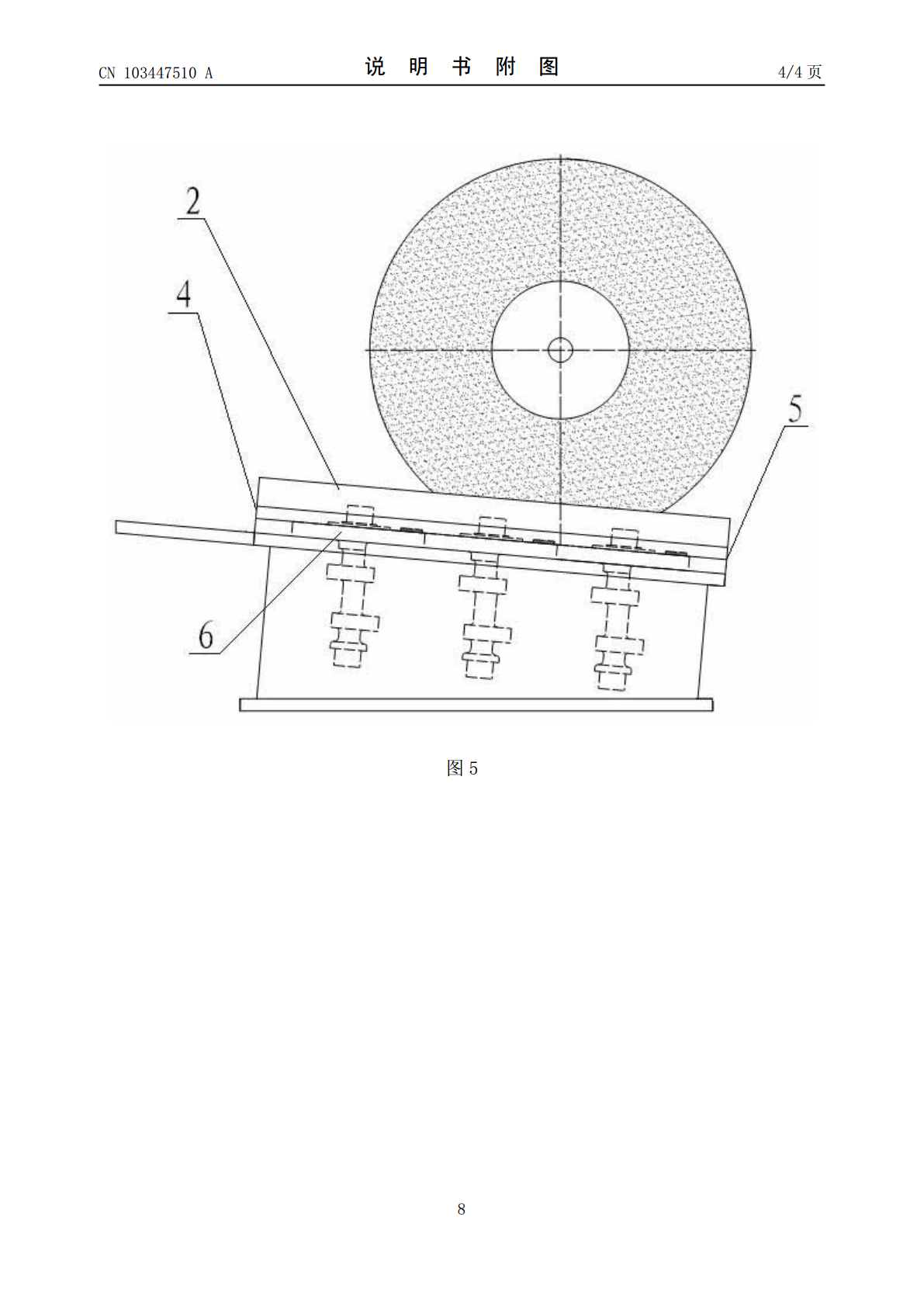
本发明涉及一种去除铸件毛坯的表面处理装置,更确切地说是一种去除凸轮轴铸件毛坯平面批缝的装置,它包括砂轮机1和导轨2,所述砂轮机1两侧砂轮的下方设有导轨2,且整个砂轮机1底座和导轨2都与水平面呈5度安装角;所述导轨2前后贯通为限位槽3,并设有进料口4与出料口5。相比于纯用手工磨削,设计成流水线自动磨削工作,省时省力且能很好的保证质量,并提高了工作效率。
一种方便铸件毛坯除砂装置.pdf
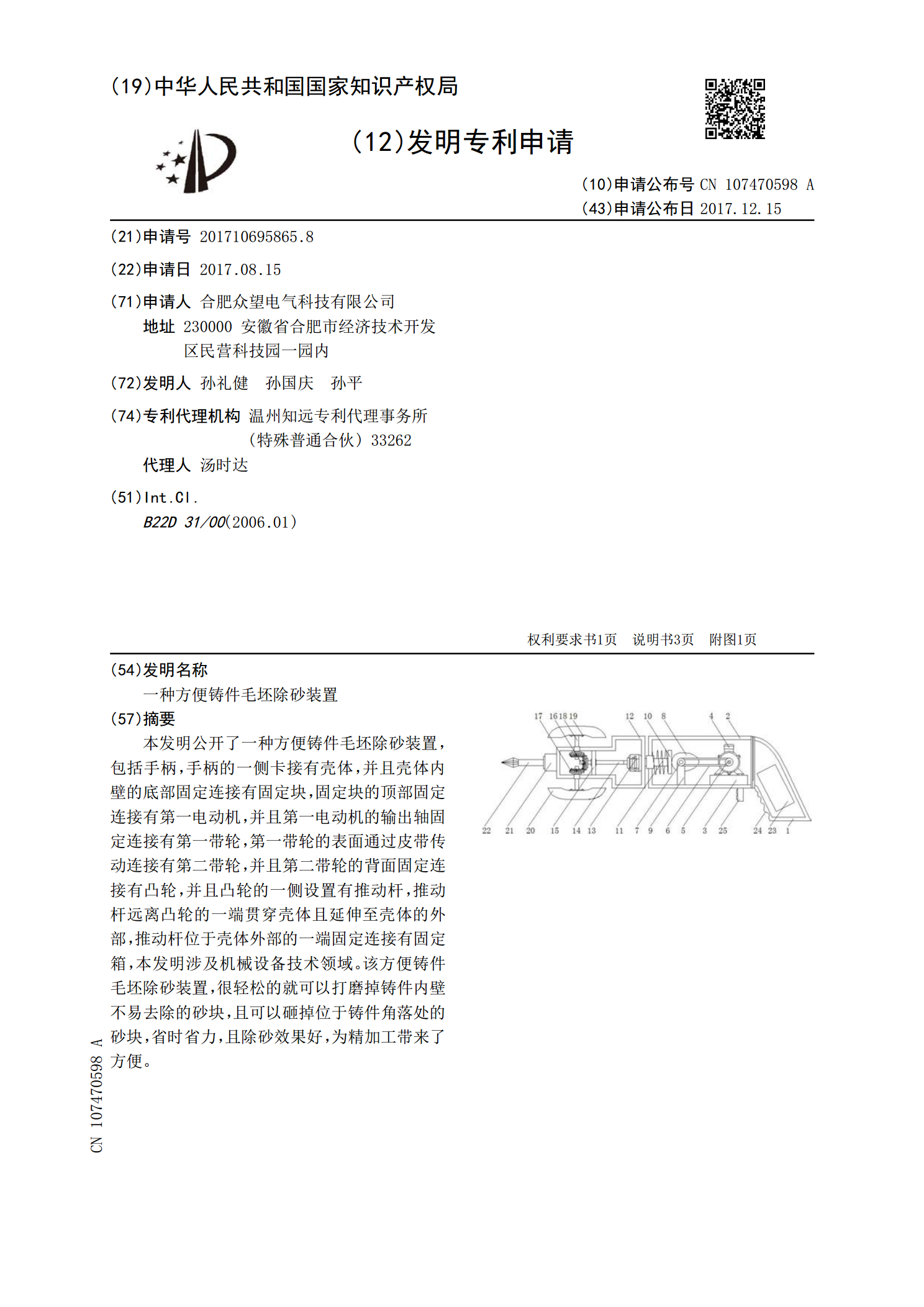
本发明公开了一种方便铸件毛坯除砂装置,包括手柄,手柄的一侧卡接有壳体,并且壳体内壁的底部固定连接有固定块,固定块的顶部固定连接有第一电动机,并且第一电动机的输出轴固定连接有第一带轮,第一带轮的表面通过皮带传动连接有第二带轮,并且第二带轮的背面固定连接有凸轮,并且凸轮的一侧设置有推动杆,推动杆远离凸轮的一端贯穿壳体且延伸至壳体的外部,推动杆位于壳体外部的一端固定连接有固定箱,本发明涉及机械设备技术领域。该方便铸件毛坯除砂装置,很轻松的就可以打磨掉铸件内壁不易去除的砂块,且可以砸掉位于铸件角落处的砂块,省时省
一种铸件毛坯分离支撑装置.pdf
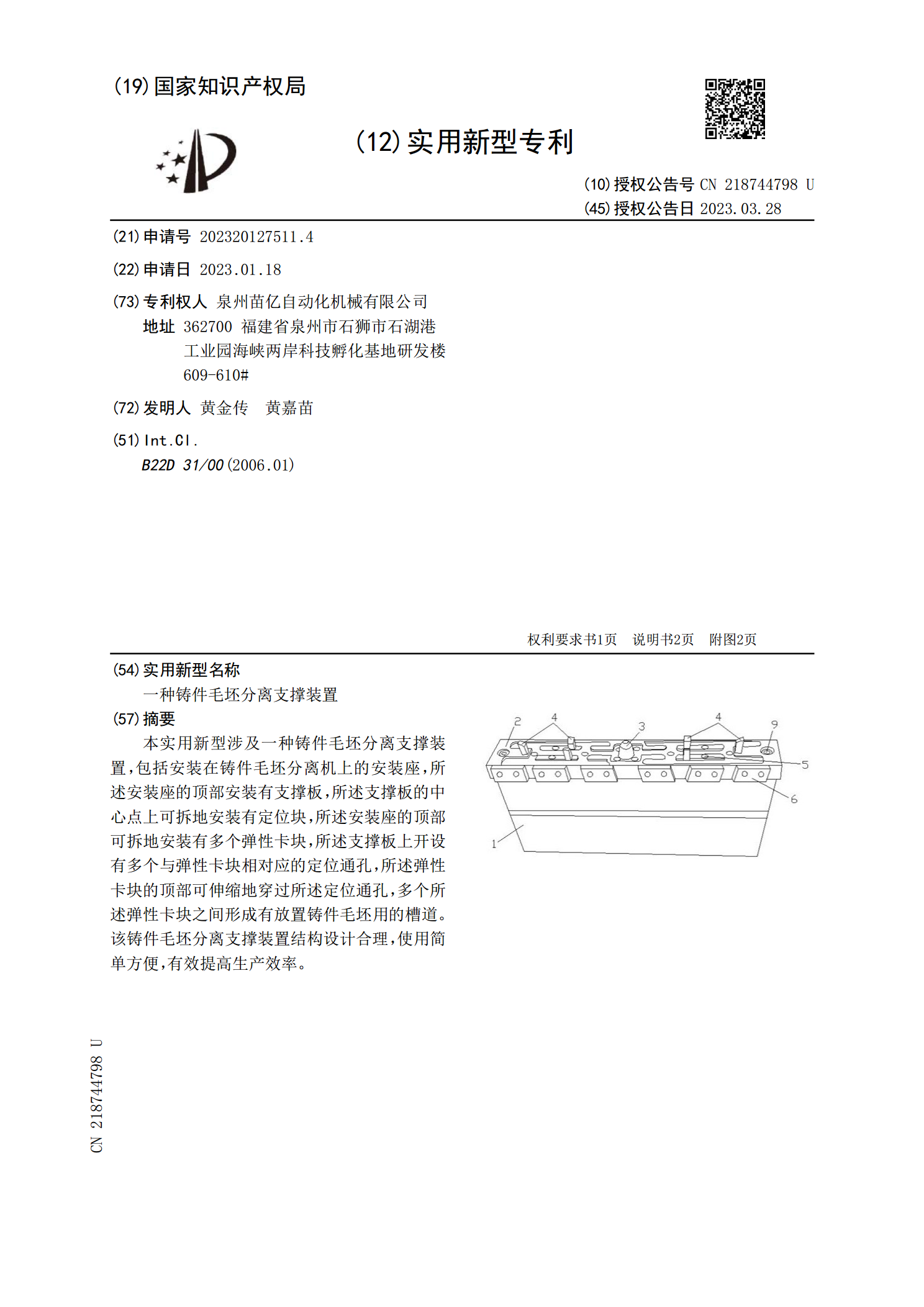
本实用新型涉及一种铸件毛坯分离支撑装置,包括安装在铸件毛坯分离机上的安装座,所述安装座的顶部安装有支撑板,所述支撑板的中心点上可拆地安装有定位块,所述安装座的顶部可拆地安装有多个弹性卡块,所述支撑板上开设有多个与弹性卡块相对应的定位通孔,所述弹性卡块的顶部可伸缩地穿过所述定位通孔,多个所述弹性卡块之间形成有放置铸件毛坯用的槽道。该铸件毛坯分离支撑装置结构设计合理,使用简单方便,有效提高生产效率。
一种铝铸件毛坯自动除砂搬运装置.pdf
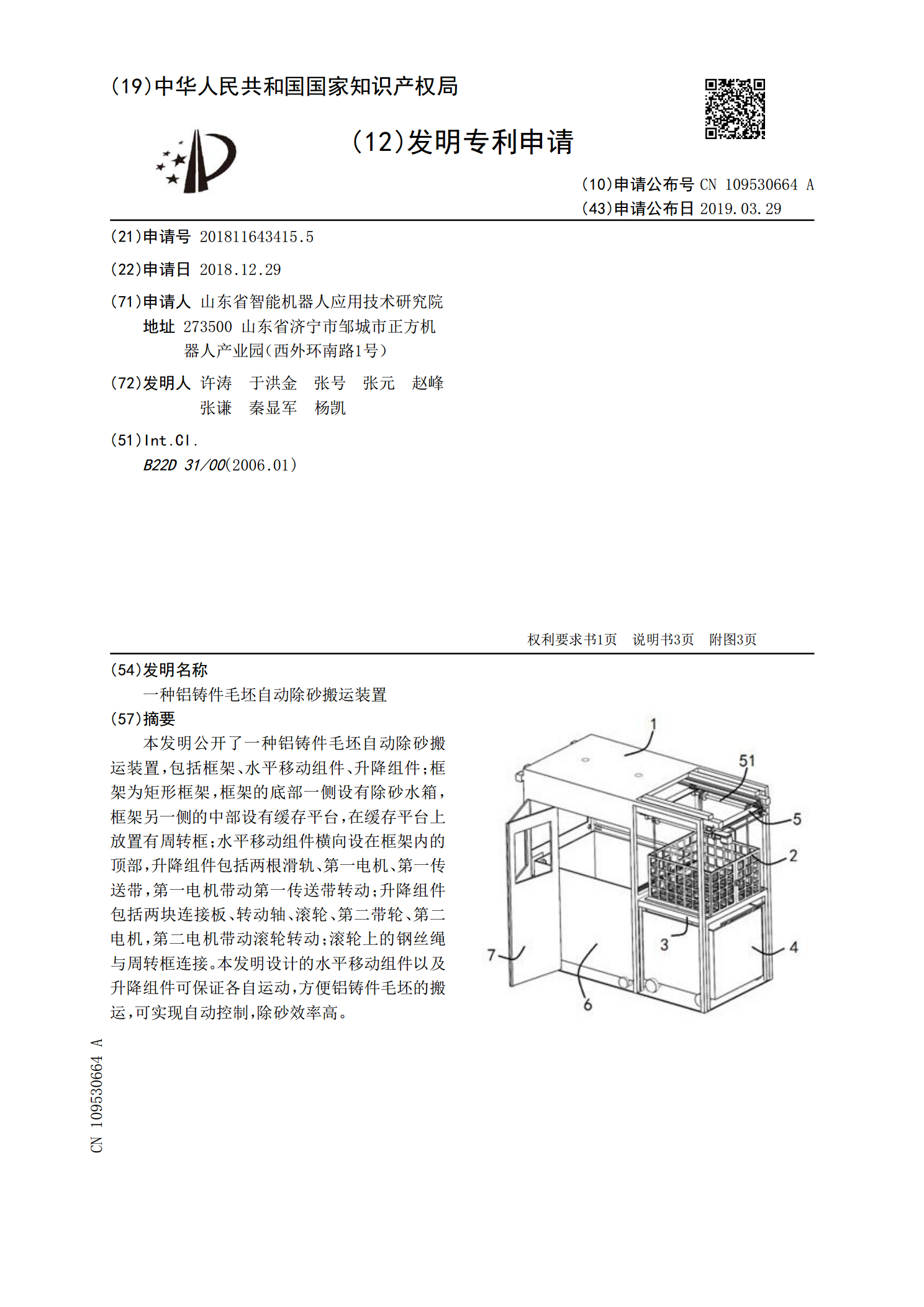
本发明公开了一种铝铸件毛坯自动除砂搬运装置,包括框架、水平移动组件、升降组件;框架为矩形框架,框架的底部一侧设有除砂水箱,框架另一侧的中部设有缓存平台,在缓存平台上放置有周转框;水平移动组件横向设在框架内的顶部,升降组件包括两根滑轨、第一电机、第一传送带,第一电机带动第一传送带转动;升降组件包括两块连接板、转动轴、滚轮、第二带轮、第二电机,第二电机带动滚轮转动;滚轮上的钢丝绳与周转框连接。本发明设计的水平移动组件以及升降组件可保证各自运动,方便铝铸件毛坯的搬运,可实现自动控制,除砂效率高。

一种用于去除车轮毛坯飞边的装置.pdf
一种用于去除车轮毛坯飞边的装置,由双层翻转机构组成,下层翻转机构实现车轮的初始定位的同时,集成了车轮内轮缘里外侧去飞边功能;上层翻转机构实现车轮二次定位的同时,集成了外轮缘侧去飞边功能。通过双层翻转机构,实现了车轮毛坯外轮缘轮唇正面、端面、内轮缘里侧、外侧的飞边去除,同时实现了保证同轴度的加工转换及节拍的有序衔接。本发明还提供一种去除车轮毛坯飞边的方法。