
汽车轮辋及其旋压工艺.pdf

盼易****君a


1/10

2/10

3/10
4/10
5/10

6/10

7/10

8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

汽车轮辋及其旋压工艺.pdf
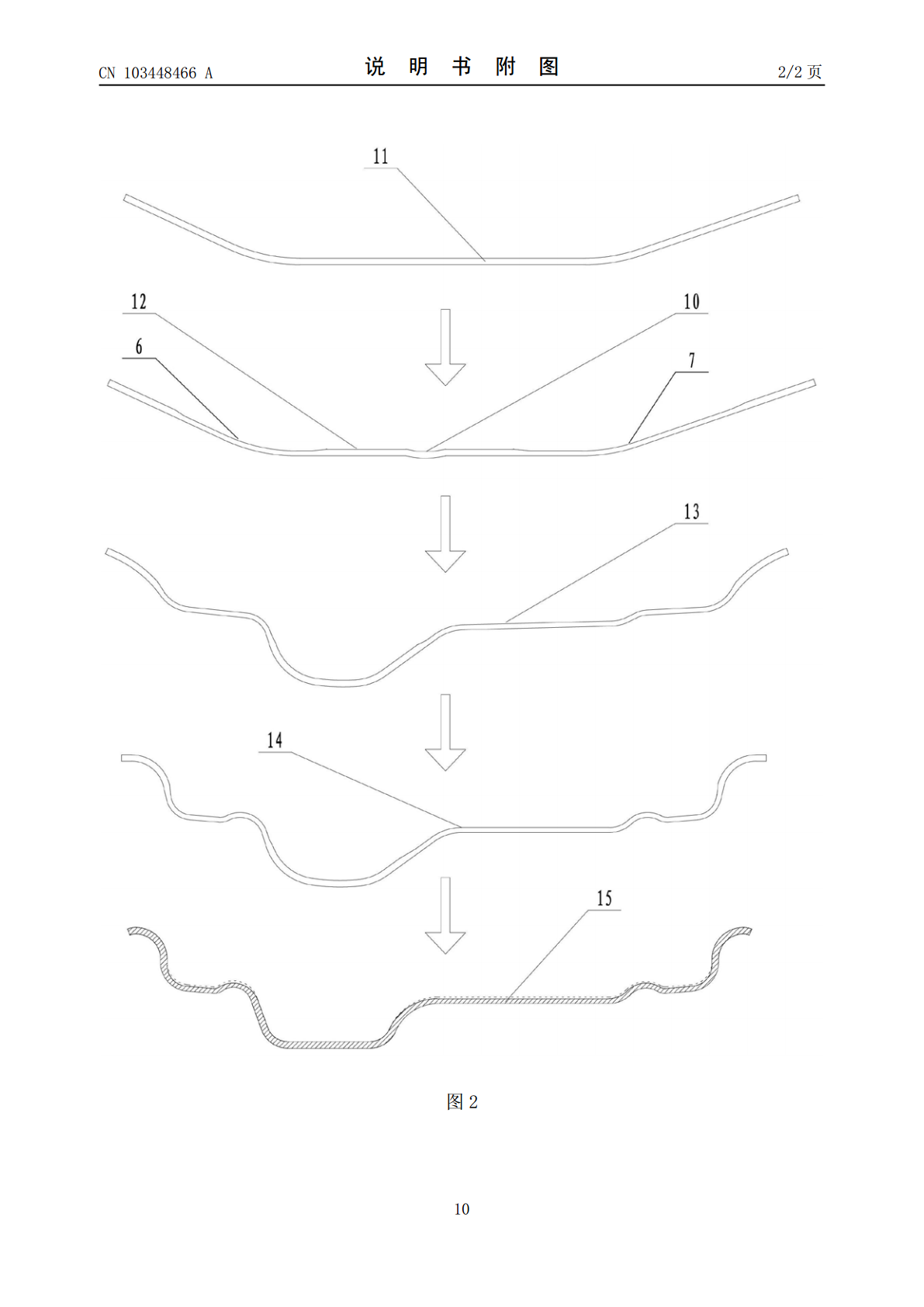
本发明公开了一种汽车轮辋及其旋压工艺,旨在解决现有的汽车轮辋重量较重,行车阻力大以及汽车轮辋的强度不够容易变形的不足。该发明包括外胎圈座、内胎圈座、设置在内胎圈座和外胎圈座之间的底槽、连接在外胎圈座端部的外侧轮缘、连接在内胎圈座端部的内侧轮缘,外胎圈座和内胎圈座上分别设有外旋压区和内旋压区,外旋压区从外胎圈座与外侧轮缘的连接位置延伸到外胎圈座与底槽的连接位置,内旋压区从内胎圈座与内侧轮缘的连接位置延伸到内胎圈座与底槽的连接位置。降低了轮辋重量,减小了行车阻力,降低了油耗。而且轮辋的强度好不易变形。
车轮、轮辋旋辊压工艺及旋压装置.pdf
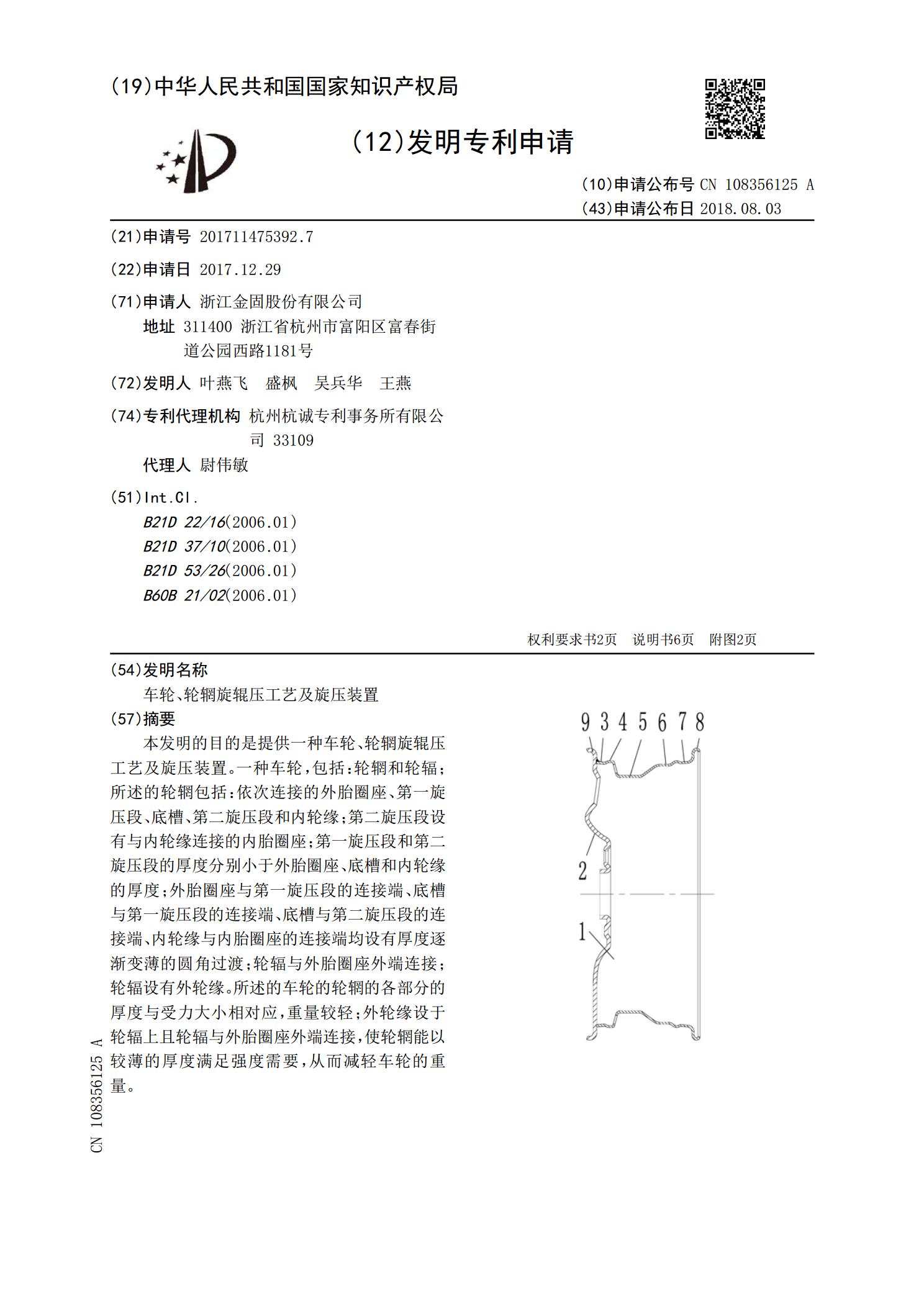
本发明的目的是提供一种车轮、轮辋旋辊压工艺及旋压装置。一种车轮,包括:轮辋和轮辐;所述的轮辋包括:依次连接的外胎圈座、第一旋压段、底槽、第二旋压段和内轮缘;第二旋压段设有与内轮缘连接的内胎圈座;第一旋压段和第二旋压段的厚度分别小于外胎圈座、底槽和内轮缘的厚度;外胎圈座与第一旋压段的连接端、底槽与第一旋压段的连接端、底槽与第二旋压段的连接端、内轮缘与内胎圈座的连接端均设有厚度逐渐变薄的圆角过渡;轮辐与外胎圈座外端连接;轮辐设有外轮缘。所述的车轮的轮辋的各部分的厚度与受力大小相对应,重量较轻;外轮缘设于轮辐上

一种旋压真空胎轮辋及其制作工艺.pdf
本发明公开了一种旋压真空胎轮辋及其制作工艺,属于轮辋生产技术领域,包括轮辋本体,所述轮辋本体呈圆环状,所述轮辋本体中部的直径小于其两侧的直径且轮辋本体的外侧形成安装槽,所述轮辋本体侧壁的厚度约为4.5毫米,所述轮辋本体的宽度约为141.7毫米,所述轮辋本体的最大外径约为431.8毫米,所述轮辋本体的最小内径约为399.9毫米。本发明在制作轮辋时,使用圆管型材裁切下来的胚材进行加工,使得轮辋的生产步骤大量简化,能够提高轮辋产品的强度,使得产品气密性更好,也使得产品质量更轻。

EQ245车轮轮辋旋压工艺.docx
EQ245车轮轮辋旋压工艺题目:EQ245车轮轮辋旋压工艺研究摘要:本论文研究了EQ245车轮轮辋旋压工艺,主要通过对车轮轮辋的材料特性、旋压工艺流程、工艺参数和预测模型的研究,分析了旋压工艺对轮辋性能的影响。研究结果表明,EQ245车轮轮辋旋压工艺可以提高轮辋的强度、耐磨性和尺寸精度,具有较好的应用前景。关键词:EQ245车轮轮辋、旋压工艺、材料特性、工艺参数、预测模型一、引言EQ245车轮轮辋是一种重要的车辆部件,其强度、耐磨性和尺寸精度对于车辆行驶安全和平稳性具有重要影响。传统的车轮轮辋加工工艺主要
汽车铝合金轮毂旋压工艺.pdf
本发明汽车铝合金轮毂旋压工艺,包括以下步骤:(一)对旋压模具加热使其温度达到270~290℃,在旋压模具表面喷脱模剂,从铸造模具中取出铝合金轮毂毛坯并直接放入加热炉继续加热,直到温度达到355~375℃;(二)用机械手抓取从加热炉中出来的铝合金轮毂毛坯并将铝合金轮毂毛坯放到在旋压模具上,控制旋压模具上方的上尾顶工装下行与旋压模具共同夹紧铝合金轮毂毛坯;(三)由旋压刀具对铝合金轮毂毛坯进行旋压加工;(四)控制上尾顶工装上行至原始点,顶料器向上顶已完成旋压加工的旋坯,使旋坯脱离旋压模具。本发明生产周期短,能有