
一种五轴联动斜齿非圆齿轮的数控滚齿加工方法.pdf

映雁****魔王


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种五轴联动斜齿非圆齿轮的数控滚齿加工方法.pdf
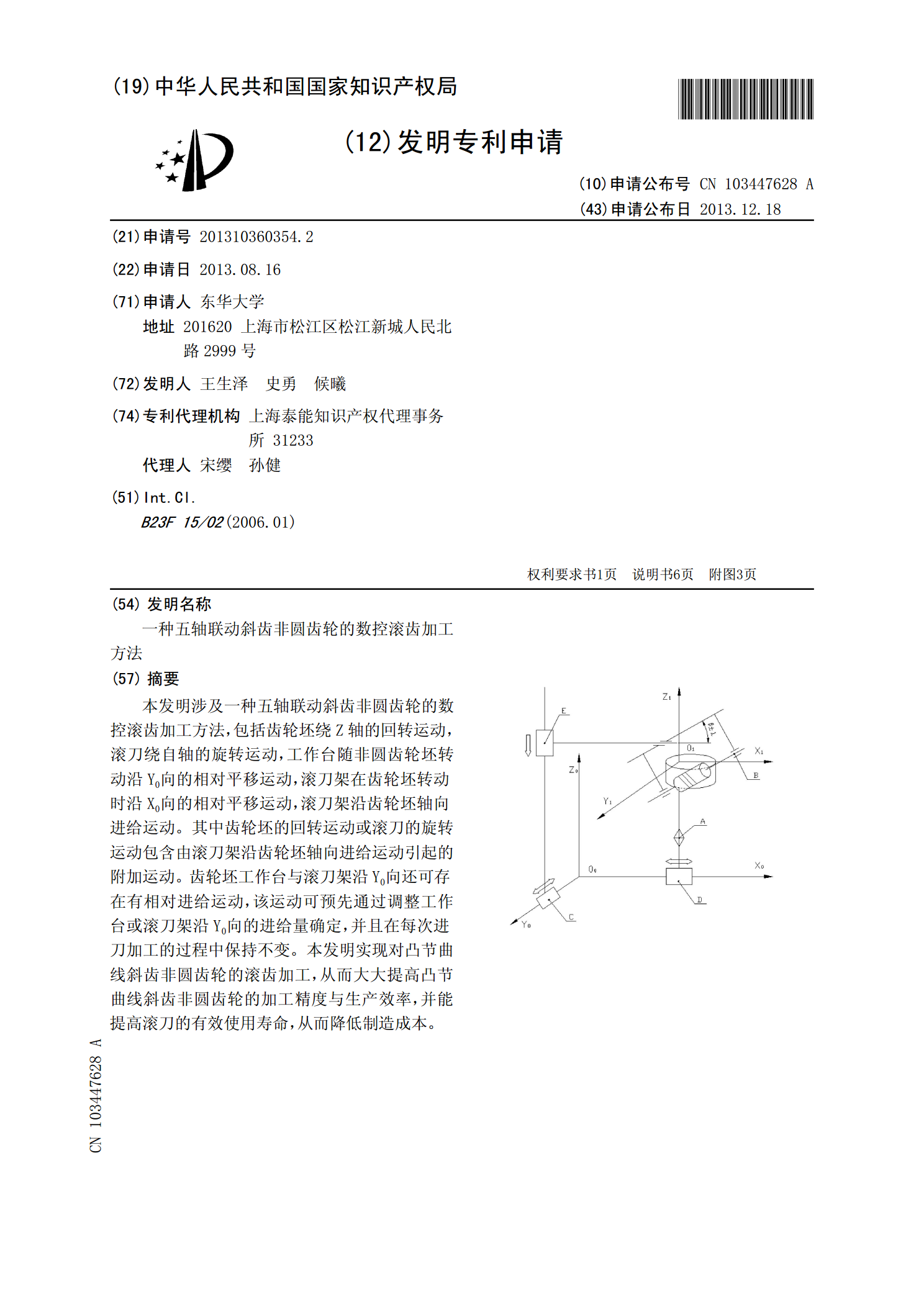
本发明涉及一种五轴联动斜齿非圆齿轮的数控滚齿加工方法,包括齿轮坯绕Z轴的回转运动,滚刀绕自轴的旋转运动,工作台随非圆齿轮坯转动沿Y0向的相对平移运动,滚刀架在齿轮坯转动时沿X0向的相对平移运动,滚刀架沿齿轮坯轴向进给运动。其中齿轮坯的回转运动或滚刀的旋转运动包含由滚刀架沿齿轮坯轴向进给运动引起的附加运动。齿轮坯工作台与滚刀架沿Y0向还可存在有相对进给运动,该运动可预先通过调整工作台或滚刀架沿Y0向的进给量确定,并且在每次进刀加工的过程中保持不变。本发明实现对凸节曲线斜齿非圆齿轮的滚齿加工,从而大大提高凸节

一种五轴联动卧式斜齿非圆齿轮滚齿加工机床.pdf
本发明提供了一种五轴联动卧式斜齿非圆齿轮滚齿加工机床,其特征在于,包括底座,所述的底座上设有第一支撑结构和第二支撑结构,所述的第一支撑结构和第二支撑结构中的至少一个的高度可调节,所述的第一支撑结构上设有用于将非圆齿坯加工成斜齿非圆齿轮的滚刀装置,所述的第二支撑结构上设有回转台,回转台上设有工作装置,所述的非圆齿坯设于所述的工作装置上。本发明通过设置同步运作的滚刀装置和工作装置之间的夹角,和机床运转时两个装置之间的垂直距离,使安装在工作装置上的非圆齿坯切割成为斜齿轮,该种机床加工效率高且精度高。
一种非圆斜齿齿轮设计方法.pdf
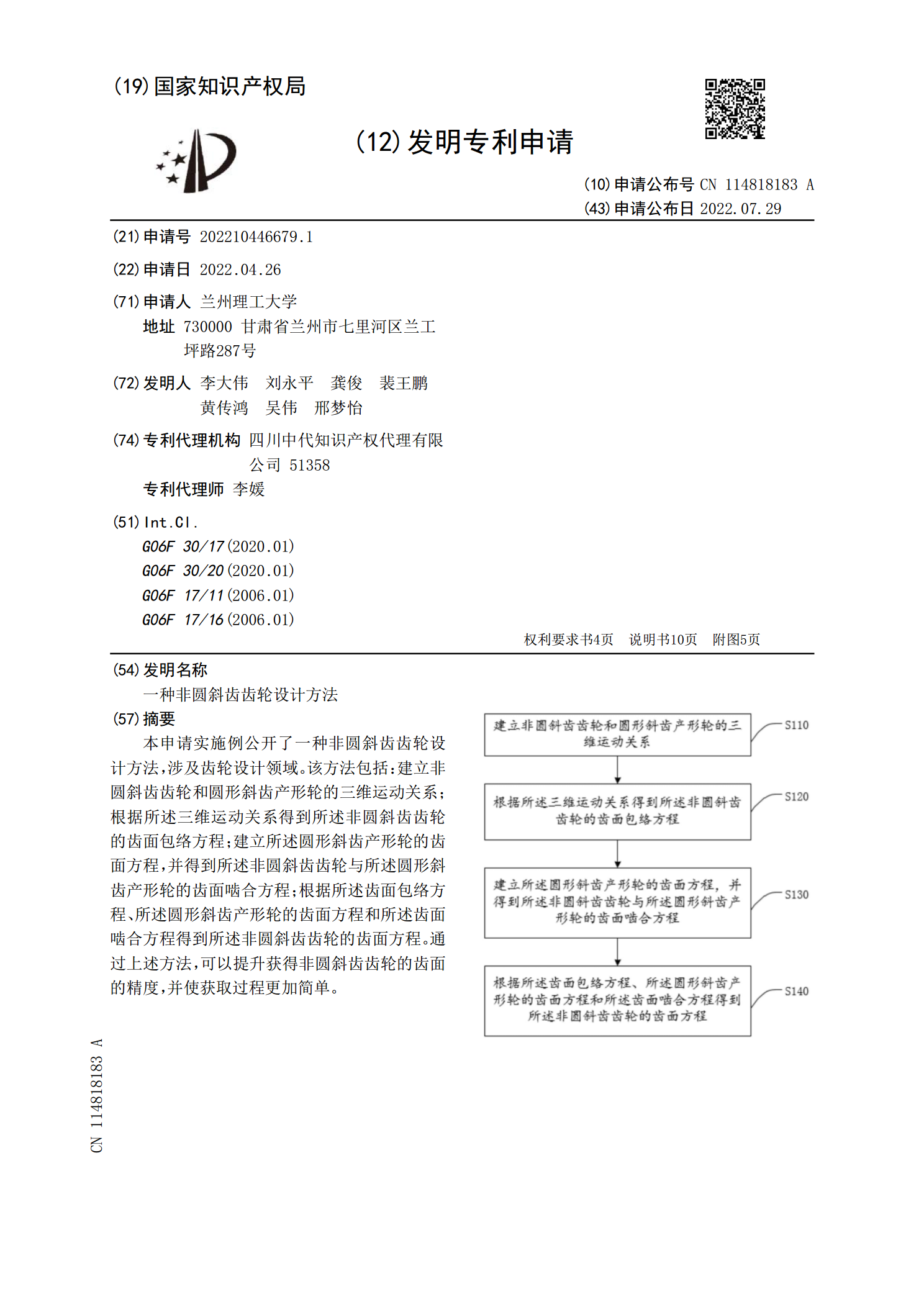
本申请实施例公开了一种非圆斜齿齿轮设计方法,涉及齿轮设计领域。该方法包括:建立非圆斜齿齿轮和圆形斜齿产形轮的三维运动关系;根据所述三维运动关系得到所述非圆斜齿齿轮的齿面包络方程;建立所述圆形斜齿产形轮的齿面方程,并得到所述非圆斜齿齿轮与所述圆形斜齿产形轮的齿面啮合方程;根据所述齿面包络方程、所述圆形斜齿产形轮的齿面方程和所述齿面啮合方程得到所述非圆斜齿齿轮的齿面方程。通过上述方法,可以提升获得非圆斜齿齿轮的齿面的精度,并使获取过程更加简单。

一种立式五轴联动滚齿加工机床.pdf
本发明提供了一种立式五轴联动滚齿加工机床,包括机架,滚刀架通过立柱设于机架上,滚刀架上设有滚刀,第一伺服电机连接滚刀,第二伺服电机连接立柱;工作台通过托架设于机架上,用于驱动待加工工件齿坯绕自轴旋转的第三伺服电机设于工作台上,第四伺服电机连接工作台,第五伺服电机连接托架;待加工工件齿坯轴线与工作台水平面垂直。本发明提供的装置克服了现有技术的不足,能高效率、高精度地加工非圆齿轮,对中等大小型、小型非圆齿轮或斜齿非圆齿轮滚齿的加工均适用。

一种卧式五轴联动滚齿加工机床.pdf
本发明提供了一种卧式五轴联动滚齿加工机床,包括机架,滚刀架通过立柱设于机架上,滚刀架上设有滚刀,第一伺服电机连接滚刀,第二伺服电机连接立柱;工作台通过托架设于机架上,用于驱动待加工非圆齿坯绕自轴旋转的第三伺服电机设于工作台上,第四伺服电机连接工作台,第五伺服电机连接托架;待加工非圆齿坯轴线与工作台水平面平行。本发明提供的装置克服了现有技术的不足,能高效率、高精度地加工非圆齿轮,对小型、比重小的大型斜齿非圆齿轮或非圆齿轮均能经济快速地滚齿制造。