
一种报废轮槽锥度铣刀再利用方法.pdf

是你****馨呀


1/6
2/6

3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种报废轮槽锥度铣刀再利用方法.pdf
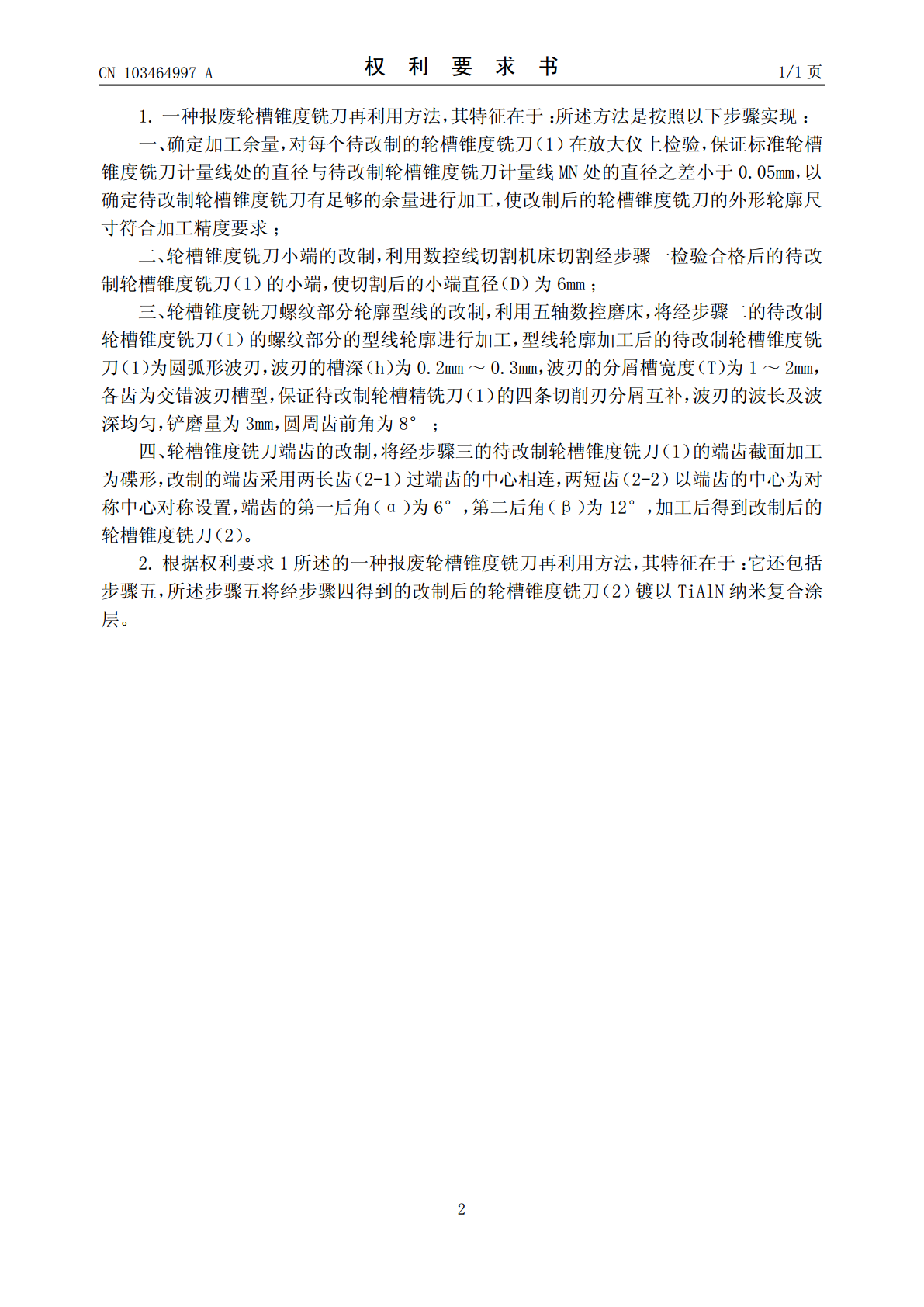
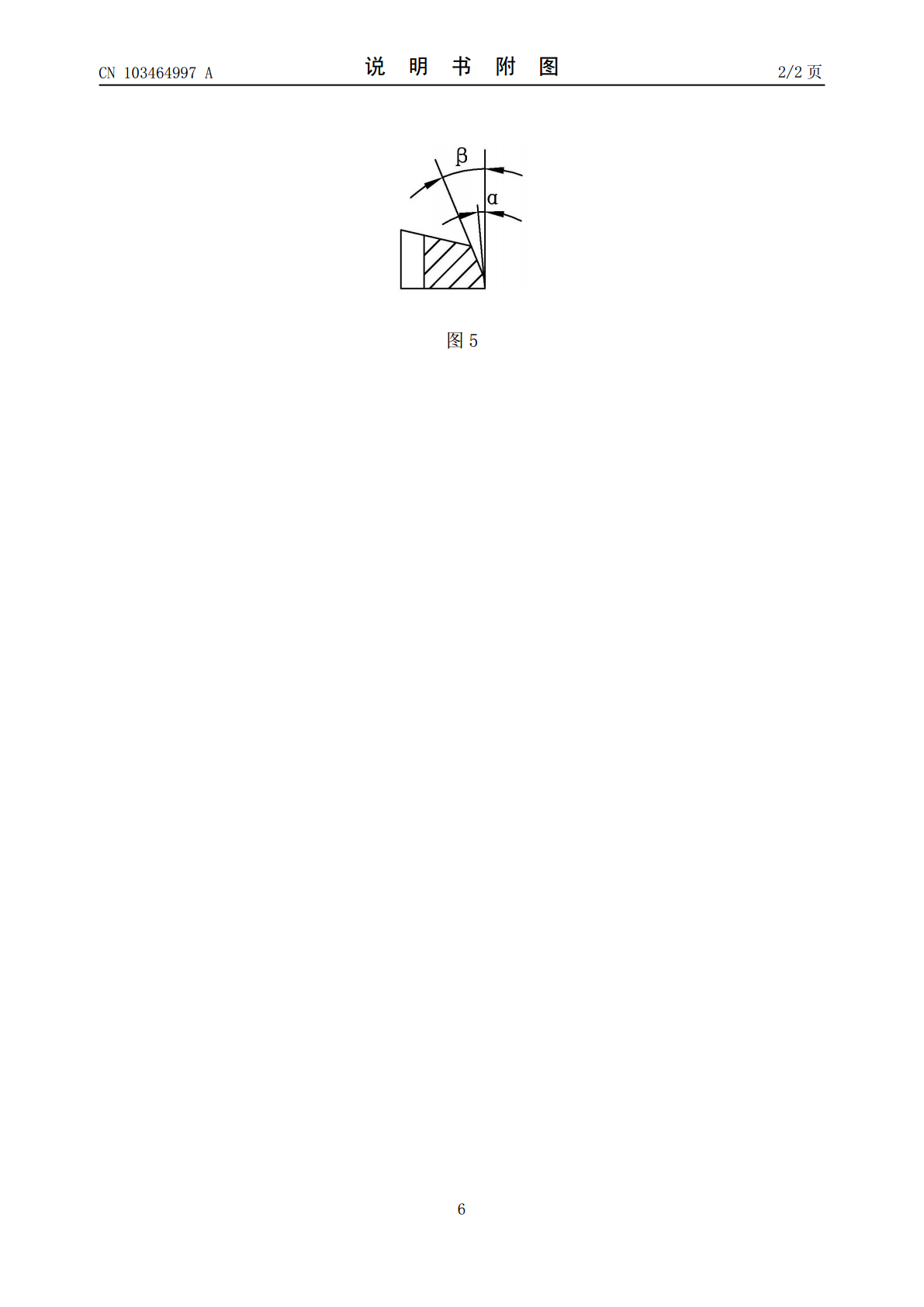
一种报废轮槽锥度铣刀再利用方法,它涉及一种轮槽铣刀再利用方法,以解决现有轮槽锥度铣刀,由于小端直径过小,使用后出现小端崩齿和断裂,导致报废,无法再利用的问题,本发明步骤如下:一、确定加工余量;二、轮槽锥度铣刀小端的改制;三、轮槽锥度铣刀螺纹部分轮廓型线的改制;四、轮槽锥度铣刀端齿的改制。本发明适用于将报废的轮槽锥度刀改制。

一种报废R6锥度球头立铣刀再利用方法.pdf
一种报废R6锥度球头立铣刀再利用方法,它涉及一种报废R6锥度球头立铣刀再利用方法,本发明为了解决R6锥度球头立铣刀的球头刃部崩齿后直接报废处理,刀具费用很大,工作成本提高的问题,本发明步骤如下:步骤一、确定加工余量;步骤二、球头立铣刀头部的改制;步骤三、球头立铣刀切削刃长的改制;步骤四、球头立铣刀端齿的改制,本发明适用于将报废R6锥度球头立铣刀改制。

一种锥度铣刀螺旋槽的加工方法.pdf
一种锥度铣刀螺旋槽的加工方法,它涉及一种螺旋槽的加工方法,具体涉及一种锥度铣刀螺旋槽的加工方法。本发明为了解决现有锥度等螺旋角铣刀的粗加工及精加工都是在五轴联动数控工具磨上加工,加工效率低、加工成本高的问题。本发明将锥度铣刀安装在四轴半数控铣床的夹具上,将四轴半数控铣床的B轴手动摆动与锥度铣刀的螺旋角要求相同的角度;选取单铣刀对锥度铣刀进行加工;推导四轴半数控铣床A轴转动角度公式:360÷(PI÷tanα)÷D;根据步骤三中的四轴半数控铣床A轴转动角度公式编制参数化程序,并将程序输入四轴半数控铣床的控制计
一种轮槽铣刀车削加工方法.pdf
一种轮槽铣刀车削加工方法,它涉及一种车削加工方法,具体涉及一种轮槽铣刀车削加工方法。本发明为了解决目前还没有一种加工方法能保证轮槽铣刀型线轴向尺寸一致的问题。本发明的具体步骤为:现在普通车床上加工轮槽铣刀;再将轮槽铣刀安装在车削夹具上,用数控车床上用55°菱形车刀片半精车轮槽铣刀型线;然后采用35°菱形车刀片精车轮槽铣刀型线;加工完毕后,从车削夹具上取下轮槽铣刀。本发明用于车削轮槽铣刀。

轮槽铣刀制造方法的研究.docx
轮槽铣刀制造方法的研究论文标题:轮槽铣刀制造方法的研究摘要:随着制造技术的不断发展,轮槽铣刀作为一种重要的切削工具在机械加工中起着举足轻重的作用。本论文旨在研究轮槽铣刀的制造方法,并探讨不同方法对刀具性能和加工效果的影响,并提出相应的优化建议。通过文献综述和实验研究,本研究对轮槽铣刀的制造方法进行深入分析,旨在为轮槽铣刀的制造过程提供有益的指导和参考。关键词:轮槽铣刀;制造方法;性能;加工效果;优化建议一、引言轮槽铣刀作为一种重要的切削工具,广泛应用于机械加工中,特别是在车削、铣削等操作中。轮槽铣刀的制造