
非规则外形结构毛料数控加工基准快速找正装置及其方法.pdf

一只****ng


1/7

2/7

3/7
4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

非规则外形结构毛料数控加工基准快速找正装置及其方法.pdf
本发明涉及一种非规则外形结构毛料数控加工基准快速找正装置,在铣切夹具上设有支撑台,其长度方向上设有定位装置,宽度方向的一端设有快速找正装置,另一端设有压板,压板的端部位于支撑台的上方;其中定位装置和压板分别与铣切夹具活动连接;在快速找正装置是由快速找正器、两个圆柱定位销和若干个圆锥找正销组成,在上弯折表面上设有若干个圆锥找正销,其底部顶尖均匀分布在待加工铸件的待加工轮廓线,在快速找正器的下弯折表面设有两个圆柱定位销,并与铣切夹具上对应位置设置的两个通孔配合;在铣切夹具的某一固定位置设有圆形对刀块。本装置可
端面异形零件基准找正装置及找正方法.pdf
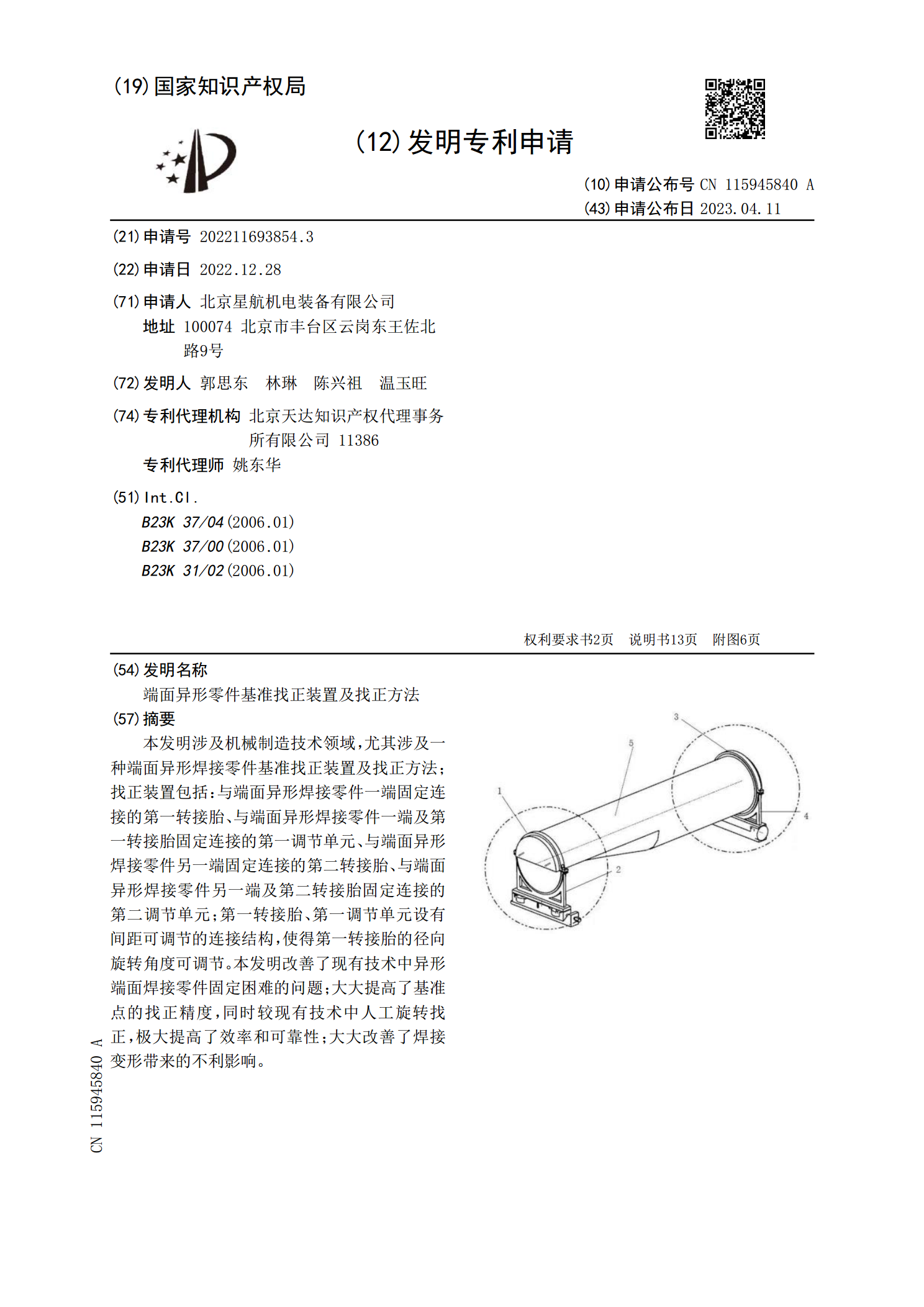
本发明涉及机械制造技术领域,尤其涉及一种端面异形焊接零件基准找正装置及找正方法;找正装置包括:与端面异形焊接零件一端固定连接的第一转接胎、与端面异形焊接零件一端及第一转接胎固定连接的第一调节单元、与端面异形焊接零件另一端固定连接的第二转接胎、与端面异形焊接零件另一端及第二转接胎固定连接的第二调节单元;第一转接胎、第一调节单元设有间距可调节的连接结构,使得第一转接胎的径向旋转角度可调节。本发明改善了现有技术中异形端面焊接零件固定困难的问题;大大提高了基准点的找正精度,同时较现有技术中人工旋转找正,极大提高了

齿轮加工柔性找正装置及方法.pdf
本发明公开了齿轮加工柔性找正装置及方法,它包括油缸杆,所述油缸杆的末端安装有螺杆,所述螺杆上通过第二螺母限位套装有连接板,所述连接板的下端固定安装在导轨的一端,所述导轨与槽块构成滑动配合,所述导轨的另一端,并与工件相配合的端面安装有用于驱动齿轮转动对中的对中装置。此装置能够用于齿轮加工过程中快速的找正,是适应性更广、自动化程度更高,找正效率更高。
锥形料斗快速精确找正装置及方法.pdf
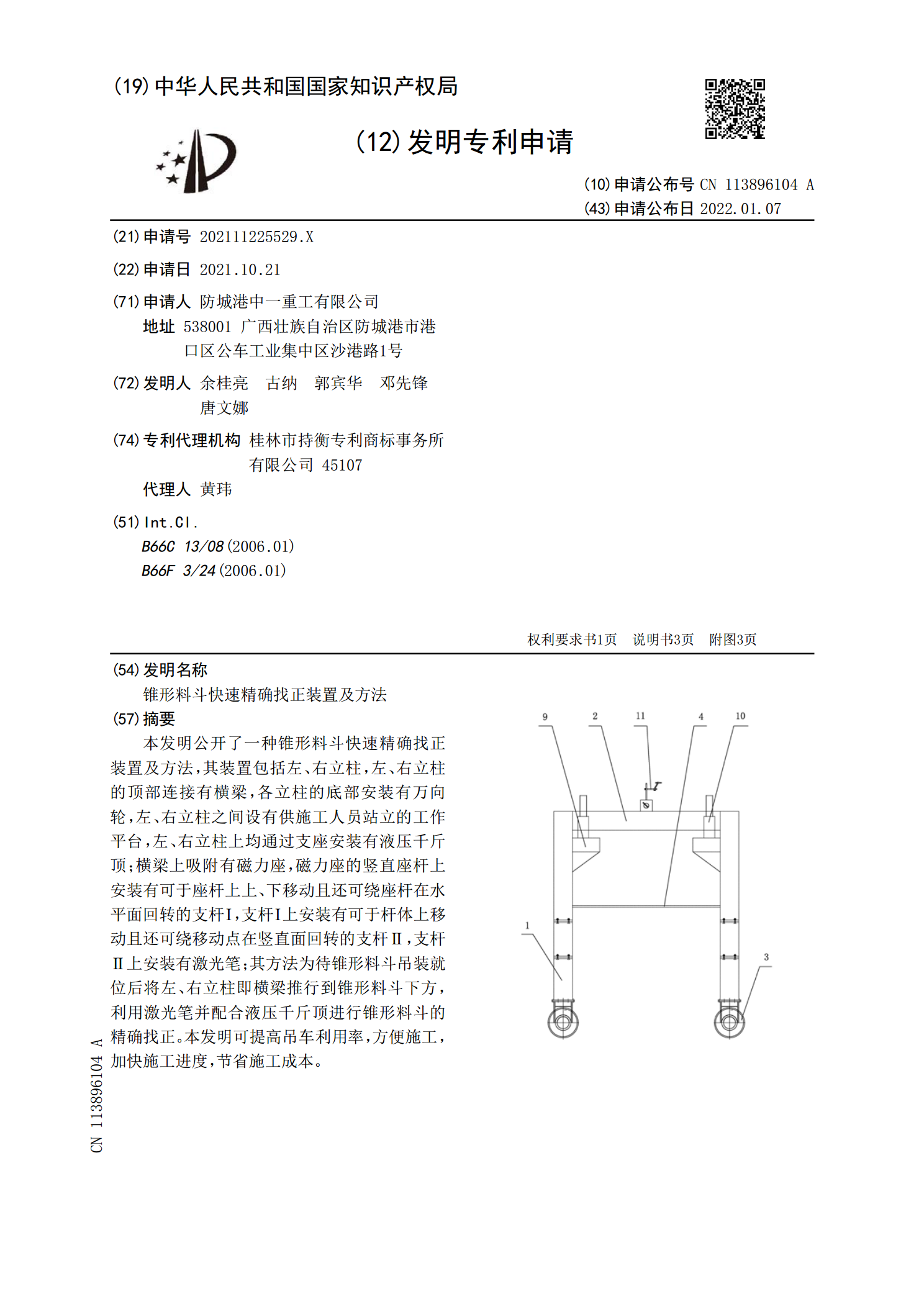
本发明公开了一种锥形料斗快速精确找正装置及方法,其装置包括左、右立柱,左、右立柱的顶部连接有横梁,各立柱的底部安装有万向轮,左、右立柱之间设有供施工人员站立的工作平台,左、右立柱上均通过支座安装有液压千斤顶;横梁上吸附有磁力座,磁力座的竖直座杆上安装有可于座杆上上、下移动且还可绕座杆在水平面回转的支杆Ⅰ,支杆Ⅰ上安装有可于杆体上移动且还可绕移动点在竖直面回转的支杆Ⅱ,支杆Ⅱ上安装有激光笔;其方法为待锥形料斗吊装就位后将左、右立柱即横梁推行到锥形料斗下方,利用激光笔并配合液压千斤顶进行锥形料斗的精确找正。本
一种磨齿机加工快速找正装置.pdf
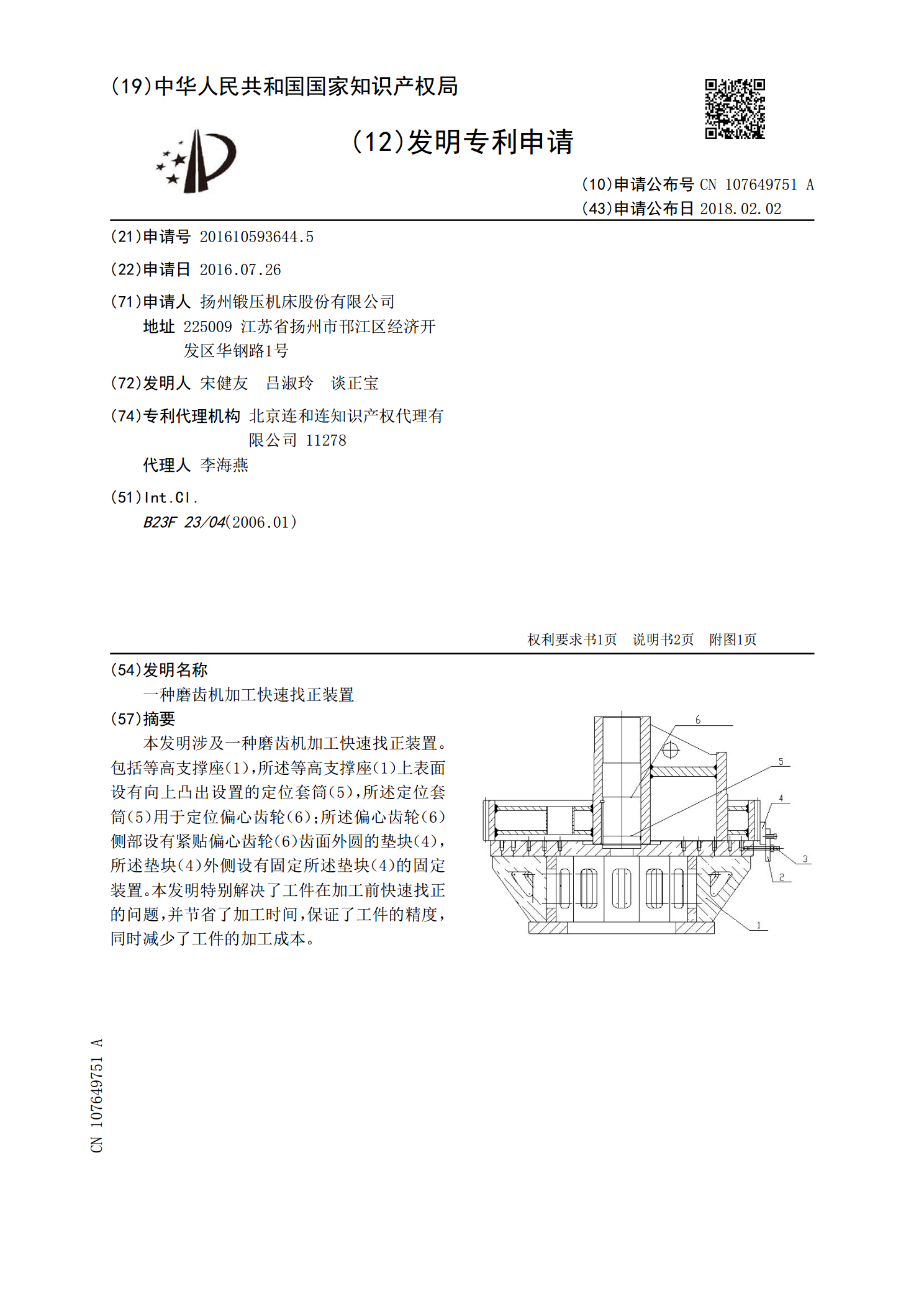
本发明涉及一种磨齿机加工快速找正装置。包括等高支撑座(1),所述等高支撑座(1)上表面设有向上凸出设置的定位套筒(5),所述定位套筒(5)用于定位偏心齿轮(6);所述偏心齿轮(6)侧部设有紧贴偏心齿轮(6)齿面外圆的垫块(4),所述垫块(4)外侧设有固定所述垫块(4)的固定装置。本发明特别解决了工件在加工前快速找正的问题,并节省了加工时间,保证了工件的精度,同时减少了工件的加工成本。