
齿轮加工柔性找正装置及方法.pdf

新月****姐a


1/10
2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

齿轮加工柔性找正装置及方法.pdf
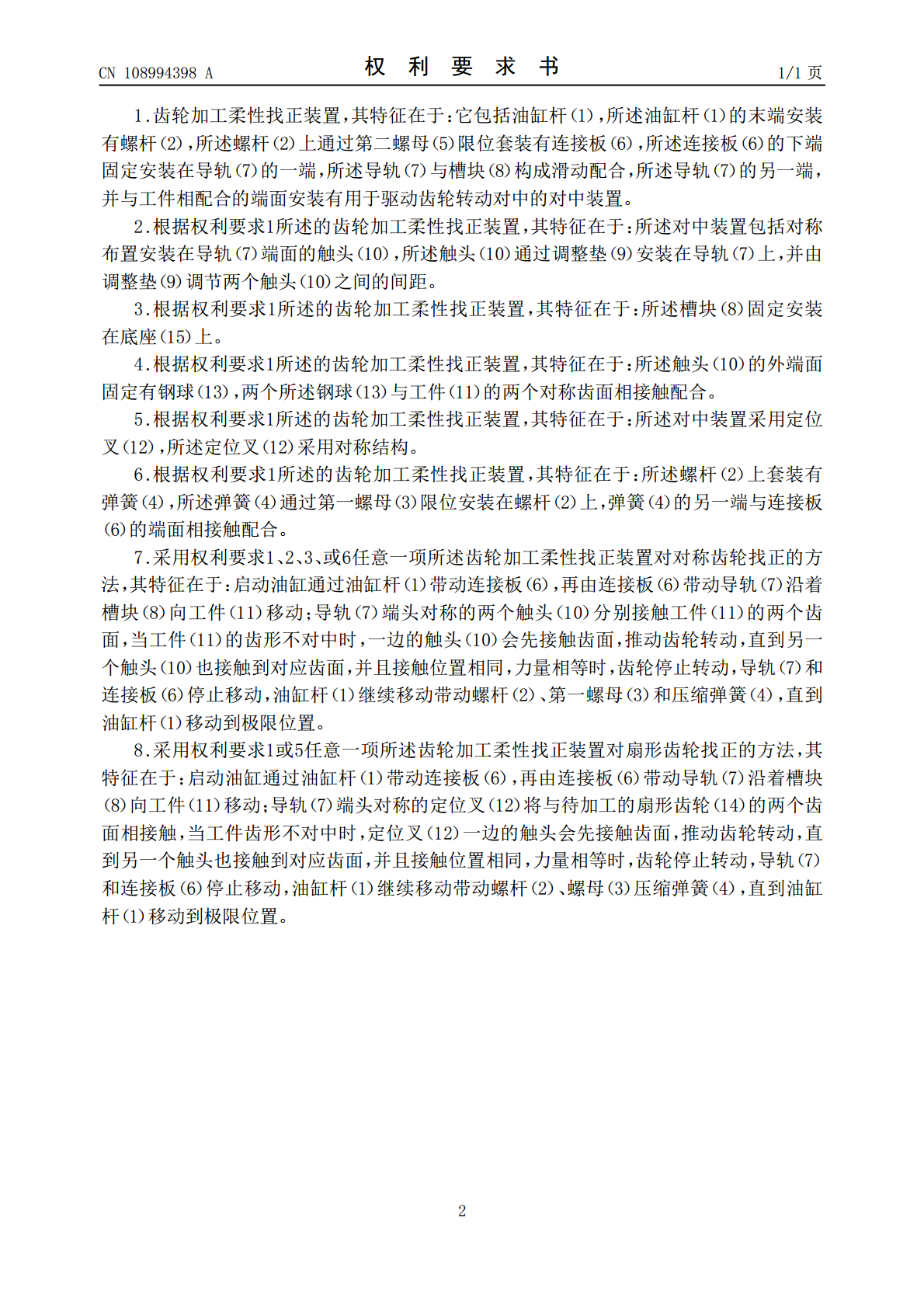
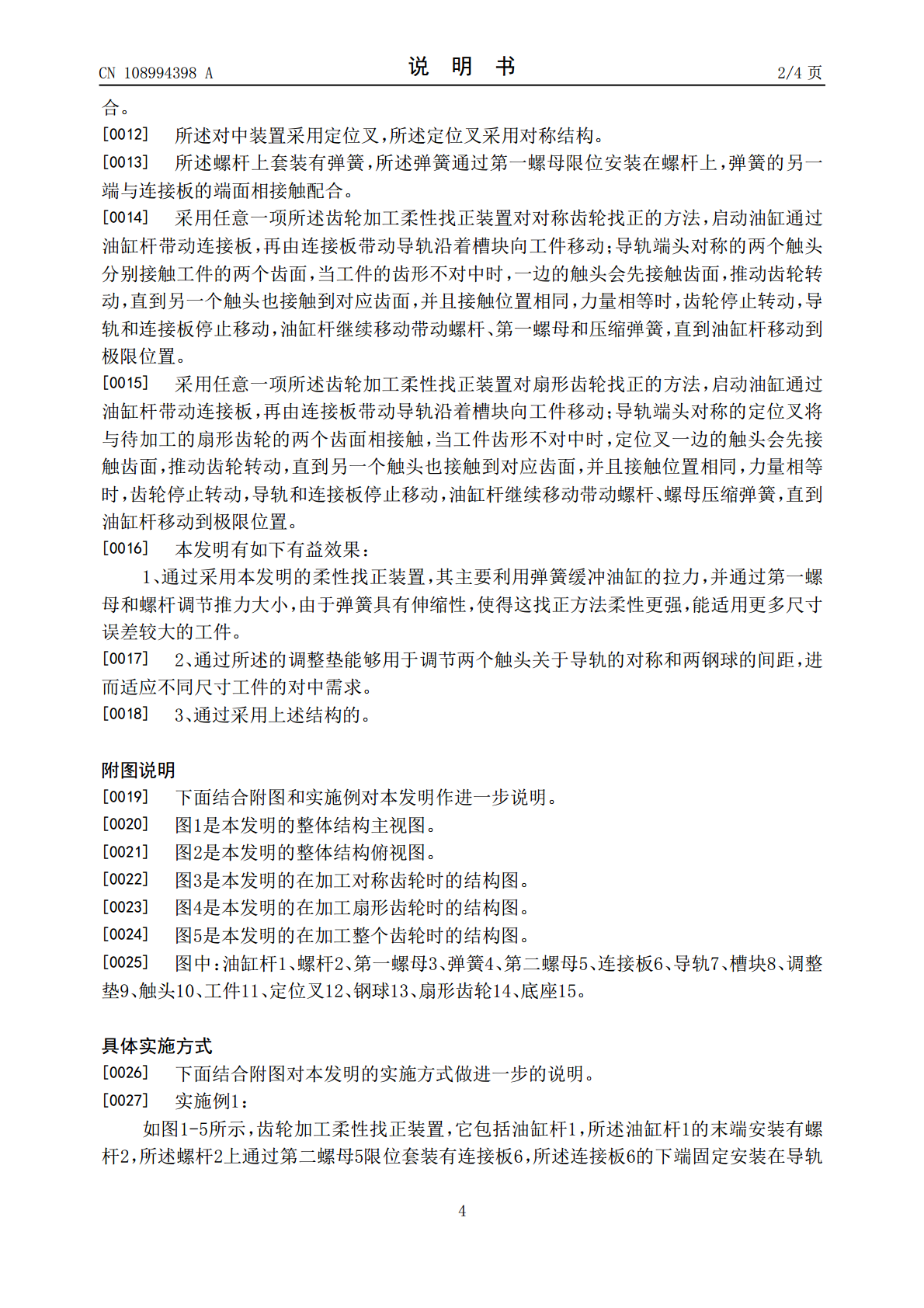
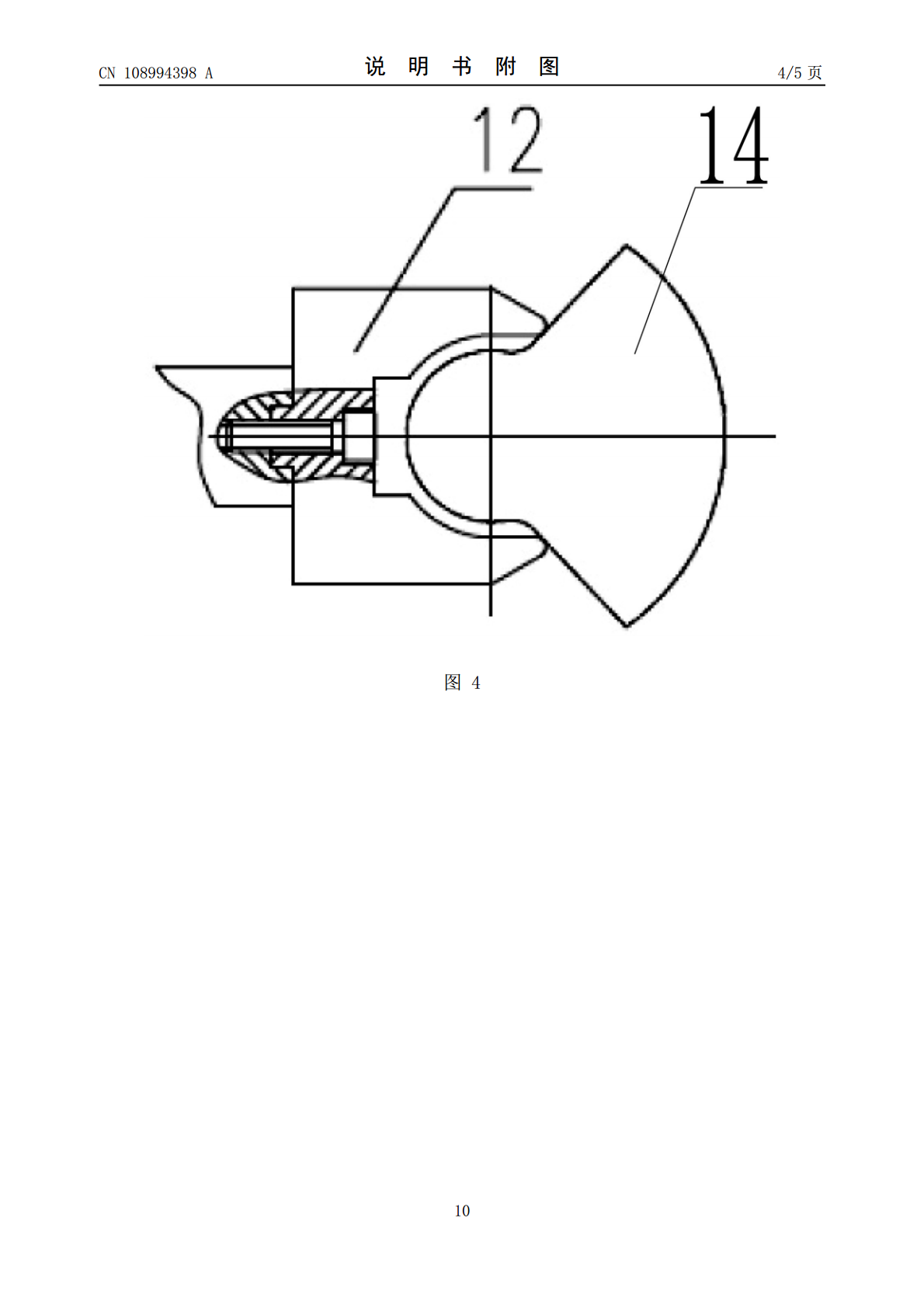
本发明公开了齿轮加工柔性找正装置及方法,它包括油缸杆,所述油缸杆的末端安装有螺杆,所述螺杆上通过第二螺母限位套装有连接板,所述连接板的下端固定安装在导轨的一端,所述导轨与槽块构成滑动配合,所述导轨的另一端,并与工件相配合的端面安装有用于驱动齿轮转动对中的对中装置。此装置能够用于齿轮加工过程中快速的找正,是适应性更广、自动化程度更高,找正效率更高。
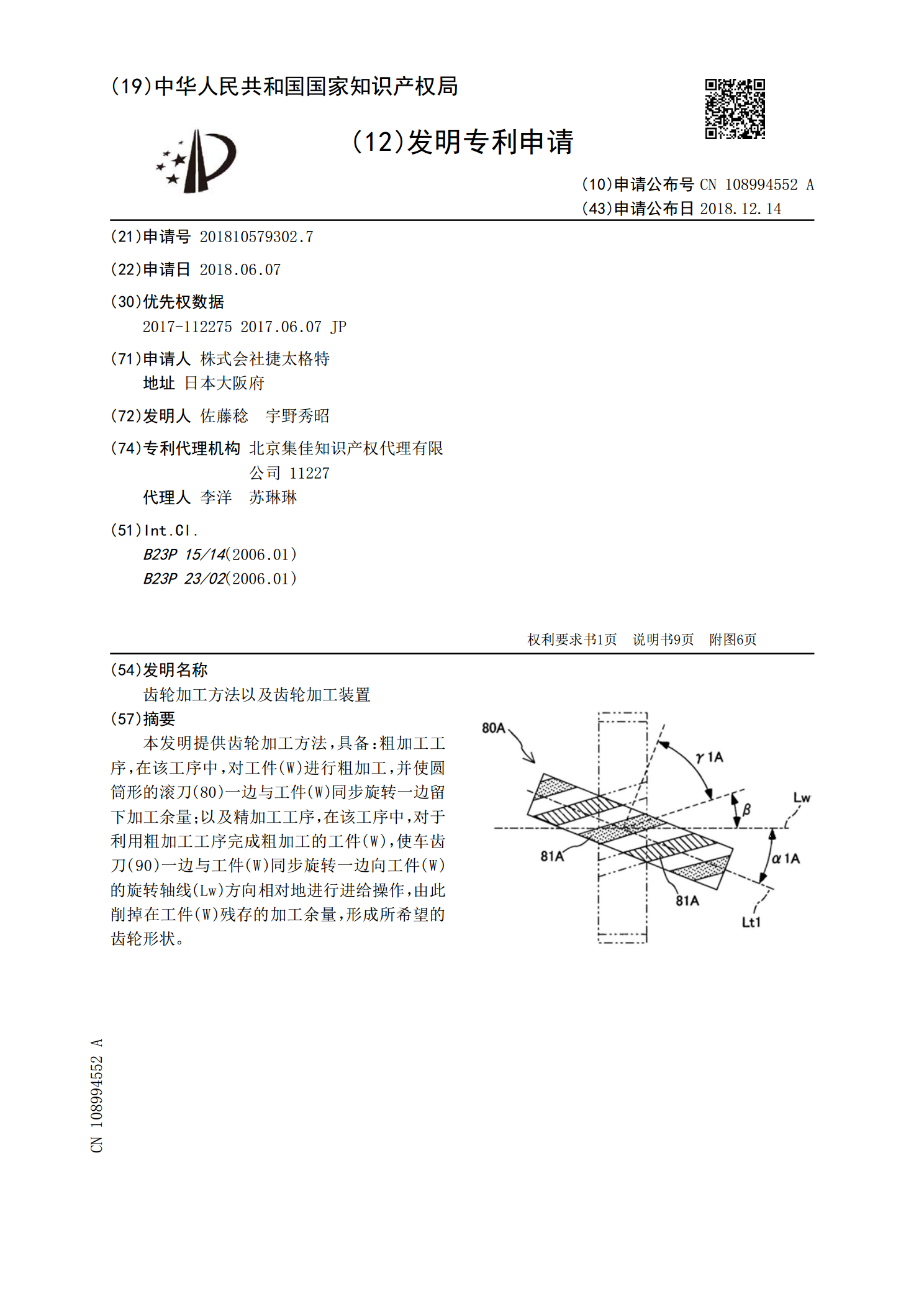
齿轮加工方法以及齿轮加工装置.pdf
本发明提供齿轮加工方法,具备:粗加工工序,在该工序中,对工件(W)进行粗加工,并使圆筒形的滚刀(80)一边与工件(W)同步旋转一边留下加工余量;以及精加工工序,在该工序中,对于利用粗加工工序完成粗加工的工件(W),使车齿刀(90)一边与工件(W)同步旋转一边向工件(W)的旋转轴线(Lw)方向相对地进行进给操作,由此削掉在工件(W)残存的加工余量,形成所希望的齿轮形状。
齿轮加工装置以及齿轮加工方法.pdf
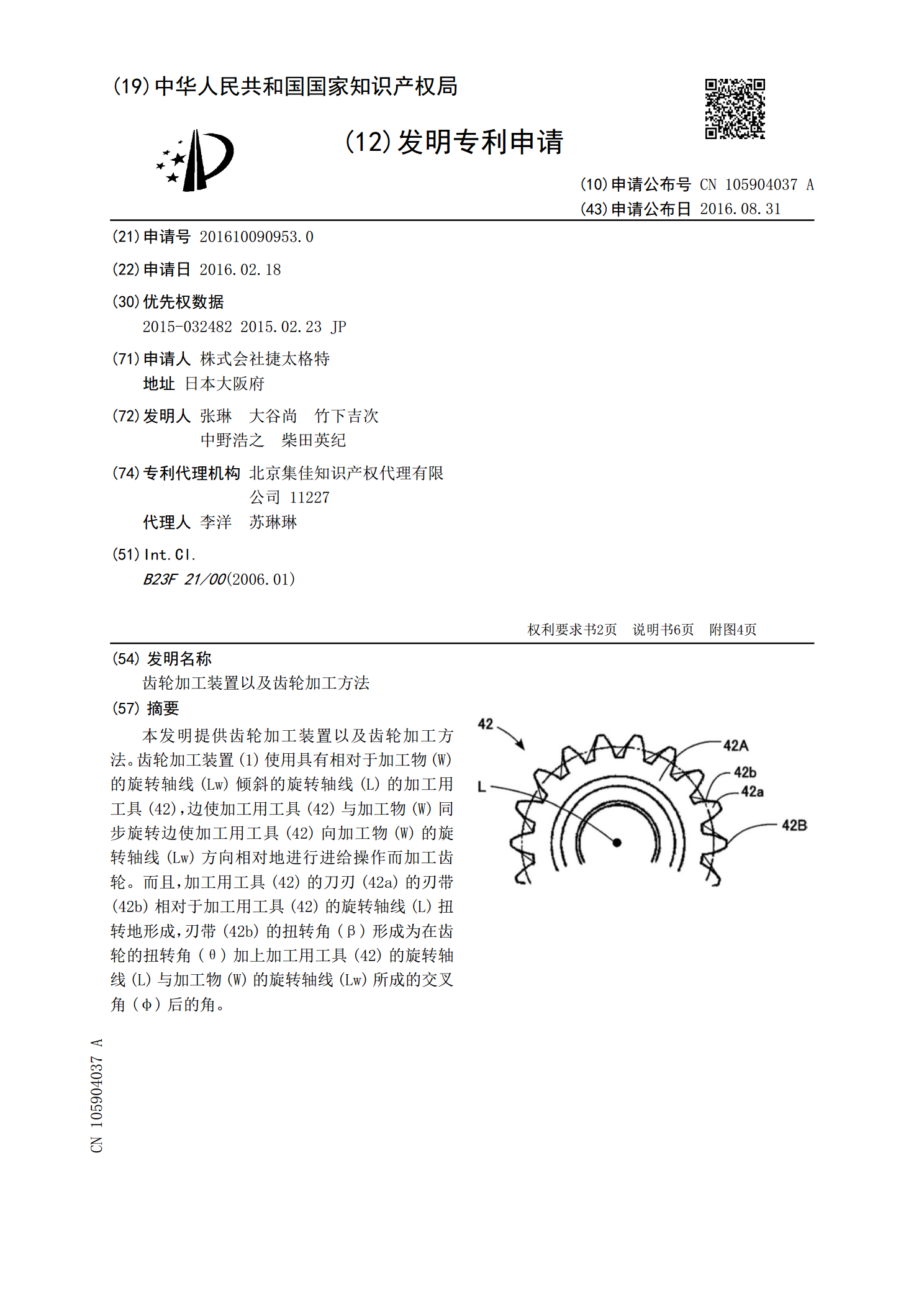
本发明提供齿轮加工装置以及齿轮加工方法。齿轮加工装置(1)使用具有相对于加工物(W)的旋转轴线(Lw)倾斜的旋转轴线(L)的加工用工具(42),边使加工用工具(42)与加工物(W)同步旋转边使加工用工具(42)向加工物(W)的旋转轴线(Lw)方向相对地进行进给操作而加工齿轮。而且,加工用工具(42)的刀刃(42a)的刃带(42b)相对于加工用工具(42)的旋转轴线(L)扭转地形成,刃带(42b)的扭转角(β)形成为在齿轮的扭转角(θ)加上加工用工具(42)的旋转轴线(L)与加工物(W)的旋转轴线(Lw)所
齿轮加工装置和齿轮加工方法.pdf
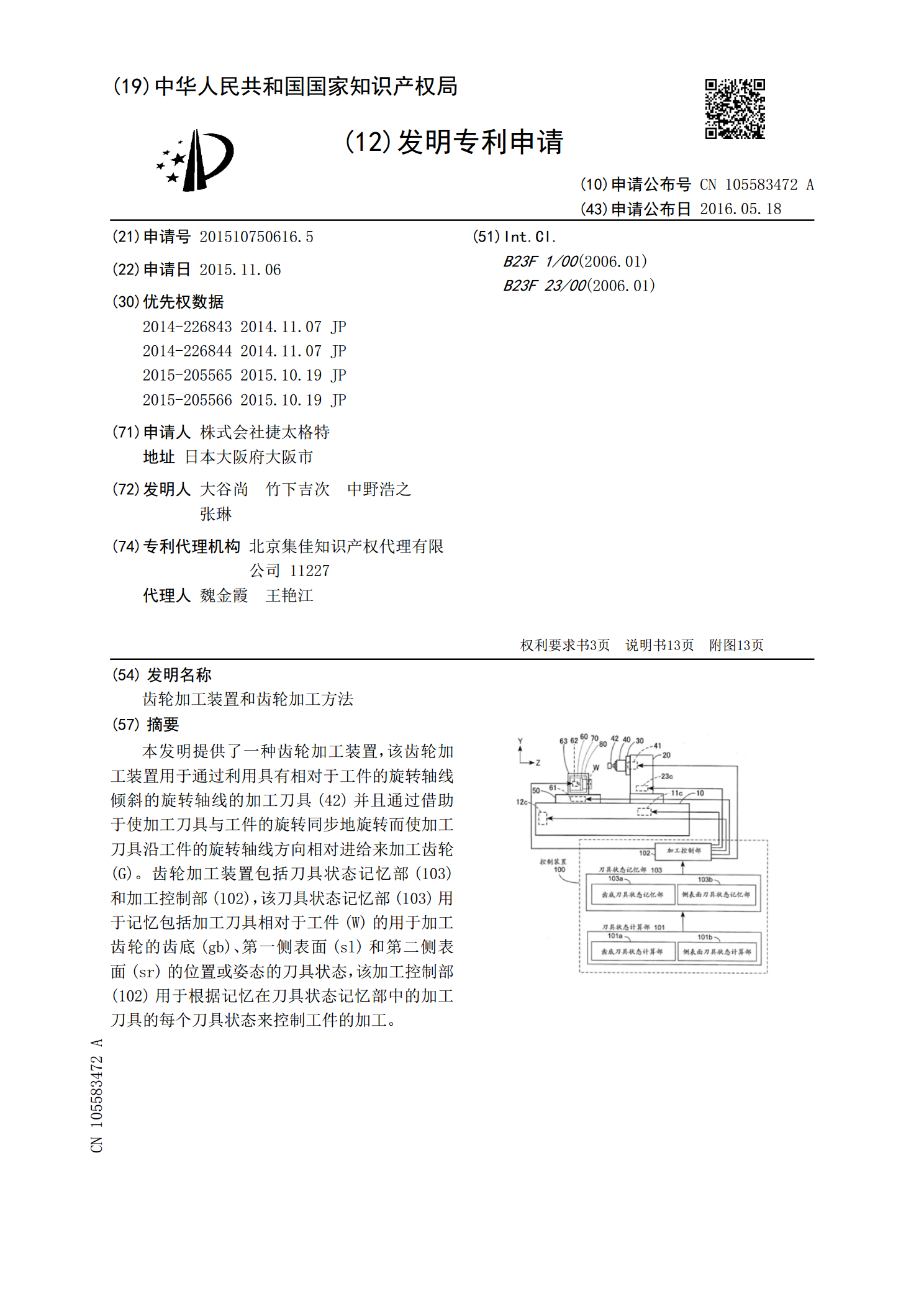
本发明提供了一种齿轮加工装置,该齿轮加工装置用于通过利用具有相对于工件的旋转轴线倾斜的旋转轴线的加工刀具(42)并且通过借助于使加工刀具与工件的旋转同步地旋转而使加工刀具沿工件的旋转轴线方向相对进给来加工齿轮(G)。齿轮加工装置包括刀具状态记忆部(103)和加工控制部(102),该刀具状态记忆部(103)用于记忆包括加工刀具相对于工件(W)的用于加工齿轮的齿底(gb)、第一侧表面(sl)和第二侧表面(sr)的位置或姿态的刀具状态,该加工控制部(102)用于根据记忆在刀具状态记忆部中的加工刀具的每个刀具状态
齿轮加工装置和齿轮加工方法.pdf
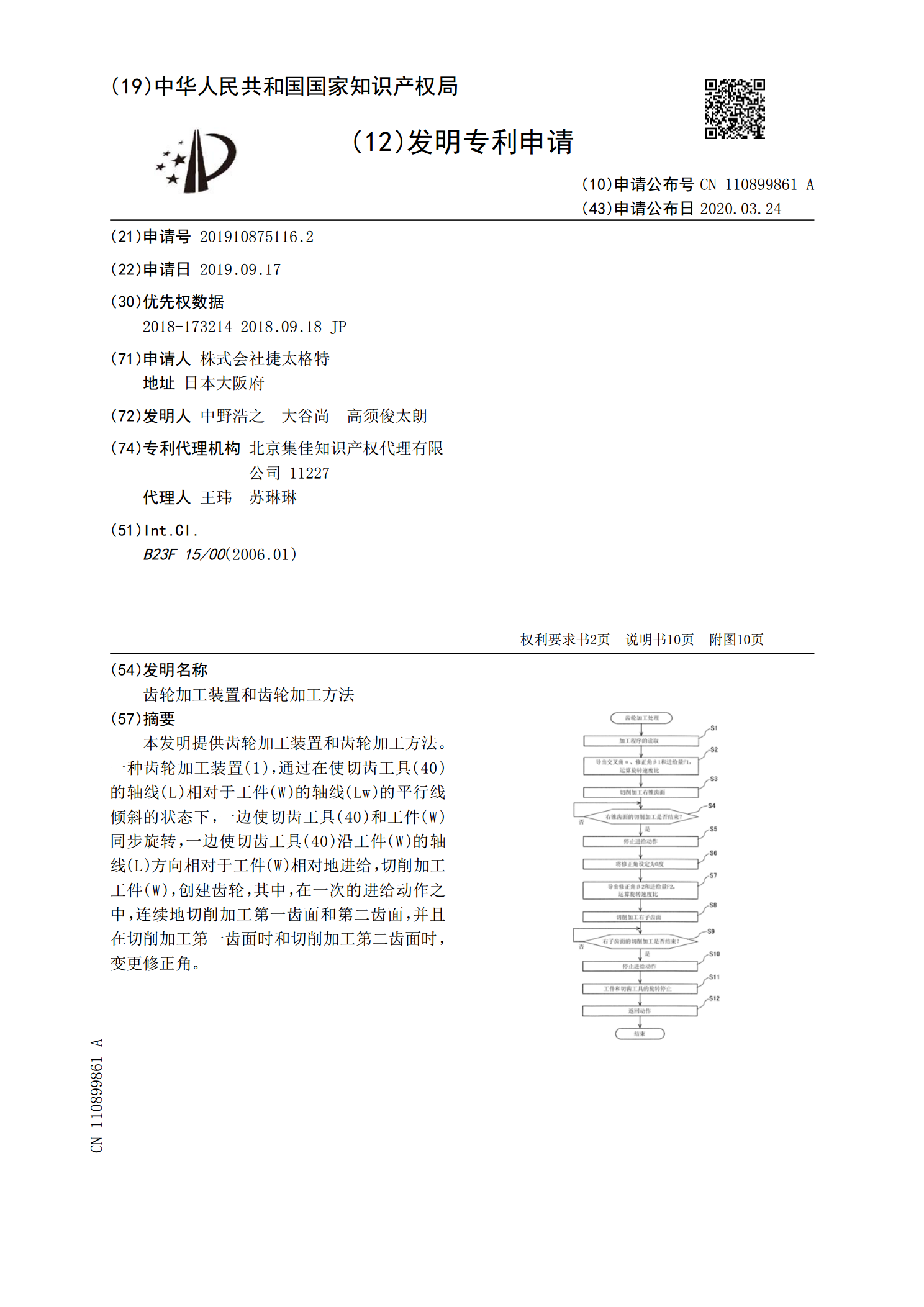
本发明提供齿轮加工装置和齿轮加工方法。一种齿轮加工装置(1),通过在使切齿工具(40)的轴线(L)相对于工件(W)的轴线(Lw)的平行线倾斜的状态下,一边使切齿工具(40)和工件(W)同步旋转,一边使切齿工具(40)沿工件(W)的轴线(L)方向相对于工件(W)相对地进给,切削加工工件(W),创建齿轮,其中,在一次的进给动作之中,连续地切削加工第一齿面和第二齿面,并且在切削加工第一齿面时和切削加工第二齿面时,变更修正角。