
齿轮模具加工五轴硬铣削方法.pdf

一条****贺6


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿轮模具加工五轴硬铣削方法.pdf
本发明提供的是齿轮模具加工五轴硬铣削方法。在数控铣床上设置五根铣削轴,在每根铣削轴上安装一个铣刀,通过五轴铣刀同时铣削,实现模具加工硬铣削。由于本发明的铣床上设置有五根铣削轴,并在铣削轴上安装铣刀,因此能够一次对多个铣削面进行铣削加工。因此速度快,效率高,节省能源和时间。适宜作为齿轮模具制造的硬铣削的方法应用。

一种螺旋伞齿轮硬齿面铣削加工方法.pdf
本发明涉及一种螺旋伞齿轮硬齿面铣削加工方法,其步骤如下:第一步,加工螺旋伞齿轮坯件,第二步,加工让刀触角,第三步,热处理,第四步,齿圈在内孔磨床上磨孔,第五步,铣硬齿面,第六步,将加工好的齿轮用锥齿轮研齿机研磨齿面,第七步,成品检验。本发明能保证螺旋伞齿轮具有高的精度,提高生产效率,降低制造成本。
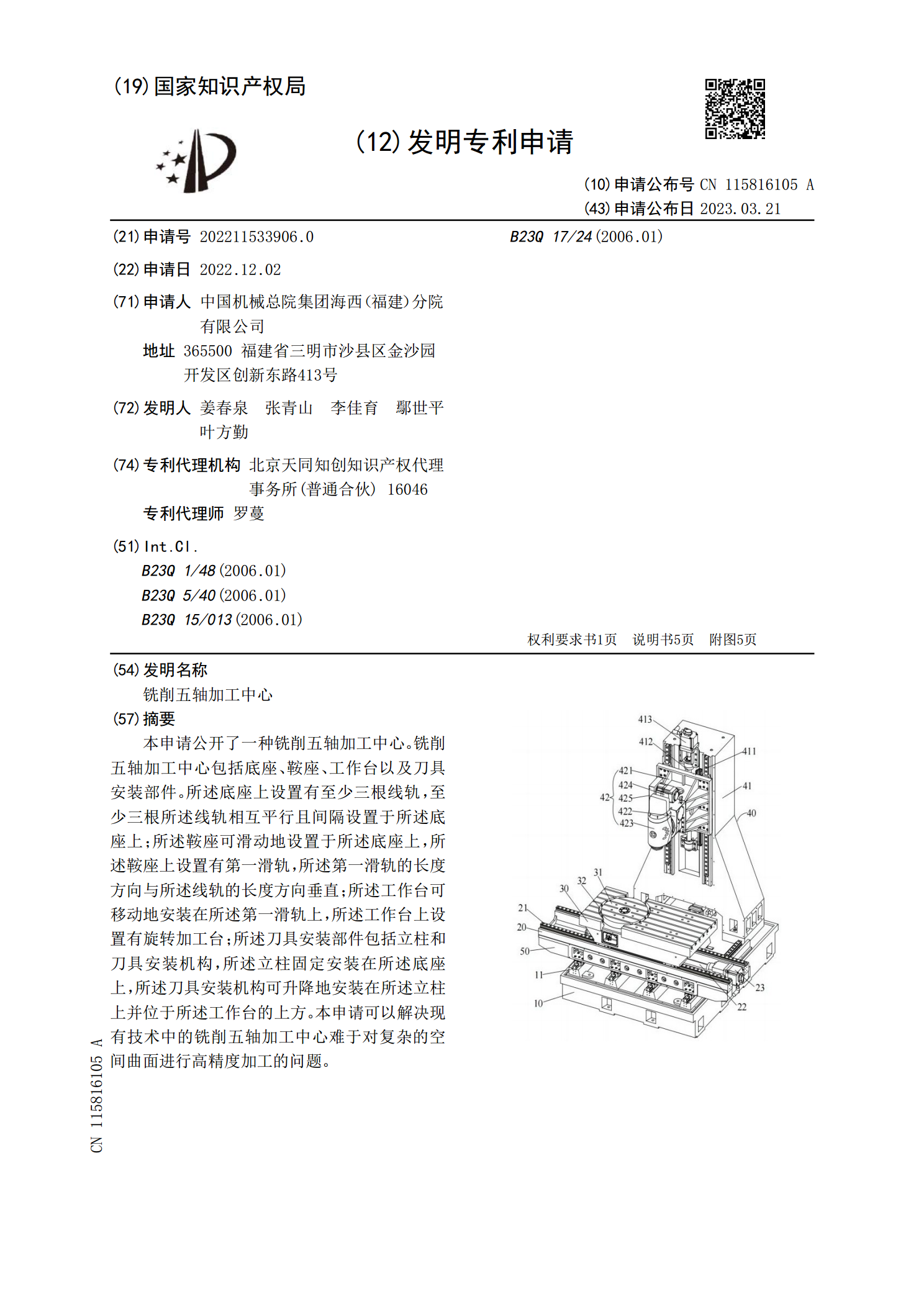
铣削五轴加工中心.pdf
本申请公开了一种铣削五轴加工中心。铣削五轴加工中心包括底座、鞍座、工作台以及刀具安装部件。所述底座上设置有至少三根线轨,至少三根所述线轨相互平行且间隔设置于所述底座上;所述鞍座可滑动地设置于所述底座上,所述鞍座上设置有第一滑轨,所述第一滑轨的长度方向与所述线轨的长度方向垂直;所述工作台可移动地安装在所述第一滑轨上,所述工作台上设置有旋转加工台;所述刀具安装部件包括立柱和刀具安装机构,所述立柱固定安装在所述底座上,所述刀具安装机构可升降地安装在所述立柱上并位于所述工作台的上方。本申请可以解决现有技术中的铣削
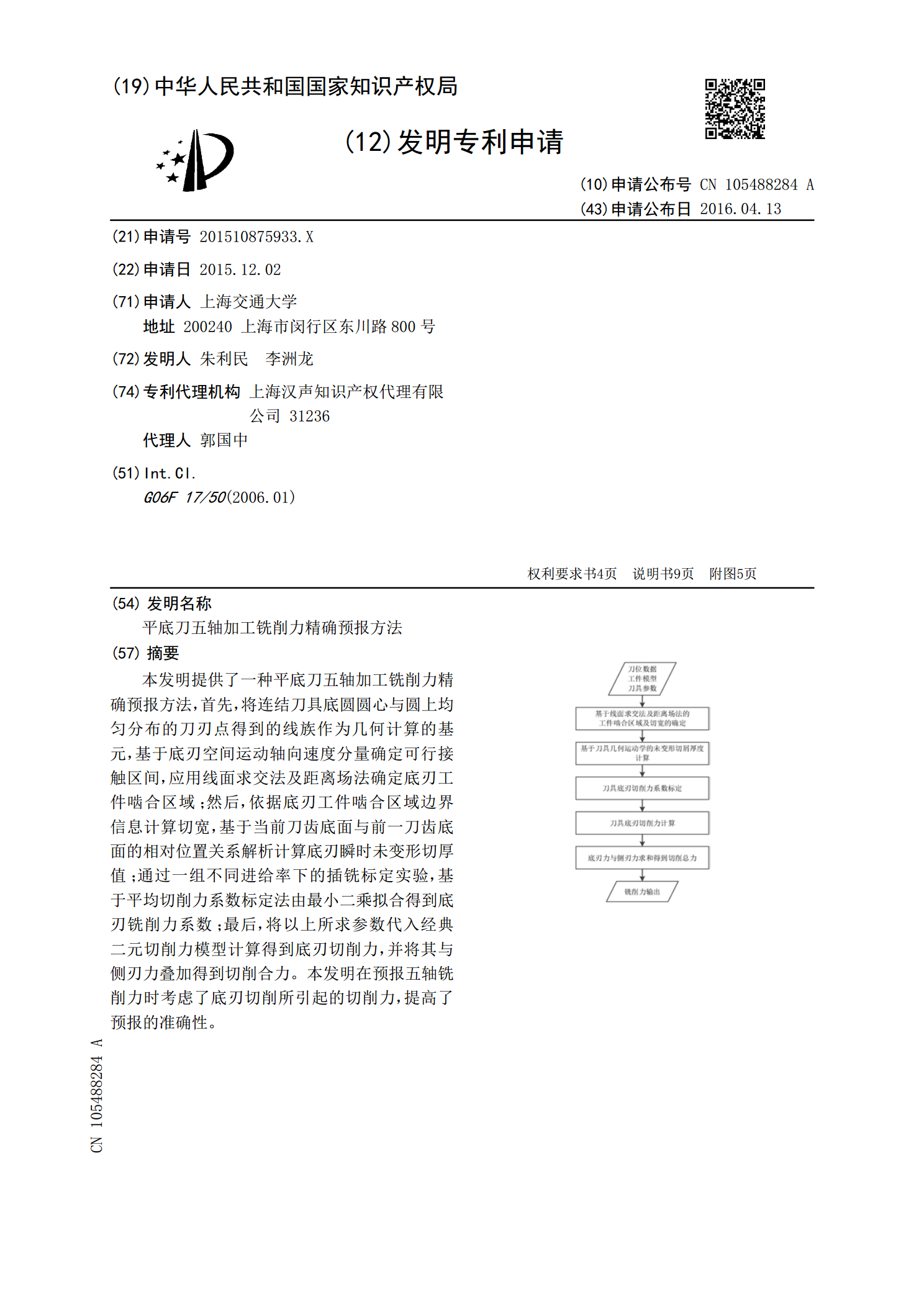
平底刀五轴加工铣削力精确预报方法.pdf
本发明提供了一种平底刀五轴加工铣削力精确预报方法,首先,将连结刀具底圆圆心与圆上均匀分布的刀刃点得到的线族作为几何计算的基元,基于底刃空间运动轴向速度分量确定可行接触区间,应用线面求交法及距离场法确定底刃工件啮合区域;然后,依据底刃工件啮合区域边界信息计算切宽,基于当前刀齿底面与前一刀齿底面的相对位置关系解析计算底刃瞬时未变形切厚值;通过一组不同进给率下的插铣标定实验,基于平均切削力系数标定法由最小二乘拟合得到底刃铣削力系数;最后,将以上所求参数代入经典二元切削力模型计算得到底刃切削力,并将其与侧刃力叠加

一种透平叶轮的五轴铣削加工方法.pdf
一种透平叶轮的五轴铣削加工方法,包括叶轮粗加工、叶片点加工、叶片根部圆角加工、叶片间的流道精加工等步骤,本发明加工效率高、刀具损耗小。