
平底刀五轴加工铣削力精确预报方法.pdf

玄静****写意


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
平底刀五轴加工铣削力精确预报方法.pdf
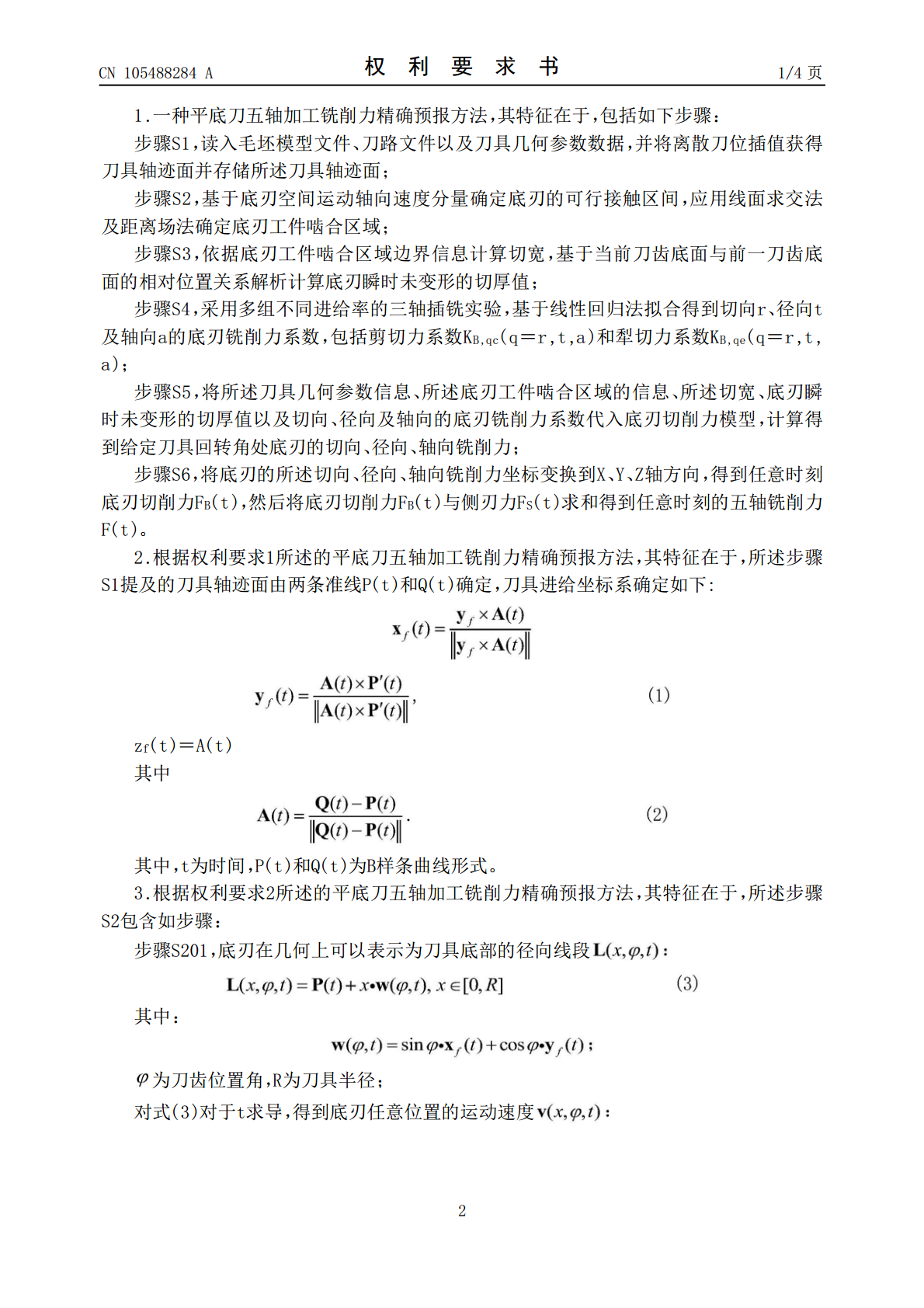
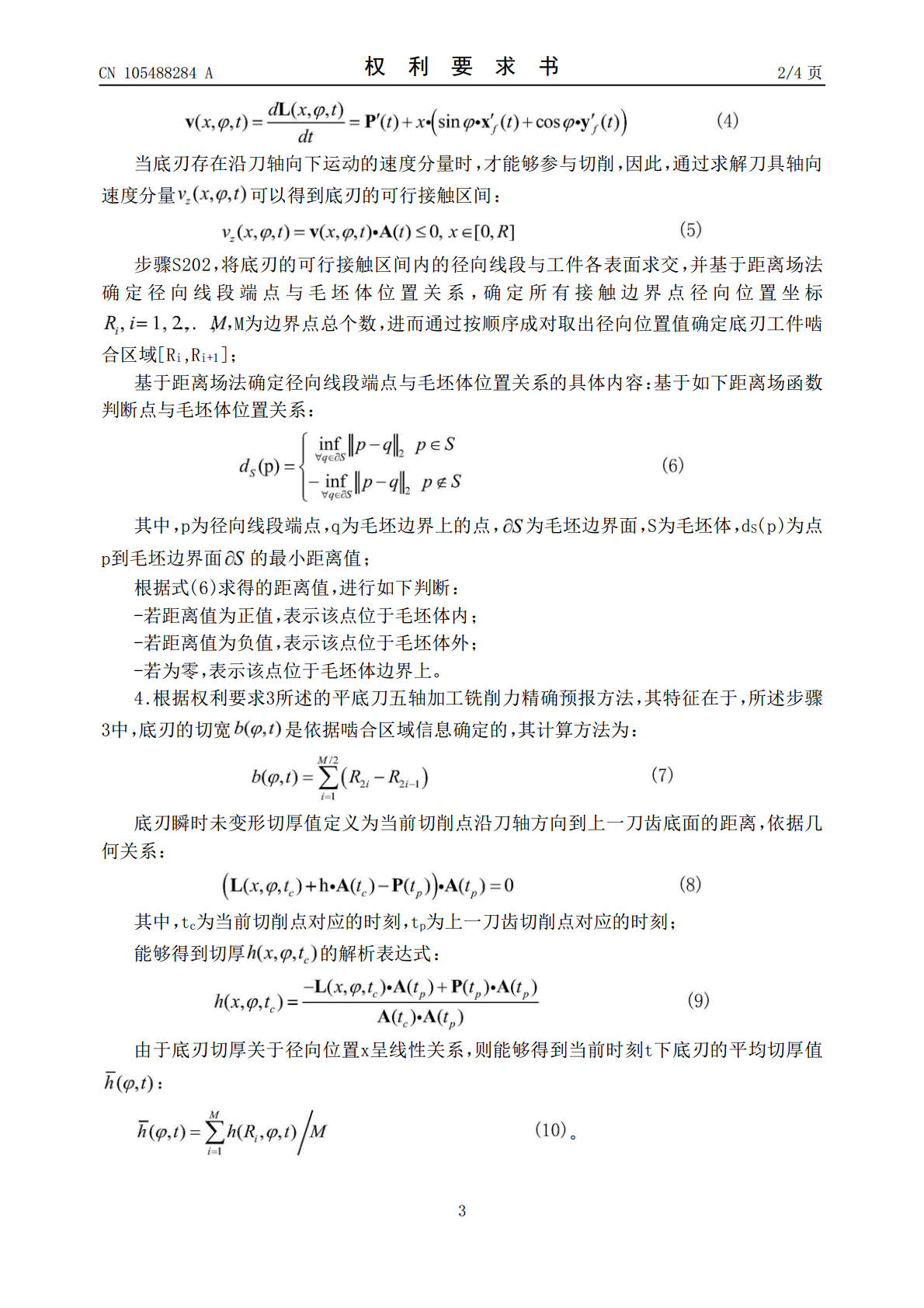
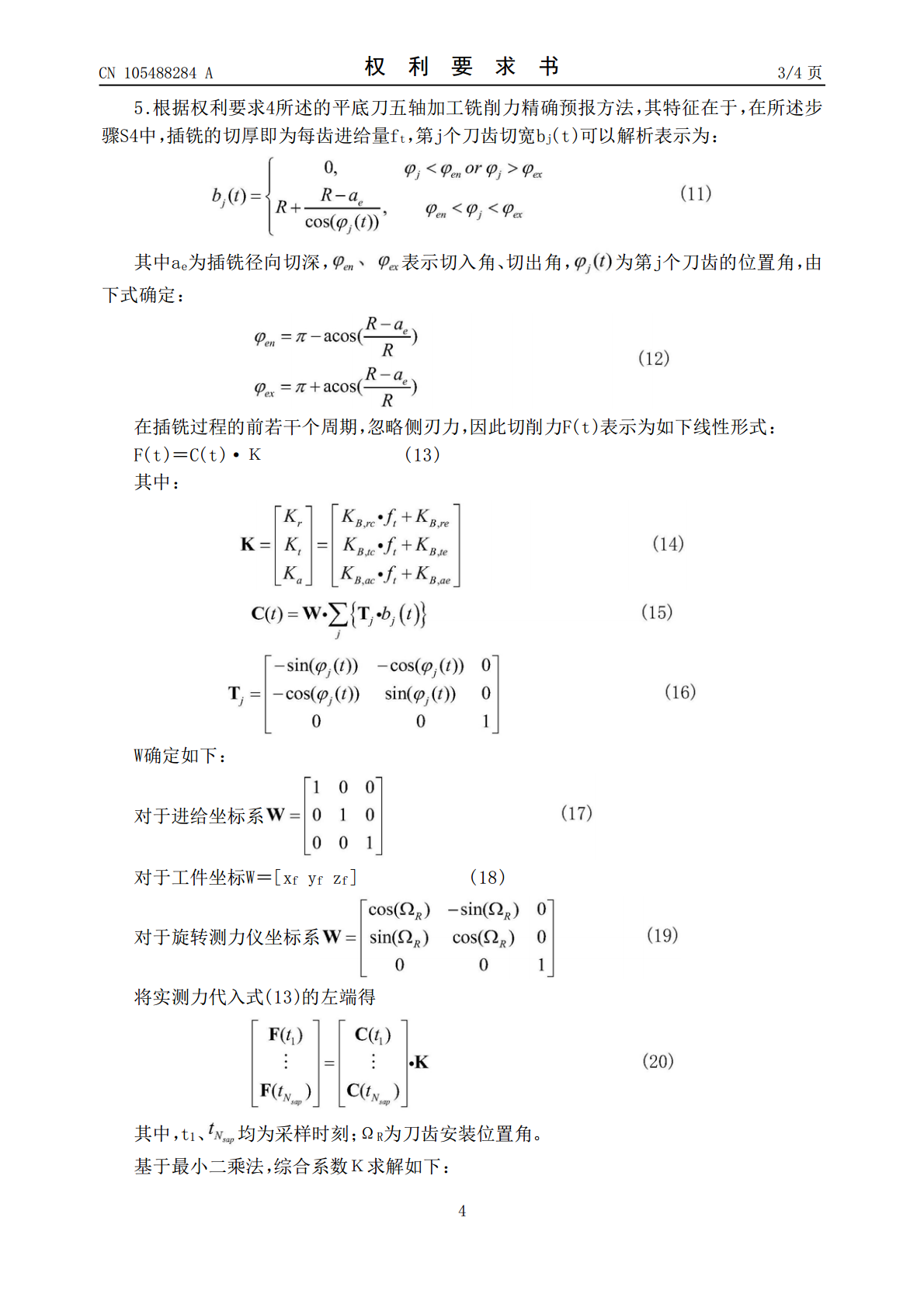
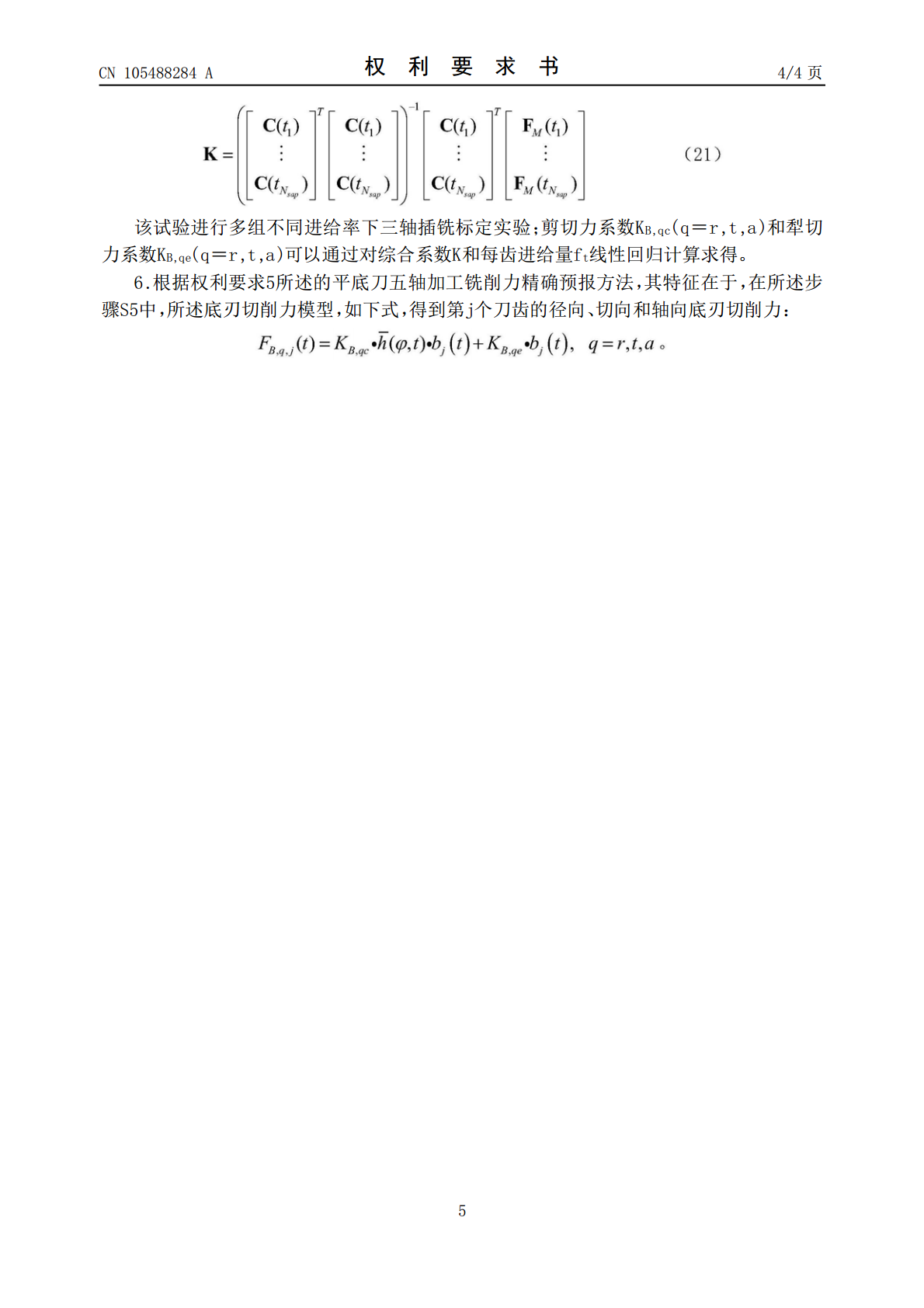
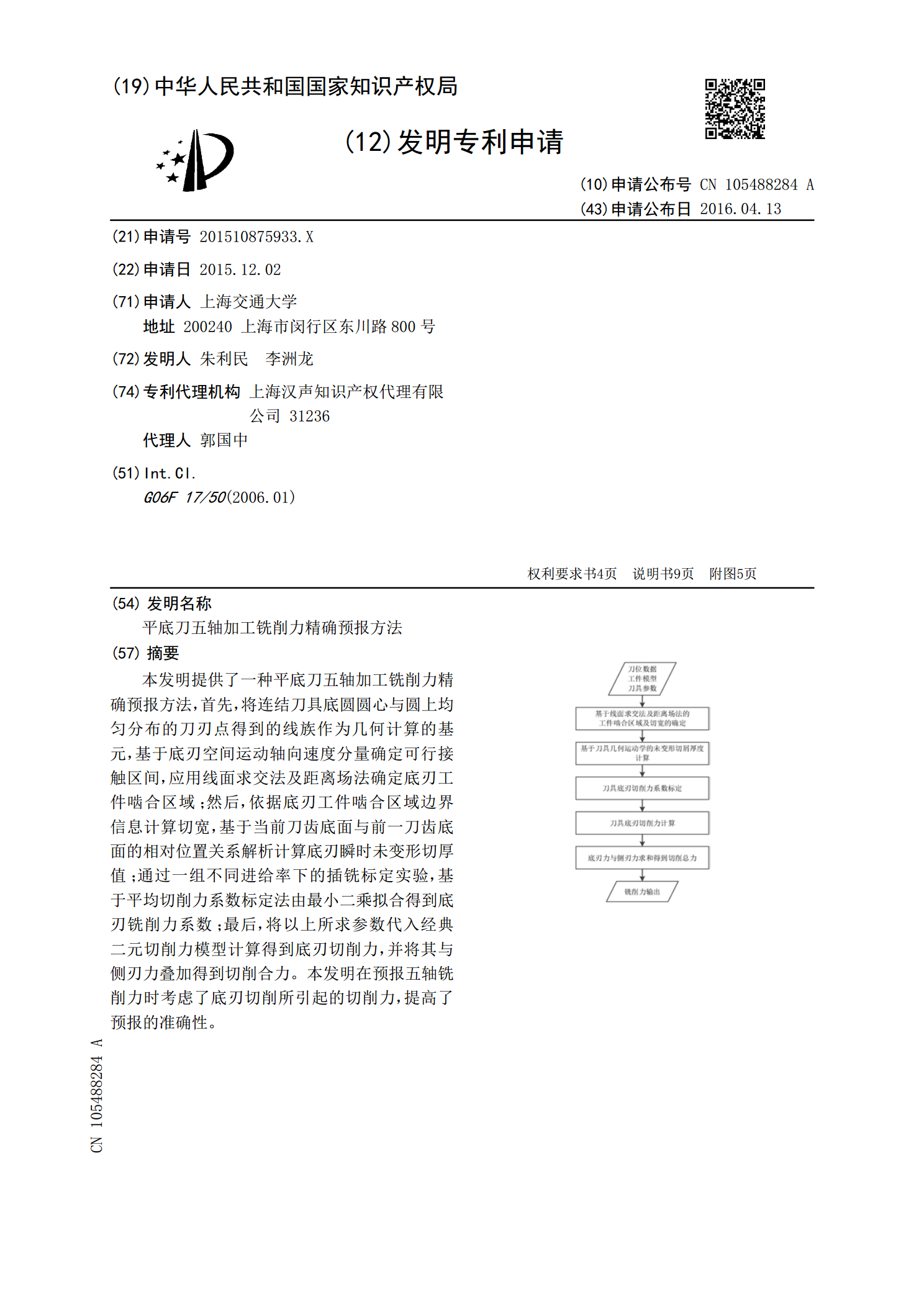
本发明提供了一种平底刀五轴加工铣削力精确预报方法,首先,将连结刀具底圆圆心与圆上均匀分布的刀刃点得到的线族作为几何计算的基元,基于底刃空间运动轴向速度分量确定可行接触区间,应用线面求交法及距离场法确定底刃工件啮合区域;然后,依据底刃工件啮合区域边界信息计算切宽,基于当前刀齿底面与前一刀齿底面的相对位置关系解析计算底刃瞬时未变形切厚值;通过一组不同进给率下的插铣标定实验,基于平均切削力系数标定法由最小二乘拟合得到底刃铣削力系数;最后,将以上所求参数代入经典二元切削力模型计算得到底刃切削力,并将其与侧刃力叠加

三维曲面五轴宽行加工铣削力预报.docx
三维曲面五轴宽行加工铣削力预报三维曲面五轴宽行加工铣削力预报摘要:五轴宽行加工技术在制造业领域中得到广泛应用,其中重要的一个研究方向是如何预测加工过程中的铣削力。本论文针对三维曲面五轴宽行加工中的铣削力进行了详细研究和分析,并给出了一种有效的预报方法。1.引言随着制造技术的不断发展,五轴宽行加工技术成为了现代制造业中的一项重要工艺。它可以在一个夹持工件的同时实现多个坐标轴的运动,从而实现复杂曲面的加工。而在加工过程中,铣削力的精确预测对于加工质量的控制和工艺优化非常重要。2.五轴加工中的铣削力在五轴宽行加

三维曲面五轴宽行加工铣削力预报的开题报告.docx
三维曲面五轴宽行加工铣削力预报的开题报告一、选题背景随着现代工业的不断发展和完善,对机械零件的加工精度和质量要求越来越高。而五轴铣削技术是目前最为先进和高效的加工方式之一。然而,五轴铣削过程中,曲面切削力的预测和控制是十分关键的问题之一。因此,本文拟从三维曲面五轴宽行加工铣削力预报的角度,开展相关研究。二、选题意义在五轴铣削中,曲面切削力的变化非常复杂,难以通过常规方法进行准确预报。本研究对于五轴宽行加工铣削力进行预报,在提高加工精度、控制加工质量、提高生产效率等方面均有重要意义。此外,还具有现实应用价值

一种平底铣刀多轴铣削力预测方法.pdf
本发明公开了一种铣削力预测方法,包括:建立坐标系;确定工艺参数,并计算微元铣削刃的旋转角;确定铣削力系数;提取待加工工件的刀位点信息,根据提取的刀位点信息确定铣削加工过程中每齿切削时刀具的位置,计算瞬时未变形切屑厚度,将瞬时未变形切屑厚度拆分为第一厚度和第二厚度,第一厚度通过刀具姿态不变时铣削加工的切削厚度获取,第二厚度为刀轴矢量在单齿切削时间内由于姿态旋转引起的变化厚度;根据铣削力系数和瞬时未变形切屑厚度计算单个微元铣削力,并将总铣削力转化到工件坐标系下,作为铣削力在当前时刻的预测值。本发明通过对瞬时未

三维曲面五轴宽行加工铣削力预报的任务书.docx
三维曲面五轴宽行加工铣削力预报的任务书任务书任务名称:三维曲面五轴宽行加工铣削力预报任务依据:1.该任务是针对三维曲面五轴宽行加工铣削力预报的研究和开发。2.该任务将有助于提高数控加工的质量和效率,从而有助于企业的发展。任务背景:数控加工是现代先进制造工业的重要组成部分,其中铣削作为数控加工的重要工艺之一,已经被广泛应用于航空、汽车、电子、机床等制造领域。随着工业自动化和信息化的发展,产品的复杂度和精度要求不断提高,因此,对数控加工的质量和效率也提出了新的要求。在数控铣削加工过程中,切削力是影响机床加工性