
轮体类工件机床自动上料装置.pdf

An****70

1/9

2/9

3/9
4/9

5/9

6/9
7/9

8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

轮体类工件机床自动上料装置.pdf
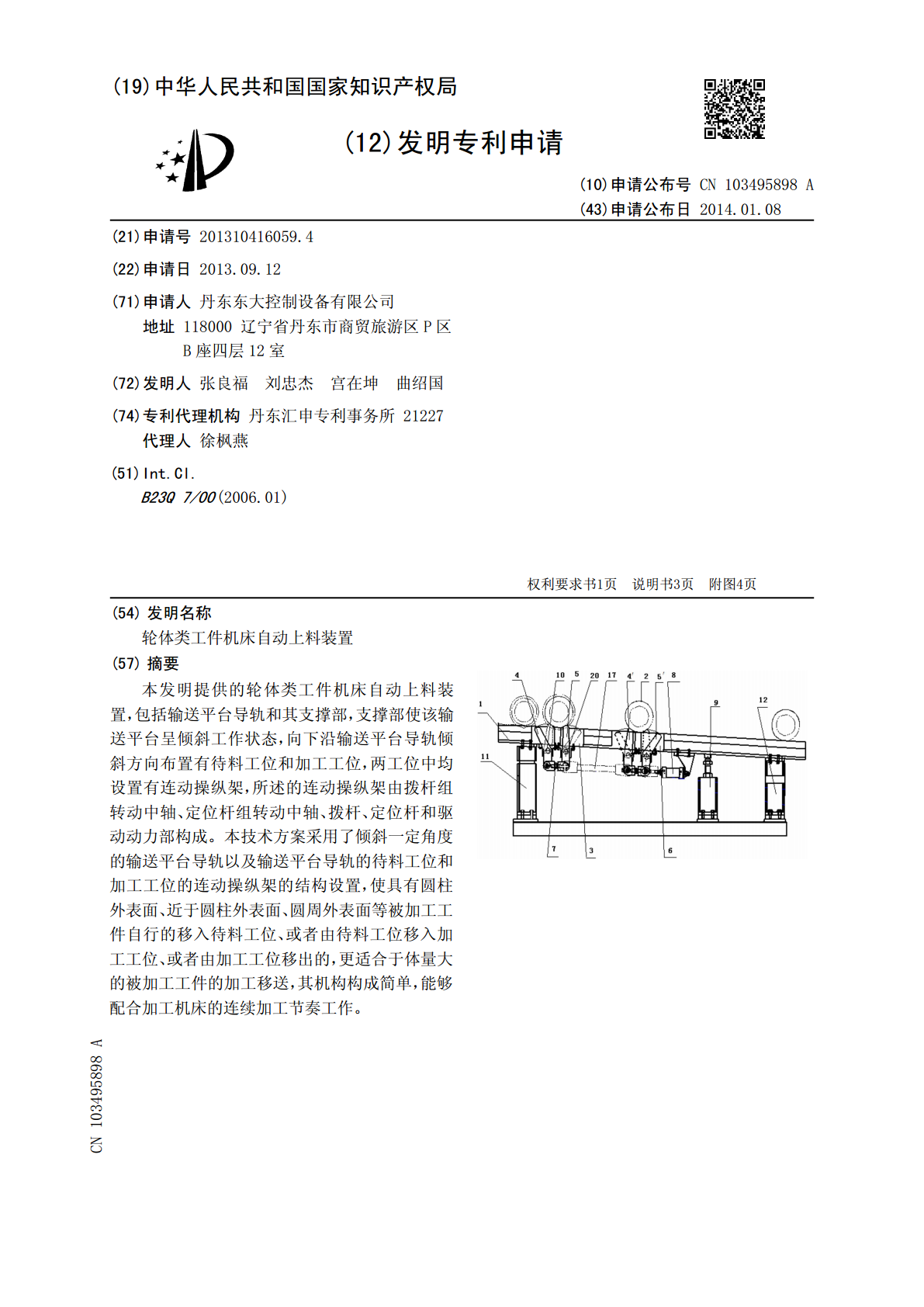
本发明提供的轮体类工件机床自动上料装置,包括输送平台导轨和其支撑部,支撑部使该输送平台呈倾斜工作状态,向下沿输送平台导轨倾斜方向布置有待料工位和加工工位,两工位中均设置有连动操纵架,所述的连动操纵架由拨杆组转动中轴、定位杆组转动中轴、拨杆、定位杆和驱动动力部构成。本技术方案采用了倾斜一定角度的输送平台导轨以及输送平台导轨的待料工位和加工工位的连动操纵架的结构设置,使具有圆柱外表面、近于圆柱外表面、圆周外表面等被加工工件自行的移入待料工位、或者由待料工位移入加工工位、或者由加工工位移出的,更适合于体量大的被
工件自动上料装置.pdf
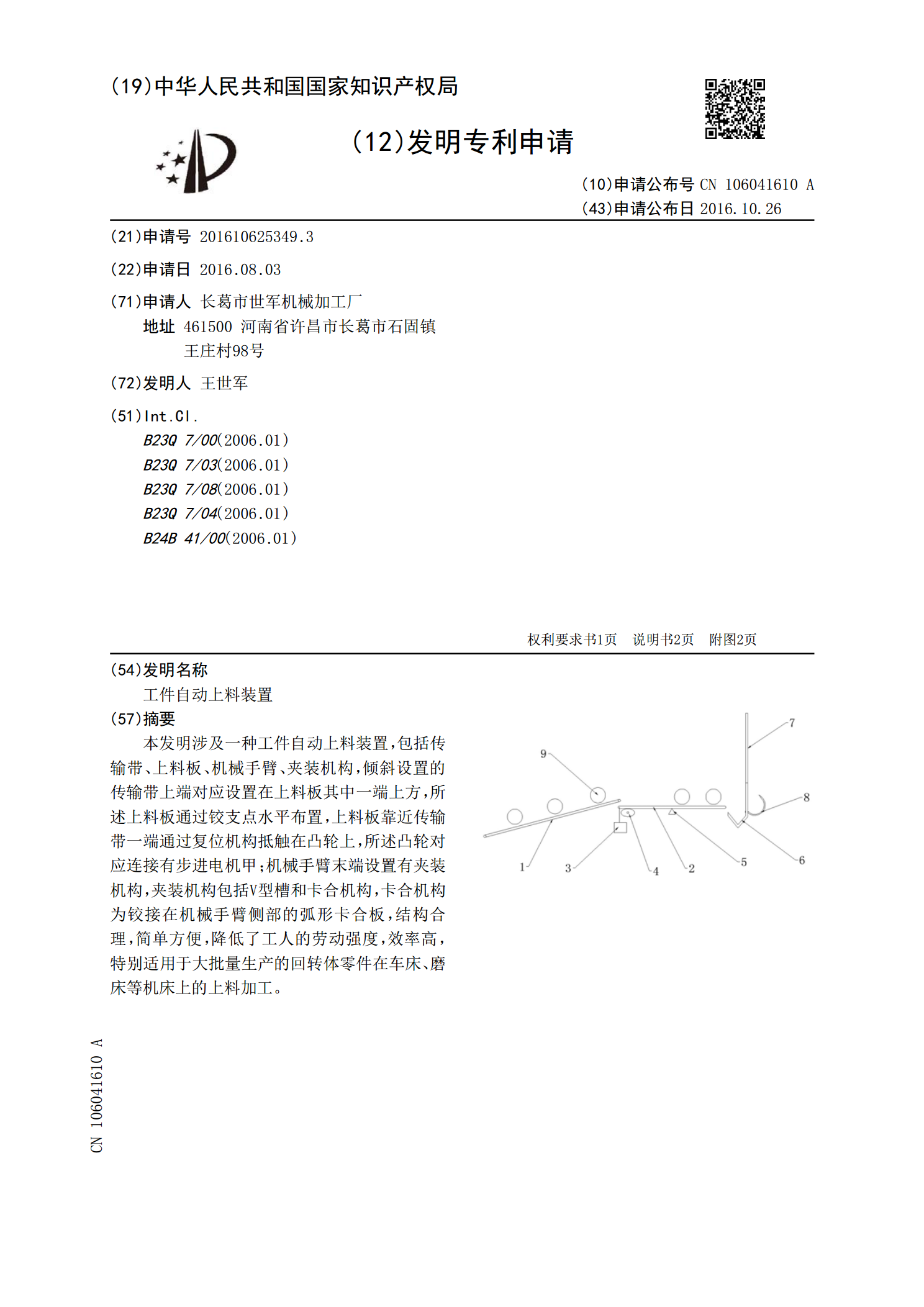
本发明涉及一种工件自动上料装置,包括传输带、上料板、机械手臂、夹装机构,倾斜设置的传输带上端对应设置在上料板其中一端上方,所述上料板通过铰支点水平布置,上料板靠近传输带一端通过复位机构抵触在凸轮上,所述凸轮对应连接有步进电机甲;机械手臂末端设置有夹装机构,夹装机构包括V型槽和卡合机构,卡合机构为铰接在机械手臂侧部的弧形卡合板,结构合理,简单方便,降低了工人的劳动强度,效率高,特别适用于大批量生产的回转体零件在车床、磨床等机床上的上料加工。

长条形工件自动上料装置.pdf
本发明公开了一种长条形工件自动上料装置,用于在线快速完成长条形工件的自动上料或自动下料,将单根或成垛的长条形工件分别放到工作区域,或者将加工后的工件码垛放置在一起;自动上料装置包括Y轴移动装置、Z轴移动装置、位置感应装置、抓料装置、控制系统;所述上料工作台包括分别相互连接的机架、工作台面,工作台面的一端上设有第一定位装置,直线导轨B和垂直架连接,电机B和减速器B直连,齿轮B驱动架体沿着Z轴方向移动;齿轮A驱动平板、连板在直线导轨A上沿着Y轴方向移动;固定在连板上的抓料装置将工件抓取到设定的位置。装置上料或
机床定向停车自动上料装置.pdf
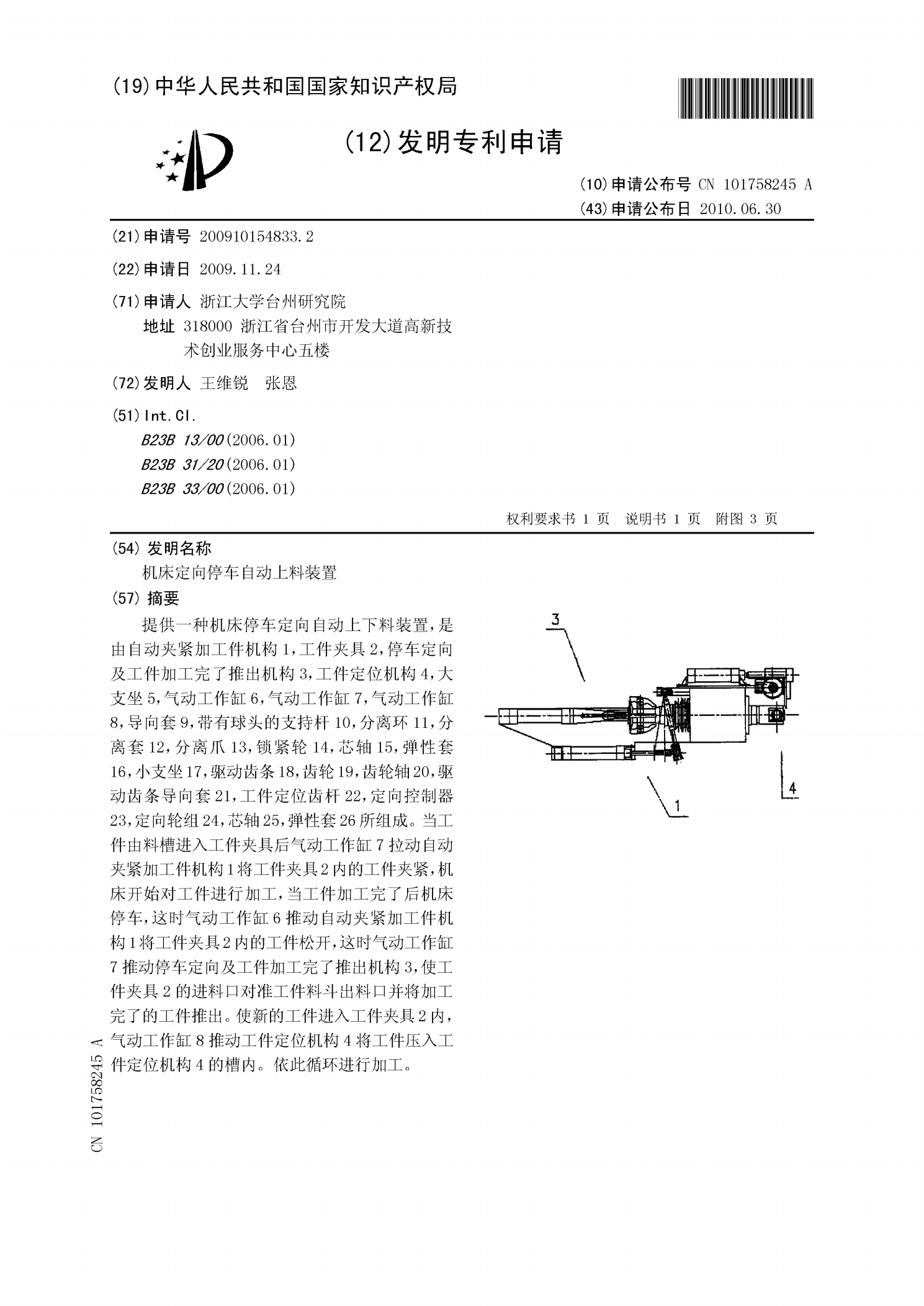
提供一种机床停车定向自动上下料装置,是由自动夹紧加工件机构1,工件夹具2,停车定向及工件加工完了推出机构3,工件定位机构4,大支坐5,气动工作缸6,气动工作缸7,气动工作缸8,导向套9,带有球头的支持杆10,分离环11,分离套12,分离爪13,锁紧轮14,芯轴15,弹性套16,小支坐17,驱动齿条18,齿轮19,齿轮轴20,驱动齿条导向套21,工件定位齿杆22,定向控制器23,定向轮组24,芯轴25,弹性套26所组成。当工件由料槽进入工件夹具后气动工作缸7拉动自动夹紧加工件机构1将工件夹具2内的工件夹紧,

一种柔性夹持机床自动上料装置.pdf
本发明公开了一种柔性夹持机床自动上料装置,包括夹持架,所述夹持架的一侧设置有安装座,所述夹持架和安装座之间设置有连接机构,所述夹持架和安装座通过连接机构固定连接,所述安装座的一侧设置有转动机构,所述夹持架的一侧通过螺栓固定连接有支撑架,所述夹持架和支撑架上连接有驱动机构,所述驱动机构的一端设置有夹持头,所述夹持头包括内推动板,所述内推动板的一侧一体成型有外夹持板;通过设计的夹持头,在使用时通过第一夹持气缸和第二夹持气缸驱动夹持头对物料进行夹持上料,在夹持时通过夹持头的外弹性气囊和防护垫包裹在物料上,从而减