
一种轮毂自动打磨方法及装置.pdf

长春****主a


1/7

2/7
3/7

4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮毂自动打磨方法及装置.pdf
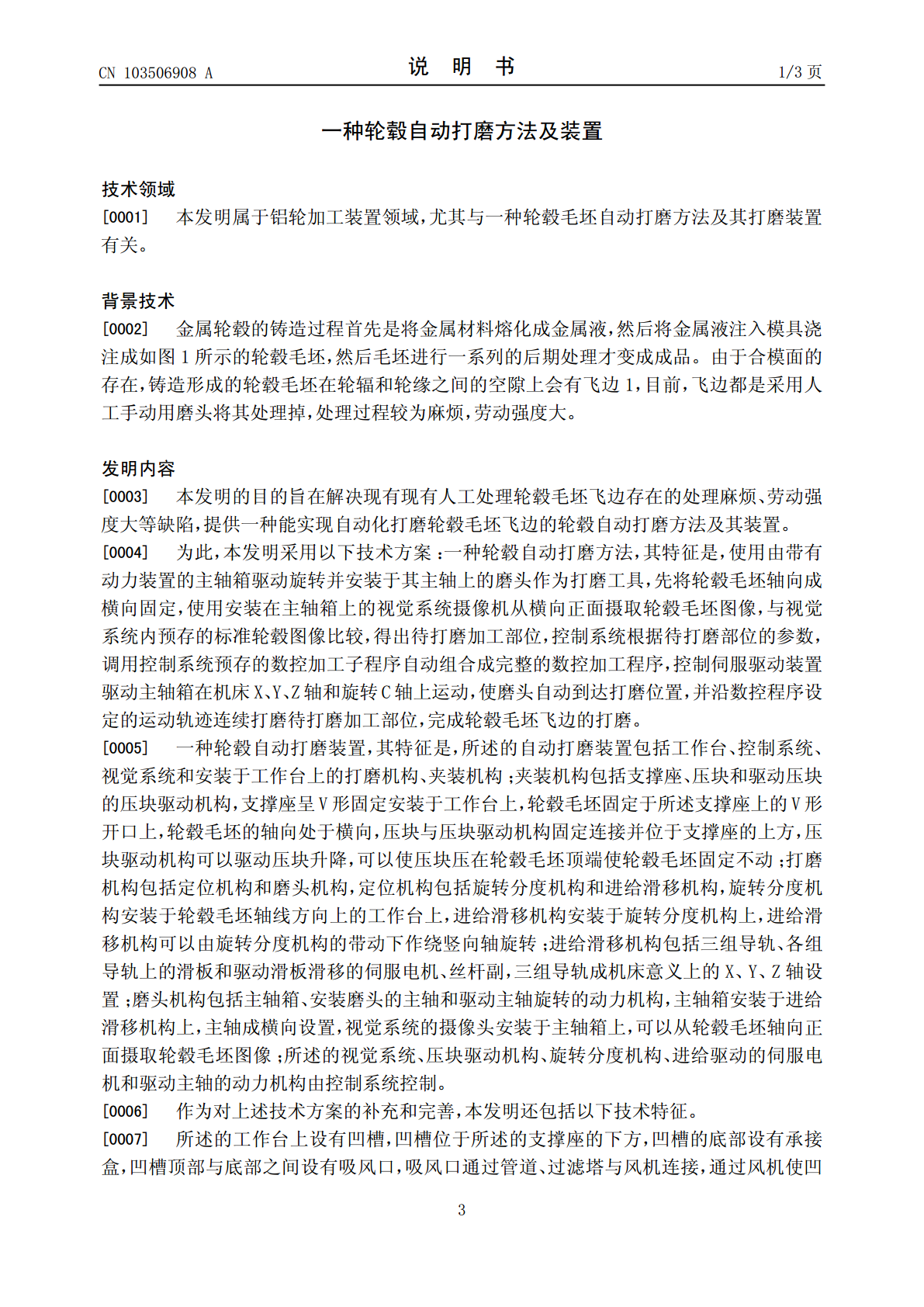
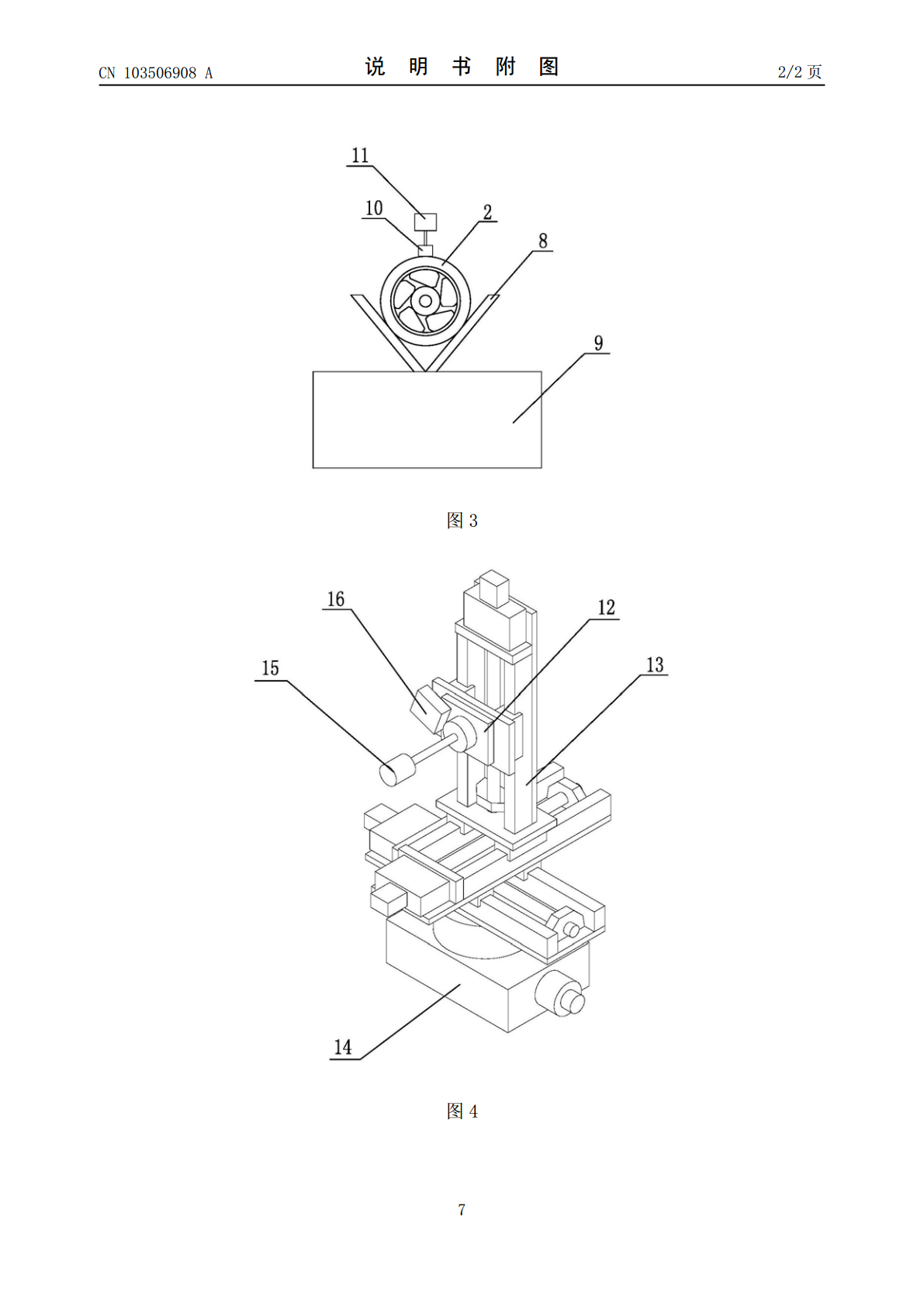
一种轮毂自动打磨方法及装置,属于铝轮加工装置领域。现有人工处理轮毂毛坯飞边存在的处理麻烦、劳动强度大等缺陷。本发明通过使用由带有动力装置的主轴箱驱动旋转并安装于其主轴上的磨头作为打磨工具,先将轮毂毛坯轴向成横向固定,使用安装在主轴箱上的视觉系统摄像机从横向正面摄取轮毂毛坯图像,与视觉系统内预存的标准轮毂图像比较,得出待打磨加工部位,控制系统根据待打磨部位的参数,调用控制系统预存的数控加工子程序自动组合成完整的数控加工程序,控制伺服驱动装置,使磨头到达打磨位置,并沿数控程序设定的运动轨迹连续打磨待打磨加工部

一种风电轮毂自动打磨系统及打磨方法.pdf
本发明公开了一种风电轮毂自动打磨系统,包括升降架、旋转工作台、刀库和机器人打磨臂,旋转工作台用于放置风电轮毂,还包括扫描识别装置及扫描识别控制服务器,扫描识别装置和恒力浮动装置安装在机器人打磨臂上,机器人打磨臂通过伺服行走驱动装置与伺服升降架滑动连接,行走驱动装置用于驱动机器人打磨臂沿着升降架上下移动。本发明智能打磨系统能够使机器人打磨臂自适应工件智能生成打磨轨迹,控制打磨精度,有效克服了风电轮毂等多曲面大型工件来料一致性差,打磨难,效率低,精度差的顽疾。

一种自调式轮毂端面自动打磨装置.pdf
本发明公开了一种自调式轮毂端面自动打磨装置,包括:支撑台、打磨机构、第一驱动机构、第二驱动机构和第三驱动机构,其中:支撑台上设有中心柱和固定机构,其上方设有水平架,水平架上设有导轨;打磨机构与导轨滑动装配,打磨机构的一侧设有检测器,该检测器用于对其所在位置与位于其下方的轮毂端面之间的垂直距离进行实时监测;第一驱动机构用于驱动支撑台由检测器向打磨机构方向旋转;第二驱动机构根据检测器的检测结果对水平架在支撑台上的高度进行实时调整;第三驱动机构用于驱动打磨机构在导轨上来回移动。本发明可以根据轮毂端面的凹凸变化自
一种轮毂打磨装置.pdf
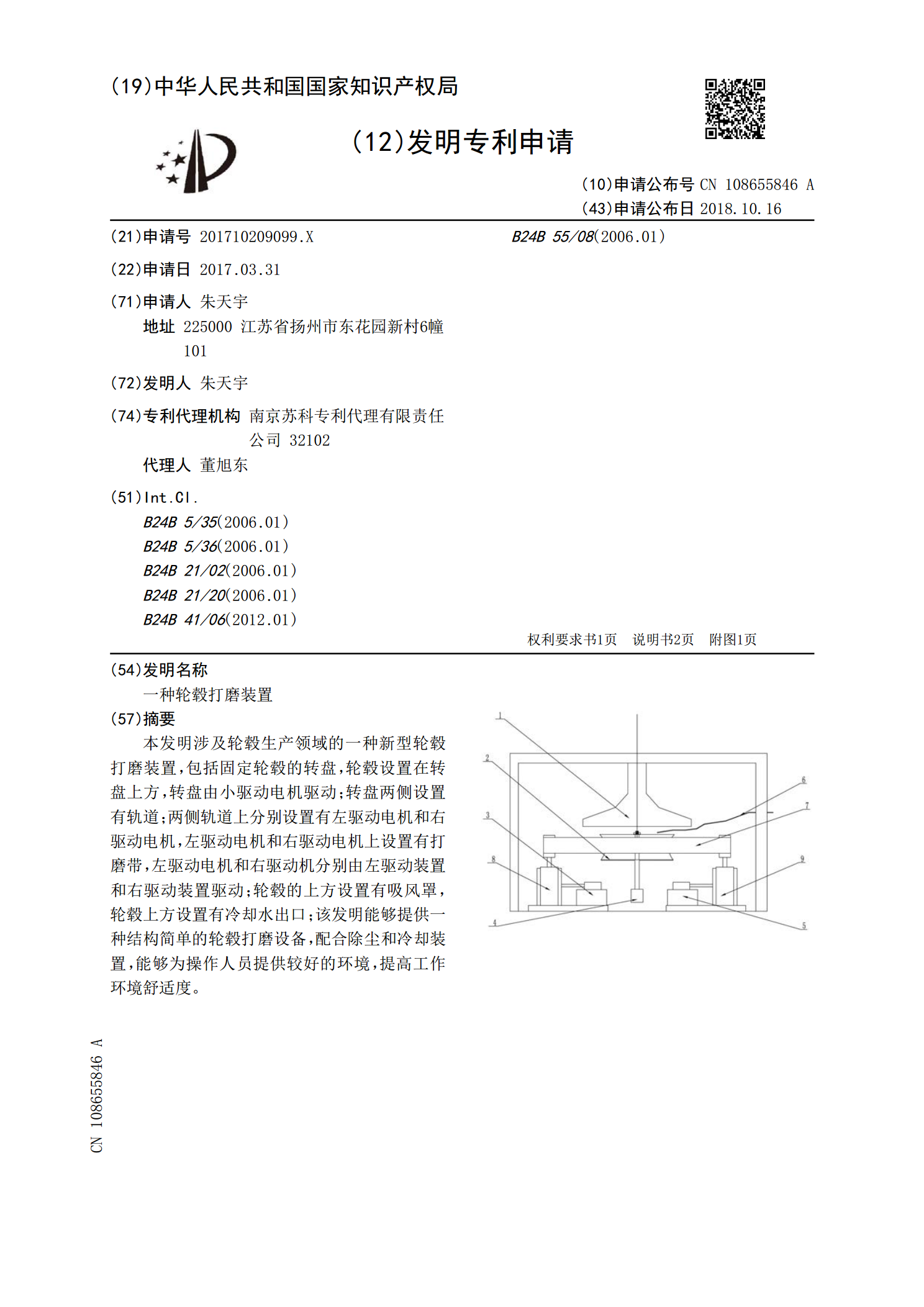
本发明涉及轮毂生产领域的一种新型轮毂打磨装置,包括固定轮毂的转盘,轮毂设置在转盘上方,转盘由小驱动电机驱动;转盘两侧设置有轨道;两侧轨道上分别设置有左驱动电机和右驱动电机,左驱动电机和右驱动电机上设置有打磨带,左驱动电机和右驱动机分别由左驱动装置和右驱动装置驱动;轮毂的上方设置有吸风罩,轮毂上方设置有冷却水出口;该发明能够提供一种结构简单的轮毂打磨设备,配合除尘和冷却装置,能够为操作人员提供较好的环境,提高工作环境舒适度。
一种轮毂打磨装置.pdf
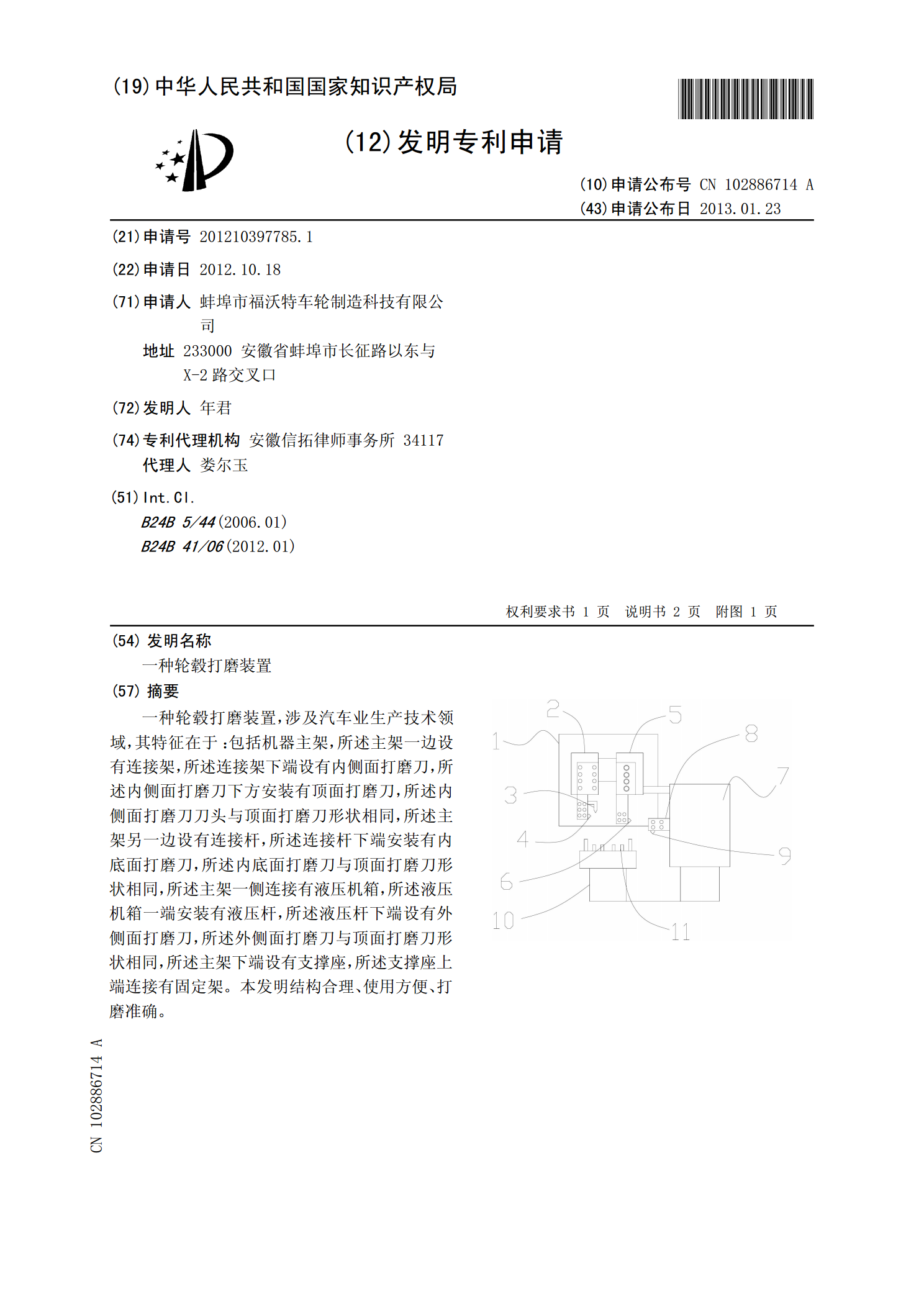
一种轮毂打磨装置,涉及汽车业生产技术领域,其特征在于:包括机器主架,所述主架一边设有连接架,所述连接架下端设有内侧面打磨刀,所述内侧面打磨刀下方安装有顶面打磨刀,所述内侧面打磨刀刀头与顶面打磨刀形状相同,所述主架另一边设有连接杆,所述连接杆下端安装有内底面打磨刀,所述内底面打磨刀与顶面打磨刀形状相同,所述主架一侧连接有液压机箱,所述液压机箱一端安装有液压杆,所述液压杆下端设有外侧面打磨刀,所述外侧面打磨刀与顶面打磨刀形状相同,所述主架下端设有支撑座,所述支撑座上端连接有固定架。本发明结构合理、使用方便、打