
一种轮胎分拣系统及其分拣方法.pdf

Jo****31


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种轮胎分拣系统及其分拣方法.pdf
一种轮胎分拣系统及其分拣方法,属于橡胶、轮胎物流机械领域,由计算机控制,包括主线输送装置、拨臂、分拣口、次线输送装置、轮胎竖立装置、分拣装置和导向槽。在主线输送装置上设置拨臂用来拨动轮胎,在主线输送装置的另一侧拨臂动作的末端设置分拣口,次线输送装置的首端通过分拣口与主线输送装置连接,轮胎竖立装置的一端与次线输送装置的末端水平连接,另一端与分拣装置竖直连接;分拣装置的两端分别与导向槽连接。本发明在有限的空间里完成轮胎的分类,使原有的单一分拣出口完成拣选两种规格的功能,增加了一倍的分拣量,具有分类拣选高效性、

轮胎分拣系统以及分拣方法.pdf
本发明涉及一种轮胎分拣系统以及分拣方法,包括输送主线和分拣机,在输送主线的至少一侧设有输送支线,所述输送支线包括依次设置的分拣区、放箱区和运箱区;所述输送主线上设有扫码装置和多个推手,所述推手根据扫码装置反馈的信息选择性地将轮胎推至对应地的分拣区,所述分拣机将分拣区的轮胎抓取放入放箱区的箱内并码垛;码垛后的实箱沿下方设置的传送带移动至运箱区输出,空箱由运箱区移动至放箱区补位。本发明的轮胎分拣系统结构简单,自动化程度高,应用上述分拣系统的分拣方法可实现不同品种的分拣,操作智能化,人力介入少,有效地提升了分拣
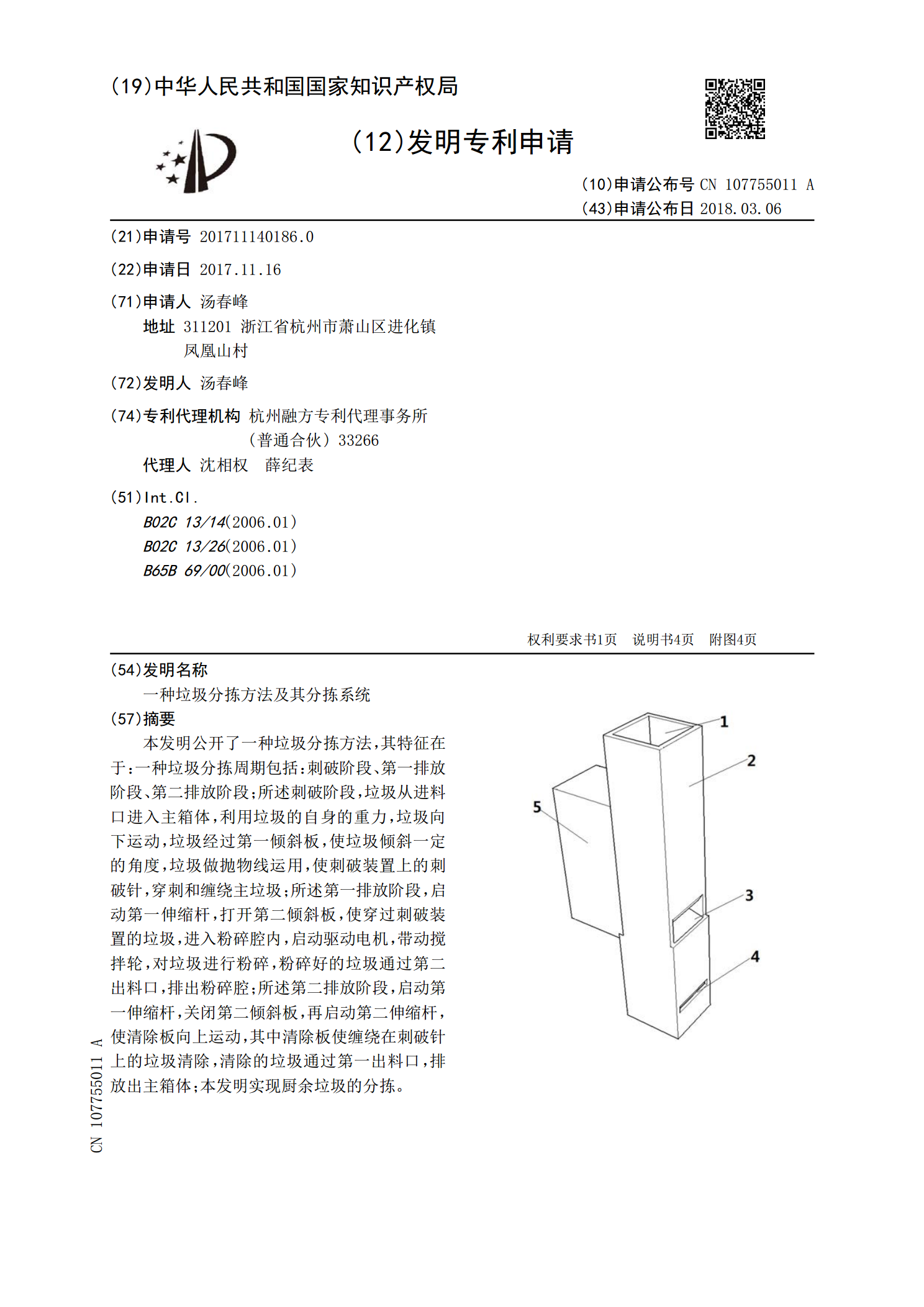
一种垃圾分拣方法及其分拣系统.pdf
本发明公开了一种垃圾分拣方法,其特征在于:一种垃圾分拣周期包括:刺破阶段、第一排放阶段、第二排放阶段;所述刺破阶段,垃圾从进料口进入主箱体,利用垃圾的自身的重力,垃圾向下运动,垃圾经过第一倾斜板,使垃圾倾斜一定的角度,垃圾做抛物线运用,使刺破装置上的刺破针,穿刺和缠绕主垃圾;所述第一排放阶段,启动第一伸缩杆,打开第二倾斜板,使穿过刺破装置的垃圾,进入粉碎腔内,启动驱动电机,带动搅拌轮,对垃圾进行粉碎,粉碎好的垃圾通过第二出料口,排出粉碎腔;所述第二排放阶段,启动第一伸缩杆,关闭第二倾斜板,再启动第二伸缩杆

一种板件分拣系统及其分拣方法.pdf
本发明揭示了一种板件分拣系统及其分拣方法,该板件分拣系统包括订单分拣系统、包装分拣系统及控制系统,且订单分拣系统、包装分拣系统之间通过包装机构与多套平移机构相连接,订单分拣系统与包装分拣系统均与控制系统相连接并受控制系统的控制;本发明中设置有主控制器,自动化程度高,可极大地节约生产时间,提高订单分拣与包装分拣的效率,消除人工分拣可能出现的错误,且操作简单,降低操作人员的工作强度;同时,本发明中设置有订单分拣系统与包装分拣系统,可根据实际情况及现场厂房的布局自行选择使用,使用灵活;另外,本发明在现有的设备基
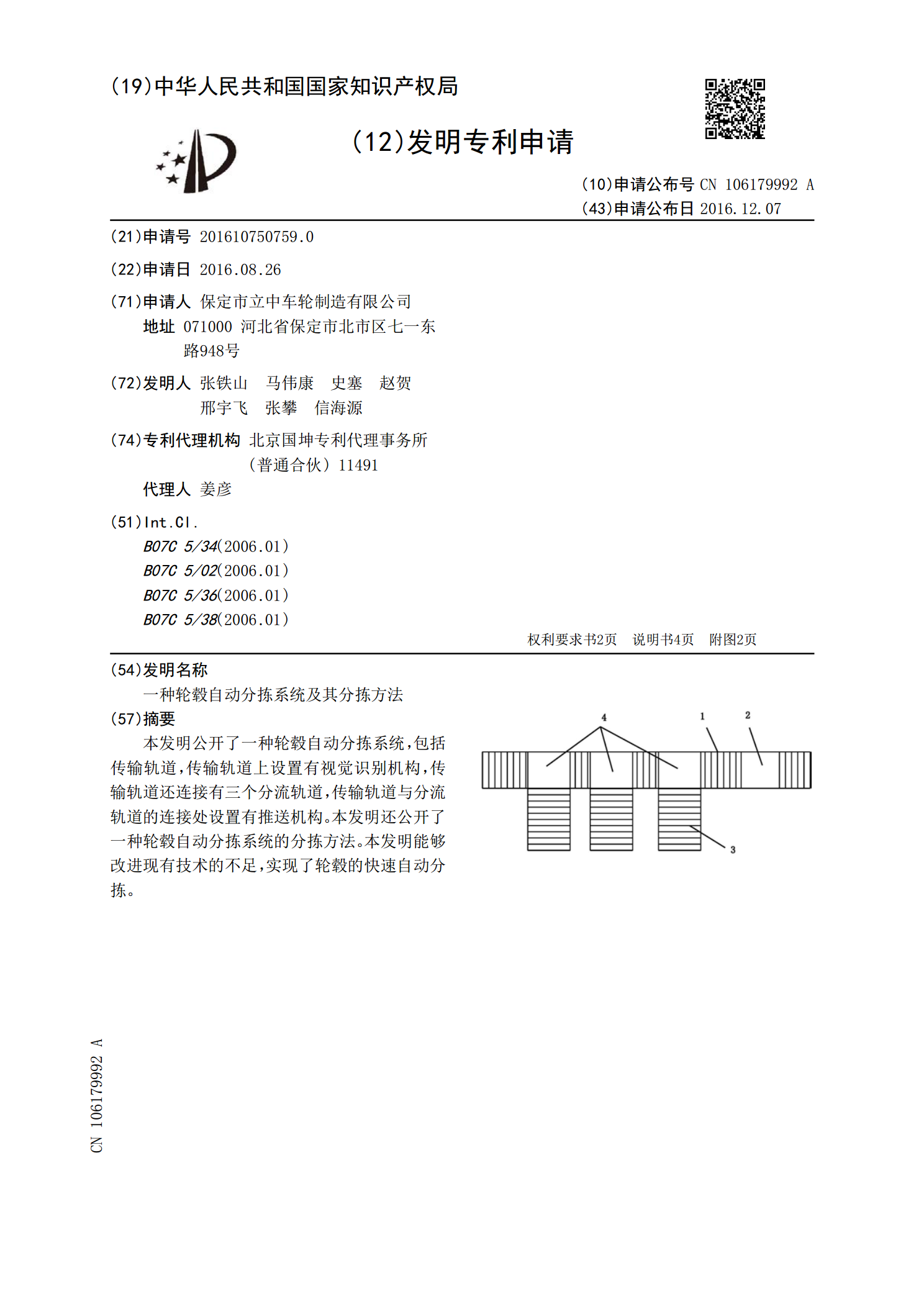
一种轮毂自动分拣系统及其分拣方法.pdf
本发明公开了一种轮毂自动分拣系统,包括传输轨道,传输轨道上设置有视觉识别机构,传输轨道还连接有三个分流轨道,传输轨道与分流轨道的连接处设置有推送机构。本发明还公开了一种轮毂自动分拣系统的分拣方法。本发明能够改进现有技术的不足,实现了轮毂的快速自动分拣。