
一种传动轴加工方法.pdf

雨巷****怡轩


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种传动轴加工方法.pdf
本发明涉及机械加工领域,尤其涉及一种传动轴加工方法;本发明的传动轴加工方法包括如下步骤:下料;车端面;车台阶;调质处理;研修中心孔;半精车台阶;在轴直径过渡处车出倒角;用车刀在所述传动轴外车出外螺纹;划键槽和止动垫圈加工线;铣键槽和止动垫圈槽;精修中心孔;用砂轮磨所述传动轴的外圆;检验;本发明的传动轴加工方法工序合理,管理科学,加工出来的传动轴质量较高。

一种传动轴突缘叉加工方法.pdf
本发明公开了一种传动轴突缘叉加工方法,采用脉冲扫描仪对突缘叉工件进行扫描,得出突缘叉工件的数据,用电脑分析数据,并且控制铣床进行加工深孔作业,将加工成孔的突缘叉再次采用脉冲扫描仪进行扫描,得到数据,电脑再次对数据进行分析,采用镗床对加工得到的孔洞进行深度镗削,将加工过的突缘叉进行表面打磨、清洗以及烘干,将突缘叉整体进行加热至200℃,保持3小时,随后进行降温,将降温后的突缘叉进行化学镀,随后得到突缘叉,与现有技术相比,本发明提供的突缘叉加工方法不仅可延长突缘叉的使用寿命,同时加强了突缘叉的整体强度,采用两

一种钢铝焊接传动轴及其加工方法.pdf
本发明公开了一种钢铝焊接传动轴及其加工方法,包括连接法兰、钢质传动轴管、中间支撑架组件、薄壁铝合金管材、厚壁铝合金管材、铝合金传动轴管和轴叉,连接法兰的外端焊接连接有钢质传动轴管,所述钢质传动轴管的外表面焊接有薄壁铝合金管材,薄壁铝合金管材外表面焊接有厚壁铝合金管材,厚壁铝合金管材与铝合金传动轴管摩擦焊接。该钢铝焊接传动轴及其加工方法,安装中间支撑架部位的传动轴管采用高强度钢管,其余部分采用铝合金材料,钢轴管和铝合金轴管采用焊接方法连接,安装中间支撑架部位的传动轴管的材料及结构尺寸和目前常用的钢质传动轴相
一种传动轴加工工艺.pdf
本发明公开了一种传动轴加工工艺,其加工工艺包括以下步骤:A、将熔融液倒入模具中,冷却成型后取出,得到圆柱形实心杆;B、将圆柱形实心杆放入淬火炉内进行淬火处理,且淬火温度为800‑900℃;C、将淬火后的圆柱形实心杆放入万能铣床上用专门的成形铣刀直接加工出传动轴;D、使用打磨机构对传动轴进行精打磨处理。本发明采用先模具成型、后直接铣刀加工的方式,可有效提高传动轴的生产效率,同时,在铣刀加工前还对圆柱形实心杆进行淬火处理,从而提高传动轴整体的屈服强度和抗扭强度,最后在传动轴表面喷涂防护漆,可有效提高传动轴整体
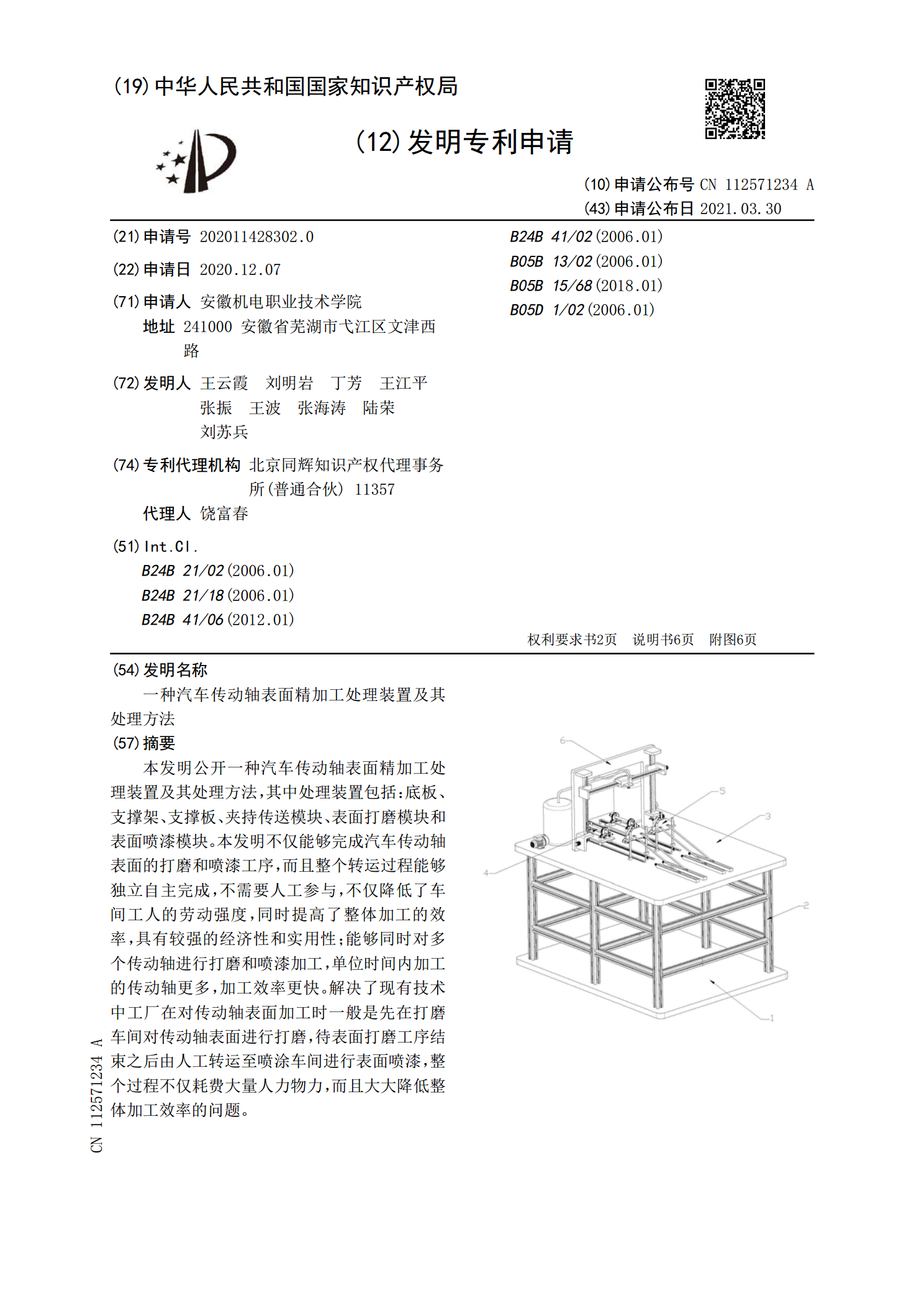
一种汽车传动轴表面精加工处理装置及其处理方法.pdf
本发明公开一种汽车传动轴表面精加工处理装置及其处理方法,其中处理装置包括:底板、支撑架、支撑板、夹持传送模块、表面打磨模块和表面喷漆模块。本发明不仅能够完成汽车传动轴表面的打磨和喷漆工序,而且整个转运过程能够独立自主完成,不需要人工参与,不仅降低了车间工人的劳动强度,同时提高了整体加工的效率,具有较强的经济性和实用性;能够同时对多个传动轴进行打磨和喷漆加工,单位时间内加工的传动轴更多,加工效率更快。解决了现有技术中工厂在对传动轴表面加工时一般是先在打磨车间对传动轴表面进行打磨,待表面打磨工序结束之后由人工