
一种钢铝焊接传动轴及其加工方法.pdf

朋兴****en

1/7

2/7

3/7
4/7
5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种钢铝焊接传动轴及其加工方法.pdf
本发明公开了一种钢铝焊接传动轴及其加工方法,包括连接法兰、钢质传动轴管、中间支撑架组件、薄壁铝合金管材、厚壁铝合金管材、铝合金传动轴管和轴叉,连接法兰的外端焊接连接有钢质传动轴管,所述钢质传动轴管的外表面焊接有薄壁铝合金管材,薄壁铝合金管材外表面焊接有厚壁铝合金管材,厚壁铝合金管材与铝合金传动轴管摩擦焊接。该钢铝焊接传动轴及其加工方法,安装中间支撑架部位的传动轴管采用高强度钢管,其余部分采用铝合金材料,钢轴管和铝合金轴管采用焊接方法连接,安装中间支撑架部位的传动轴管的材料及结构尺寸和目前常用的钢质传动轴相
一种钢铝复合钢材及其加工方法.pdf
本发明涉及钢材技术领域,且公开了一种钢铝复合钢材,包括安装板,所述安装板的底部固定连接有底板,所述安装板的顶部开设有基槽,所述安装板的内部开设有位于基槽内部的通孔。该钢铝复合钢材及其加工方法,使用连续挤压机的挤压模具对钢板和铝板进行挤压,使得铝板和钢板紧密结合,之后按照文中参数进行爆炸焊接,使得钢板和铝板进一步结合,提高两者的连接稳定性,爆炸焊接之后进行稳扎和退火等工艺,等到钢铝复合板在真空炉中冷却至室温,最后校平、裁切、平整和抛光,最后加工的时候在钢板上分别开设基槽和通孔,使得钢铝复合板更加实用,按照本
一种轻型铝钢液力变矩器的焊接方法.pdf
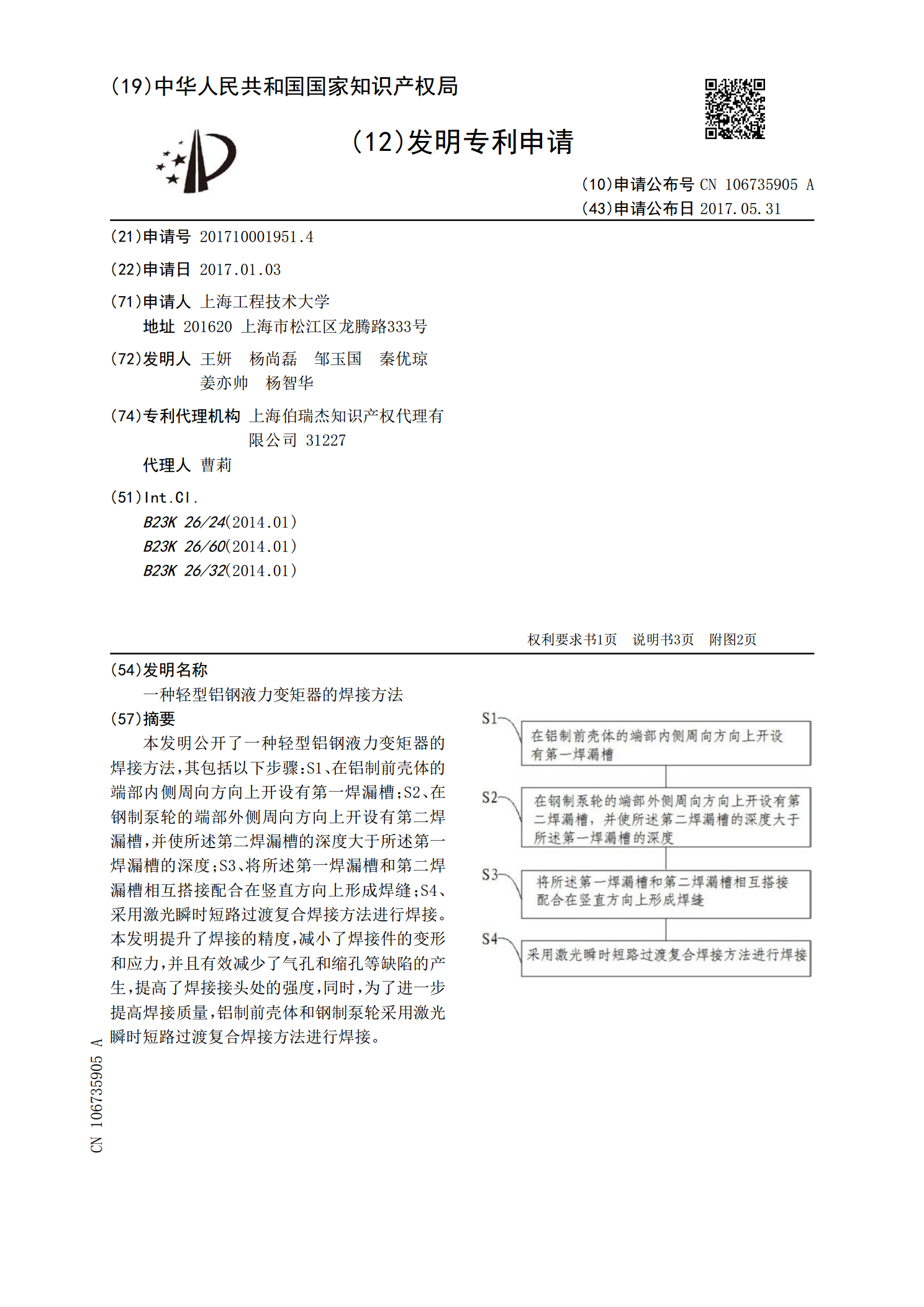
本发明公开了一种轻型铝钢液力变矩器的焊接方法,其包括以下步骤:S1、在铝制前壳体的端部内侧周向方向上开设有第一焊漏槽;S2、在钢制泵轮的端部外侧周向方向上开设有第二焊漏槽,并使所述第二焊漏槽的深度大于所述第一焊漏槽的深度;S3、将所述第一焊漏槽和第二焊漏槽相互搭接配合在竖直方向上形成焊缝;S4、采用激光瞬时短路过渡复合焊接方法进行焊接。本发明提升了焊接的精度,减小了焊接件的变形和应力,并且有效减少了气孔和缩孔等缺陷的产生,提高了焊接接头处的强度,同时,为了进一步提高焊接质量,铝制前壳体和钢制泵轮采用激光瞬

一种5083铝板+铝铝钢复合材料焊接方法.pdf
本发明提供一种5083铝板+铝铝钢复合材料焊接方法,采用适合铝铝钢复合材料焊接的焊丝ER5183、焊接设备,按照相应的焊接参数,进行5083铝板+铝铝钢复合材料的半自动MIG焊接,焊接设备选用熔化极脉冲氩弧焊机,焊接材料选用焊丝ER5183,将5083板与铝钛钢采用T型接头形式安装,留1‑2mm间隙安装,定位、加强固定;所使用的材料均采用机械加工,焊接前将待焊接部位打磨露出金属光泽;并清除焊缝两侧30mm范围的水、氧化膜及污物,抛光后再施焊;焊接时采用单面焊接。本发明解决5083铝板+铝铝钢复合材料焊接时
一种传动轴用钢及其制造方法.pdf
本发明公开了一种传动轴用钢,以质量百分比计的化学成分包括:C:0.25~0.27%、Si:0.25~0.35%、Mn:0.8~0.9%、Cr:0.7~0.8%、Mo:0.35~0.45%、Nb:0.015~0.025%、Ni:0.75~0.85%、B:0.0008~0.0018%、Al:0.035~0.055%、Ti:0.015~0.025%,Fe≥90%。本发明的技术方案并不使用大量的V、Co、Ni等贵重金属,能在保证传动轴用钢具有高强韧性的条件下显著降低钢的批量生产成本。本发明还公开了一种上述传动轴用