
飞轮在线齿圈快速压装方法.pdf

玉军****la


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

飞轮在线齿圈快速压装方法.pdf
本发明公开了一种飞轮在线齿圈快速压装方法。该飞轮在线齿圈快速压装方法包括:齿圈加热前准备工序、齿圈加热工序、齿圈热套工序、喷水冷却吹干工序和齿圈压紧工序,各工序间采用连续输送带及输送滚道完成工件的全线输送任务,齿圈加热工序采用干式自冷工频感应加热器加热齿圈。该飞轮在线齿圈快速压装方法通过采用干式自冷工频感应加热器加热齿圈,能够满足齿圈压装的硬度要求;另外采用压装机进行齿圈压装,提高了装配速度和装配质量,避免了齿圈崩齿和飞轮止口崩边的缺陷。
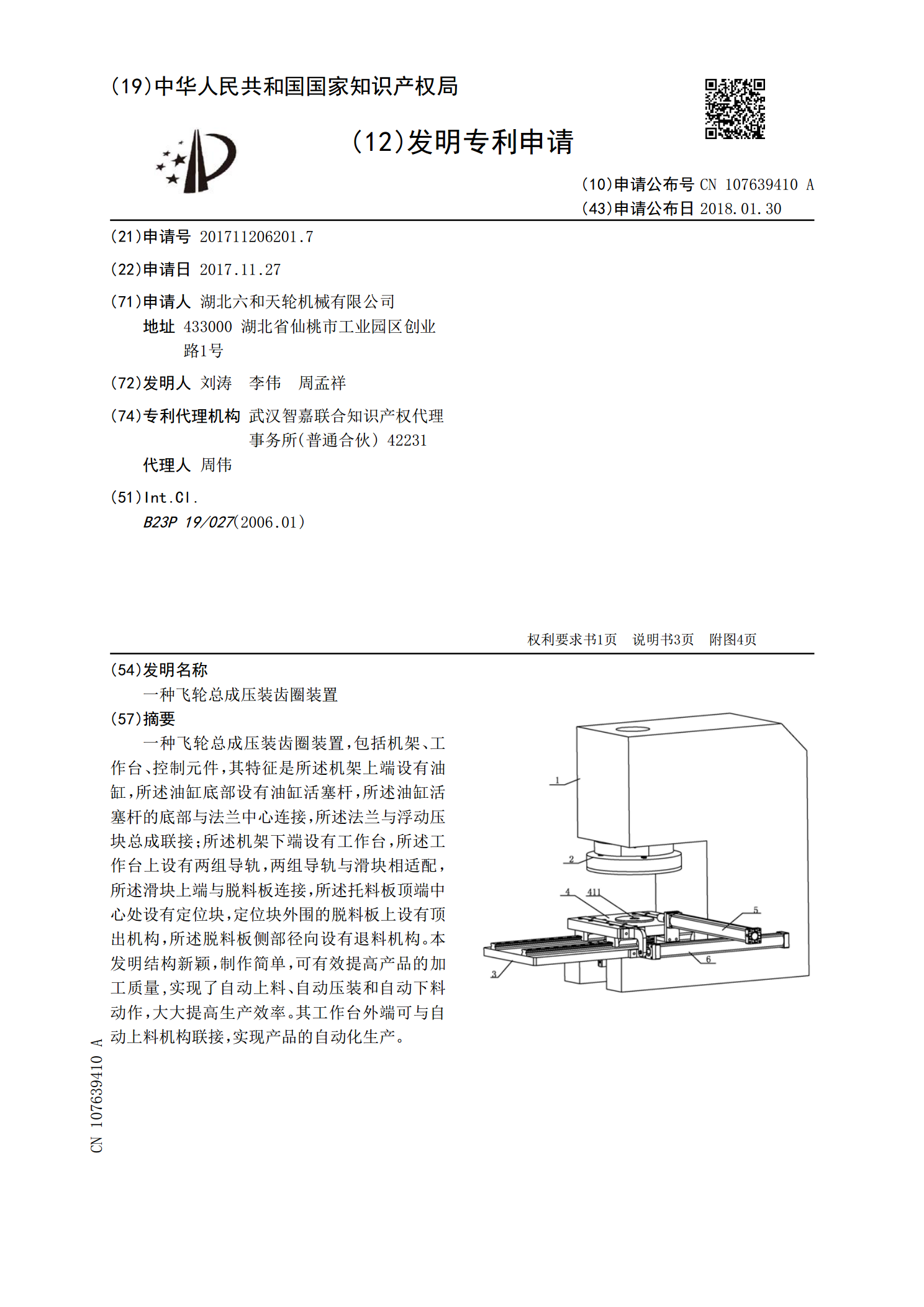
一种飞轮总成压装齿圈装置.pdf
一种飞轮总成压装齿圈装置,包括机架、工作台、控制元件,其特征是所述机架上端设有油缸,所述油缸底部设有油缸活塞杆,所述油缸活塞杆的底部与法兰中心连接,所述法兰与浮动压块总成联接;所述机架下端设有工作台,所述工作台上设有两组导轨,两组导轨与滑块相适配,所述滑块上端与脱料板连接,所述托料板顶端中心处设有定位块,定位块外围的脱料板上设有顶出机构,所述脱料板侧部径向设有退料机构。本发明结构新颖,制作简单,可有效提高产品的加工质量,实现了自动上料、自动压装和自动下料动作,大大提高生产效率。其工作台外端可与自动上料机构
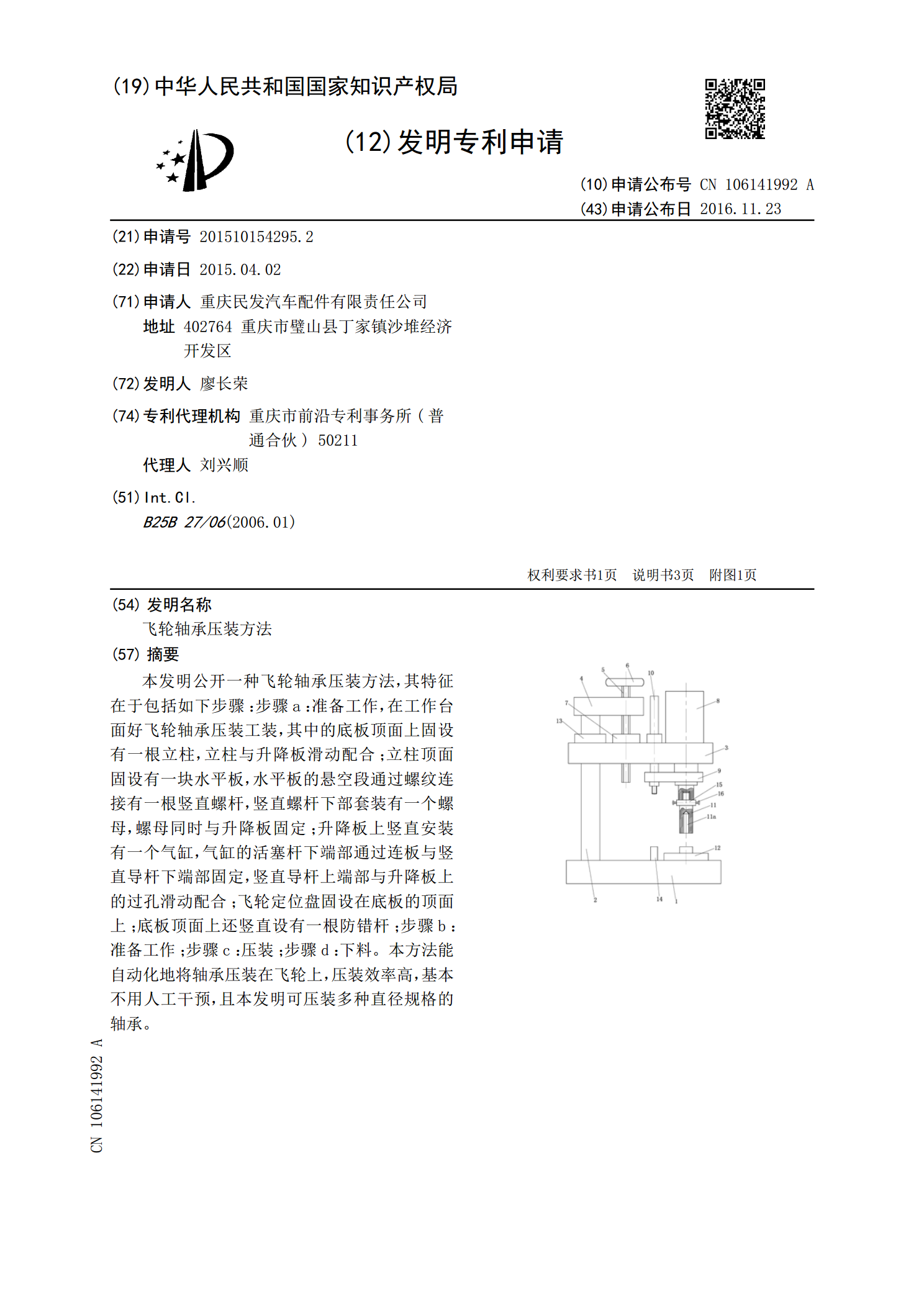
飞轮轴承压装方法.pdf
本发明公开一种飞轮轴承压装方法,其特征在于包括如下步骤:步骤a:准备工作,在工作台面好飞轮轴承压装工装,其中的底板顶面上固设有一根立柱,立柱与升降板滑动配合;立柱顶面固设有一块水平板,水平板的悬空段通过螺纹连接有一根竖直螺杆,竖直螺杆下部套装有一个螺母,螺母同时与升降板固定;升降板上竖直安装有一个气缸,气缸的活塞杆下端部通过连板与竖直导杆下端部固定,竖直导杆上端部与升降板上的过孔滑动配合;飞轮定位盘固设在底板的顶面上;底板顶面上还竖直设有一根防错杆;步骤b:准备工作;步骤c:压装;步骤d:下料。本方法能自
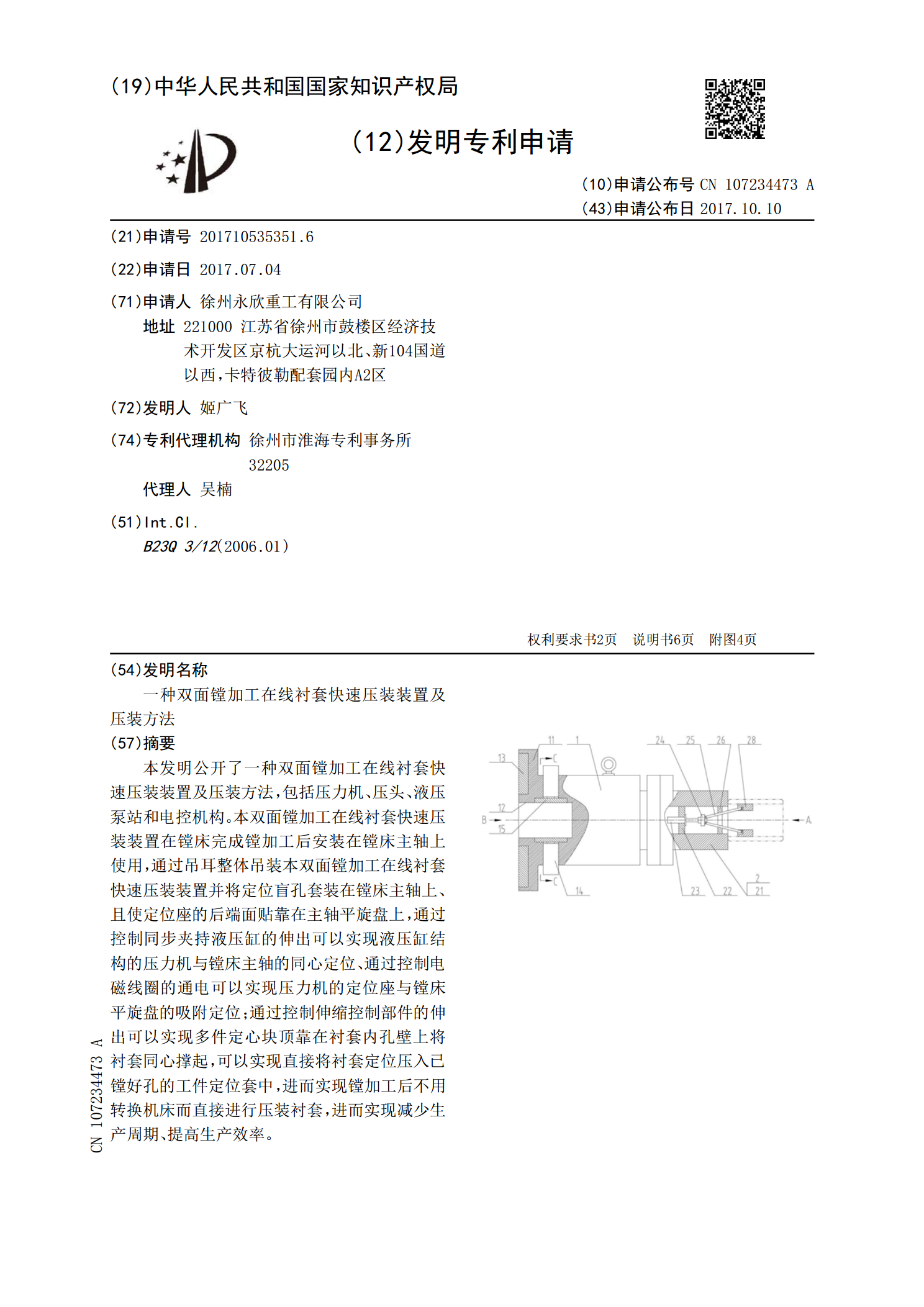
一种双面镗加工在线衬套快速压装装置及压装方法.pdf
本发明公开了一种双面镗加工在线衬套快速压装装置及压装方法,包括压力机、压头、液压泵站和电控机构。本双面镗加工在线衬套快速压装装置在镗床完成镗加工后安装在镗床主轴上使用,通过吊耳整体吊装本双面镗加工在线衬套快速压装装置并将定位盲孔套装在镗床主轴上、且使定位座的后端面贴靠在主轴平旋盘上,通过控制同步夹持液压缸的伸出可以实现液压缸结构的压力机与镗床主轴的同心定位、通过控制电磁线圈的通电可以实现压力机的定位座与镗床平旋盘的吸附定位;通过控制伸缩控制部件的伸出可以实现多件定心块顶靠在衬套内孔壁上将衬套同心撑起,可以
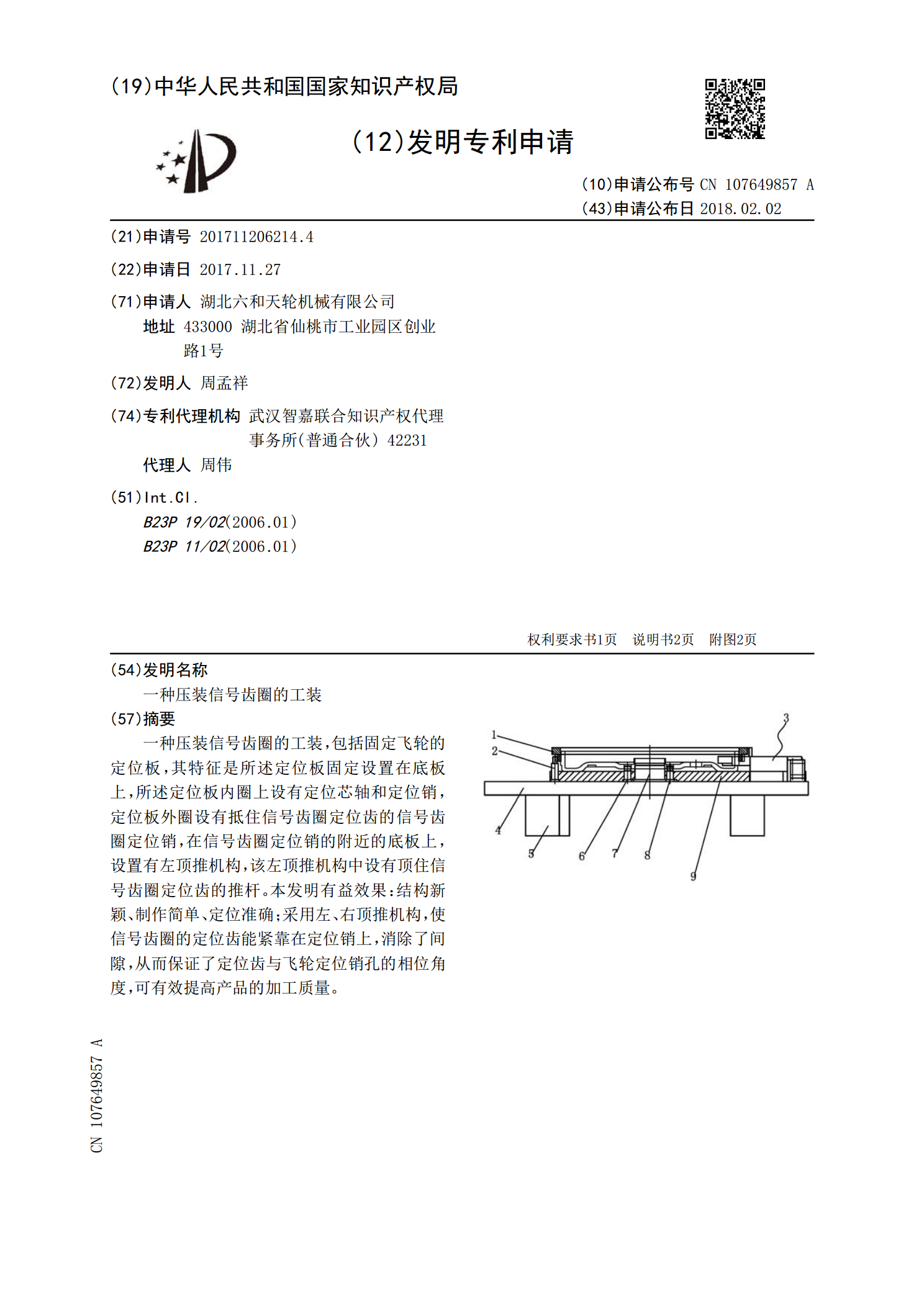
一种压装信号齿圈的工装.pdf
一种压装信号齿圈的工装,包括固定飞轮的定位板,其特征是所述定位板固定设置在底板上,所述定位板内圈上设有定位芯轴和定位销,定位板外圈设有抵住信号齿圈定位齿的信号齿圈定位销,在信号齿圈定位销的附近的底板上,设置有左顶推机构,该左顶推机构中设有顶住信号齿圈定位齿的推杆。本发明有益效果:结构新颖、制作简单、定位准确;采用左、右顶推机构,使信号齿圈的定位齿能紧靠在定位销上,消除了间隙,从而保证了定位齿与飞轮定位销孔的相位角度,可有效提高产品的加工质量。