
一种双面镗加工在线衬套快速压装装置及压装方法.pdf

一吃****成益

1/10

2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种双面镗加工在线衬套快速压装装置及压装方法.pdf
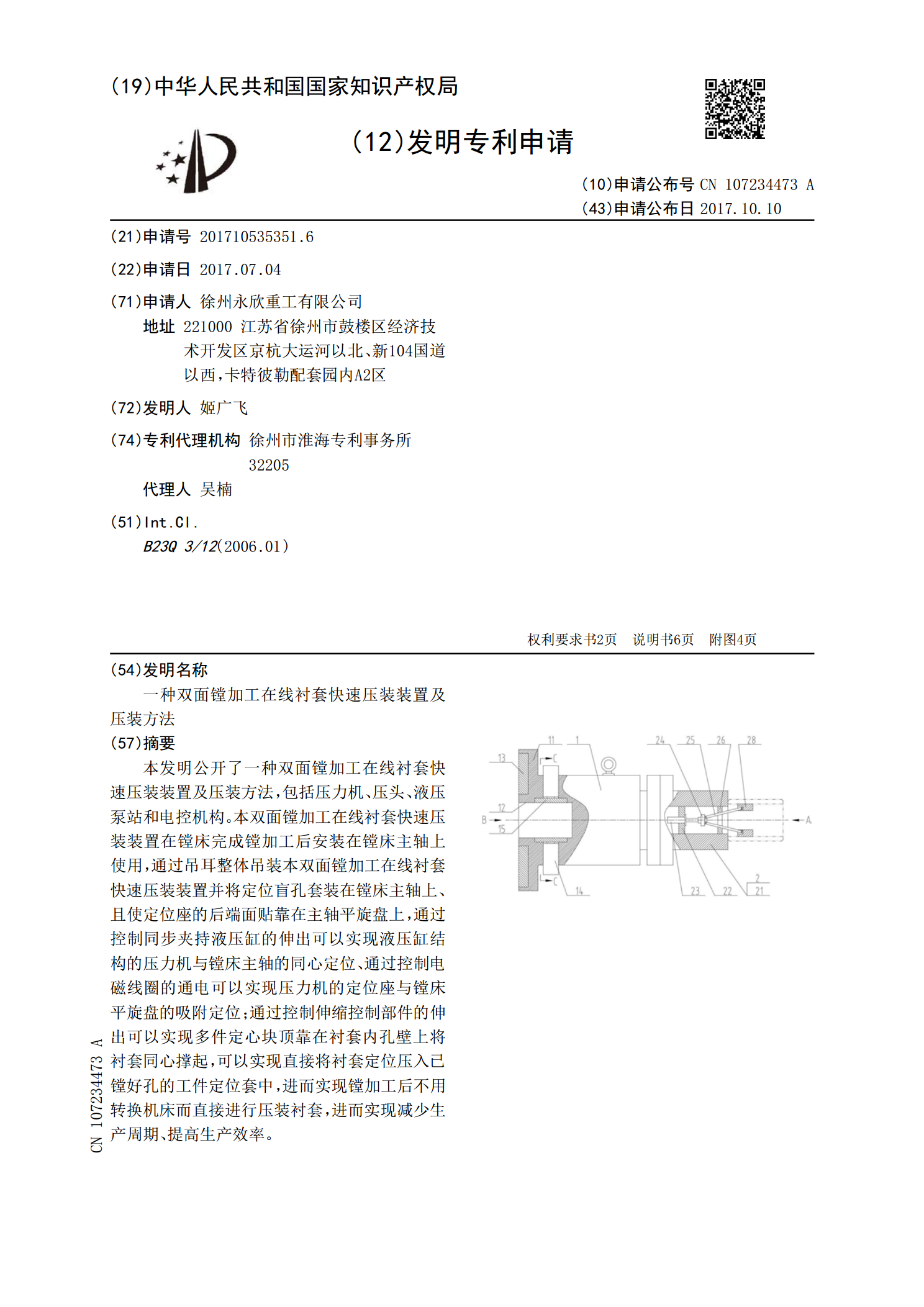
本发明公开了一种双面镗加工在线衬套快速压装装置及压装方法,包括压力机、压头、液压泵站和电控机构。本双面镗加工在线衬套快速压装装置在镗床完成镗加工后安装在镗床主轴上使用,通过吊耳整体吊装本双面镗加工在线衬套快速压装装置并将定位盲孔套装在镗床主轴上、且使定位座的后端面贴靠在主轴平旋盘上,通过控制同步夹持液压缸的伸出可以实现液压缸结构的压力机与镗床主轴的同心定位、通过控制电磁线圈的通电可以实现压力机的定位座与镗床平旋盘的吸附定位;通过控制伸缩控制部件的伸出可以实现多件定心块顶靠在衬套内孔壁上将衬套同心撑起,可以
一种双翻边橡胶衬套压装装置及压装方法.pdf
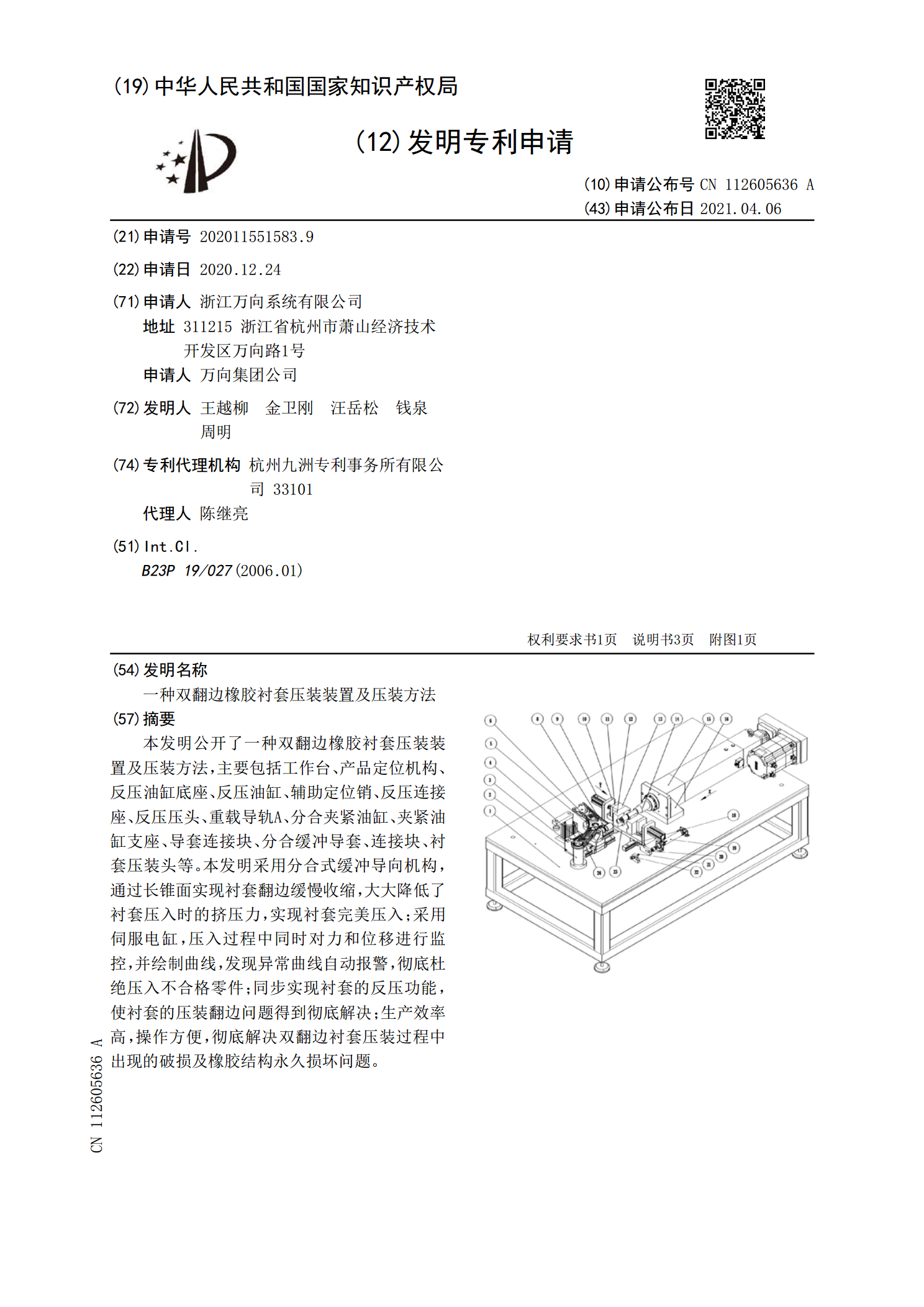
本发明公开了一种双翻边橡胶衬套压装装置及压装方法,主要包括工作台、产品定位机构、反压油缸底座、反压油缸、辅助定位销、反压连接座、反压压头、重载导轨A、分合夹紧油缸、夹紧油缸支座、导套连接块、分合缓冲导套、连接块、衬套压装头等。本发明采用分合式缓冲导向机构,通过长锥面实现衬套翻边缓慢收缩,大大降低了衬套压入时的挤压力,实现衬套完美压入;采用伺服电缸,压入过程中同时对力和位移进行监控,并绘制曲线,发现异常曲线自动报警,彻底杜绝压入不合格零件;同步实现衬套的反压功能,使衬套的压装翻边问题得到彻底解决;生产效率高

一种压装衬套的简便方法.docx
一种压装衬套的简便方法题目:一种简便的压装衬套方法摘要:衬套是一种被广泛应用于各个工业领域的零部件,用于保护机械设备的进一步磨损和损坏。传统的压装衬套方法需要使用专用工具和大量的劳动力,操作过程繁琐且费时费力。为了解决这个问题,本文对一种简便的压装衬套方法进行了研究和探讨,通过设计一个新的压装工具,实现了衬套的快速压装,提高了工作效率和减少了劳动力成本。实验证明,这种压装衬套方法具有丰富的应用前景,可以广泛推广使用。1.引言衬套是一种应用广泛的机械零部件,用于减少设备的磨损和延长使用寿命。传统的压装衬套方
一种衬套压装的装配装置.pdf
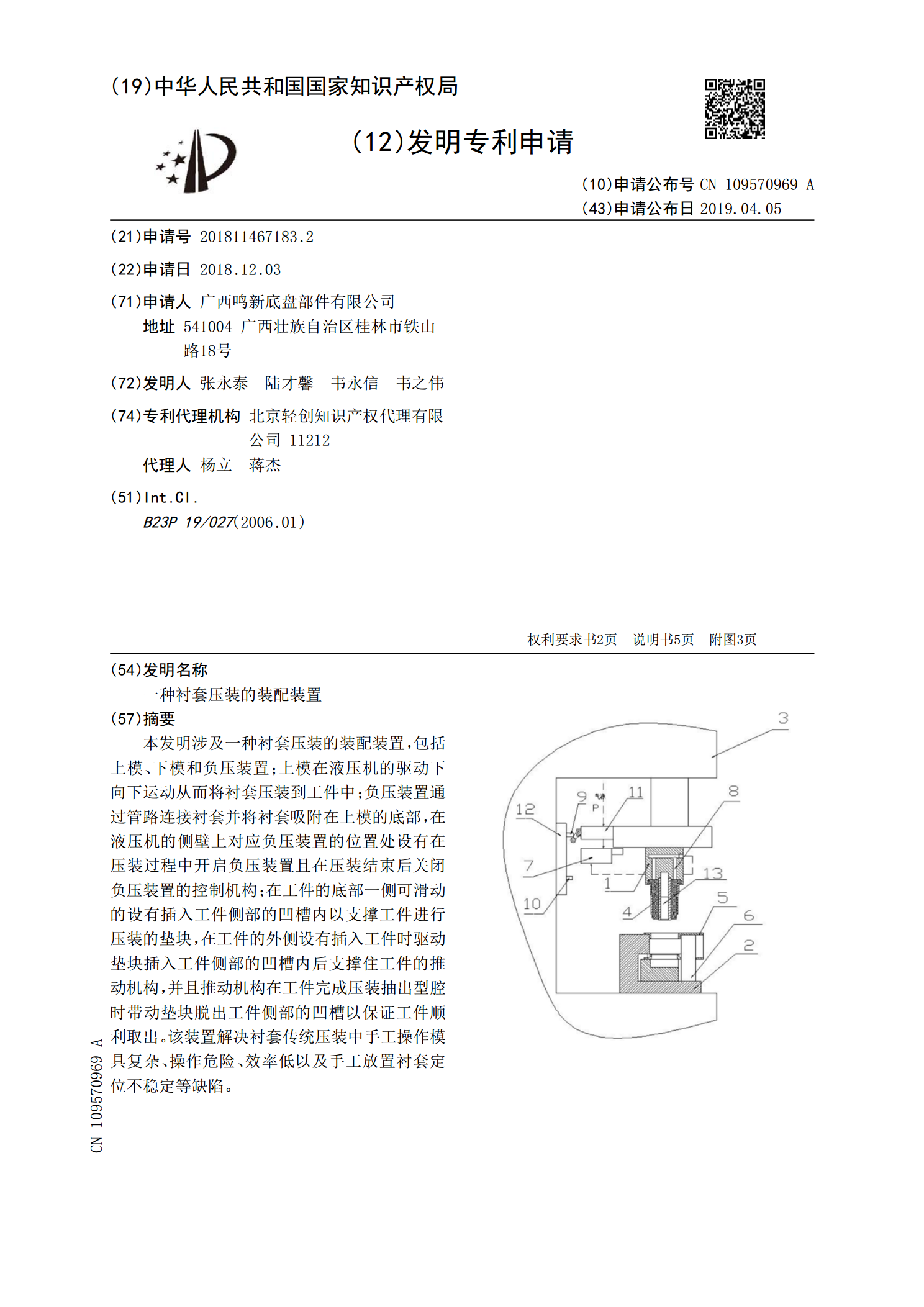
本发明涉及一种衬套压装的装配装置,包括上模、下模和负压装置;上模在液压机的驱动下向下运动从而将衬套压装到工件中;负压装置通过管路连接衬套并将衬套吸附在上模的底部,在液压机的侧壁上对应负压装置的位置处设有在压装过程中开启负压装置且在压装结束后关闭负压装置的控制机构;在工件的底部一侧可滑动的设有插入工件侧部的凹槽内以支撑工件进行压装的垫块,在工件的外侧设有插入工件时驱动垫块插入工件侧部的凹槽内后支撑住工件的推动机构,并且推动机构在工件完成压装抽出型腔时带动垫块脱出工件侧部的凹槽以保证工件顺利取出。该装置解决衬

飞轮在线齿圈快速压装方法.pdf
本发明公开了一种飞轮在线齿圈快速压装方法。该飞轮在线齿圈快速压装方法包括:齿圈加热前准备工序、齿圈加热工序、齿圈热套工序、喷水冷却吹干工序和齿圈压紧工序,各工序间采用连续输送带及输送滚道完成工件的全线输送任务,齿圈加热工序采用干式自冷工频感应加热器加热齿圈。该飞轮在线齿圈快速压装方法通过采用干式自冷工频感应加热器加热齿圈,能够满足齿圈压装的硬度要求;另外采用压装机进行齿圈压装,提高了装配速度和装配质量,避免了齿圈崩齿和飞轮止口崩边的缺陷。