
一种汽车用直齿圆柱齿轮的精密锻造新工艺及模具.pdf

小新****ou


1/9

2/9
3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种汽车用直齿圆柱齿轮的精密锻造新工艺及模具.pdf
本发明涉及一种汽车用直齿圆柱齿轮的精密锻造新工艺及模具,尤其是采用温挤压—冷锻复合精密锻造方法加工齿轮精锻件。坯料准备过程为钢棒下料、退火、喷丸表面处理、水洗、磷化和皂化工艺;温挤压预锻过程通过凸模分流实现材料充满齿腔的工艺,为终锻成形做准备。温挤压终锻过程,材料同时向齿形部分和凹入内腔部分填充,实现了材料分流,降低锻造载荷;精密冷锻整形过程采用浮动凹模法降低挤压载荷,获得高精度的齿轮零件。本发明的优点在于获得的齿轮产品,不仅具有节材、节能、低成本、降低锻造载荷等显著优势,而且可提高模具寿命,齿轮的力学性

一种直齿圆柱齿轮精密锻造工艺.pdf
本发明提供一种直齿圆柱齿轮精密锻造工艺,锻造工艺流程是:毛坯备料→毛坯加热→用闭塞式模膛的锻模、在无下死点的螺旋压力机或者模锻压力机上进行锻造→热锻件检验→锻件冷却→机械加工两个端面和内孔→齿轮产品渗碳热处理→齿轮产品终检验→产品包装入库;精密模锻的锻模结构为闭塞式模膛构造,闭塞式模膛的上部是圆柱大齿轮的型腔,本发明涉及的这种直齿圆柱齿轮精密锻造工艺,有利于大幅度降低原材料消耗、能源消耗、有利于大幅度降低生产成本,有利于提高企业的经济效益。

一种直升机用大模数直齿圆柱齿轮精密锻造冷精整成形方法及其模具.pdf
一种直升机用大模数直齿圆柱齿轮精密锻造冷精整成形方法及其模具,本发明属于齿轮精密锻造成形技术领域,特别涉及一种直升机用大模数直齿圆柱齿轮精密锻造冷精整成形方法及其模具。本发明是解决现有直升机用大模数直齿圆柱齿轮成型方法齿形精度不高、齿面质量较差,模具寿命较低的问题。本发明冷精整过程通过设计凸凹模及芯轴结构来调整精整过程中的精整量、凸凹模间隙、凹模圆角、凹模过渡段倾角和芯轴结构,实现整个齿面精整;在中空分流的基础上改变芯轴结构,实现限制分流,提高齿面变形均匀性,降低精整过程成形载荷。模具包括预紧凹模装置和凸
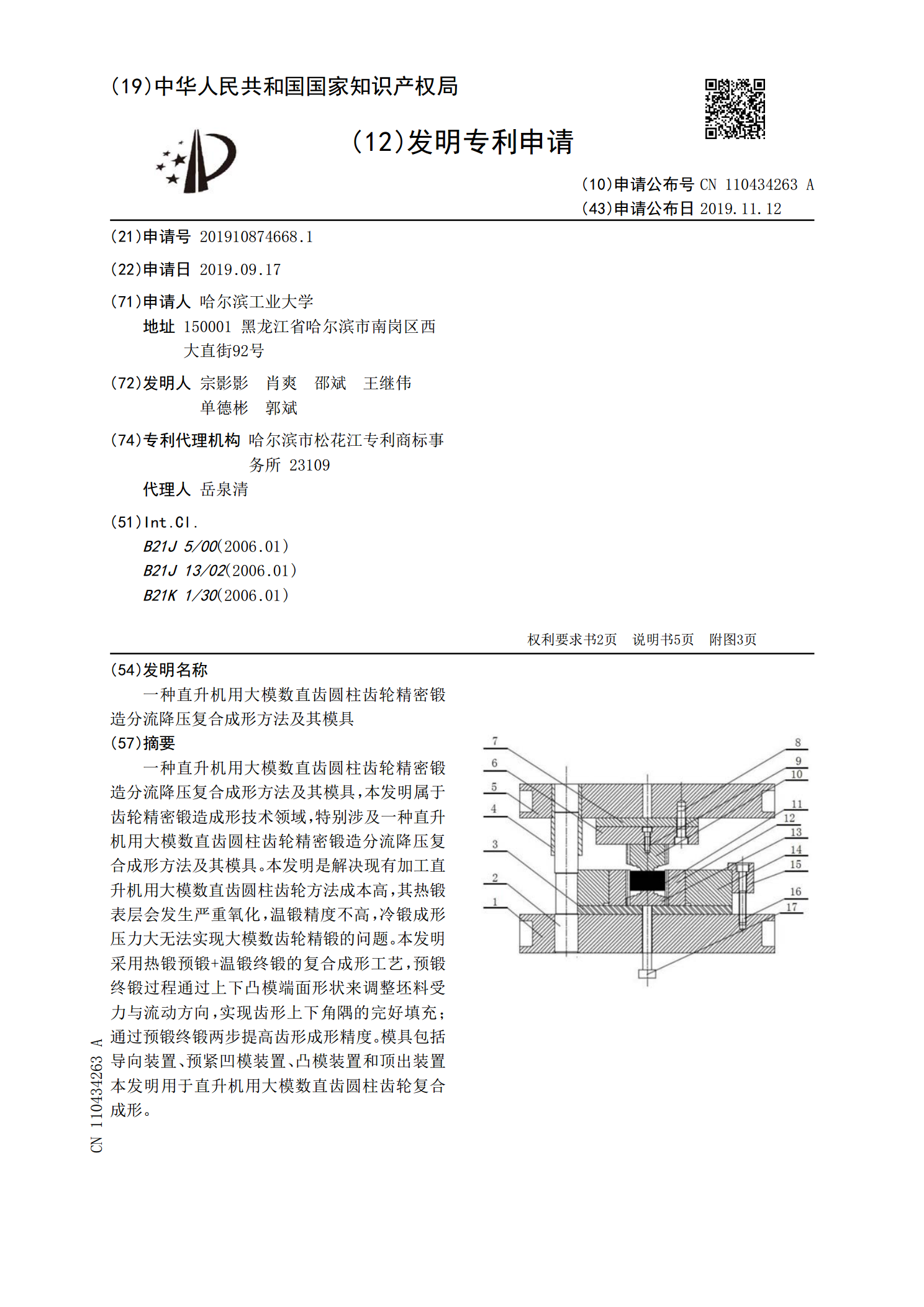
一种直升机用大模数直齿圆柱齿轮精密锻造分流降压复合成形方法及其模具.pdf
一种直升机用大模数直齿圆柱齿轮精密锻造分流降压复合成形方法及其模具,本发明属于齿轮精密锻造成形技术领域,特别涉及一种直升机用大模数直齿圆柱齿轮精密锻造分流降压复合成形方法及其模具。本发明是解决现有加工直升机用大模数直齿圆柱齿轮方法成本高,其热锻表层会发生严重氧化,温锻精度不高,冷锻成形压力大无法实现大模数齿轮精锻的问题。本发明采用热锻预锻+温锻终锻的复合成形工艺,预锻终锻过程通过上下凸模端面形状来调整坯料受力与流动方向,实现齿形上下角隅的完好填充;通过预锻终锻两步提高齿形成形精度。模具包括导向装置、预紧凹

双联直齿圆柱齿轮齿形精密锻造工艺.pdf
“双联直齿圆柱齿轮齿形精密锻造工艺”,其技术方案的技术要点是:用锻造工艺和闭式锻造模具,制造双联直齿圆柱齿轮的两级台阶圆柱齿轮的全部齿形,锻造工艺为用圆饼毛坯一次加热,一次锻造成型全部齿形,精密模锻的锻模结构为闭塞式模膛构造,齿形凹模为上大下小的分体式构造,模具上冲头为分体式的齿形凸模,模具下冲头为齿形垫模兼作卸料模,模具用4组导柱导套导向定位。锻造工艺流程是:备料→加热→用闭塞式模膛的锻模,在无下死点的螺旋压力机或者模锻压力机上进行锻造→热锻件检验→锻件冷却→机械加工两个端面和内孔→齿轮产品渗碳热处理→