
一种直升机用大模数直齿圆柱齿轮精密锻造冷精整成形方法及其模具.pdf

森林****来了

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种直升机用大模数直齿圆柱齿轮精密锻造冷精整成形方法及其模具.pdf
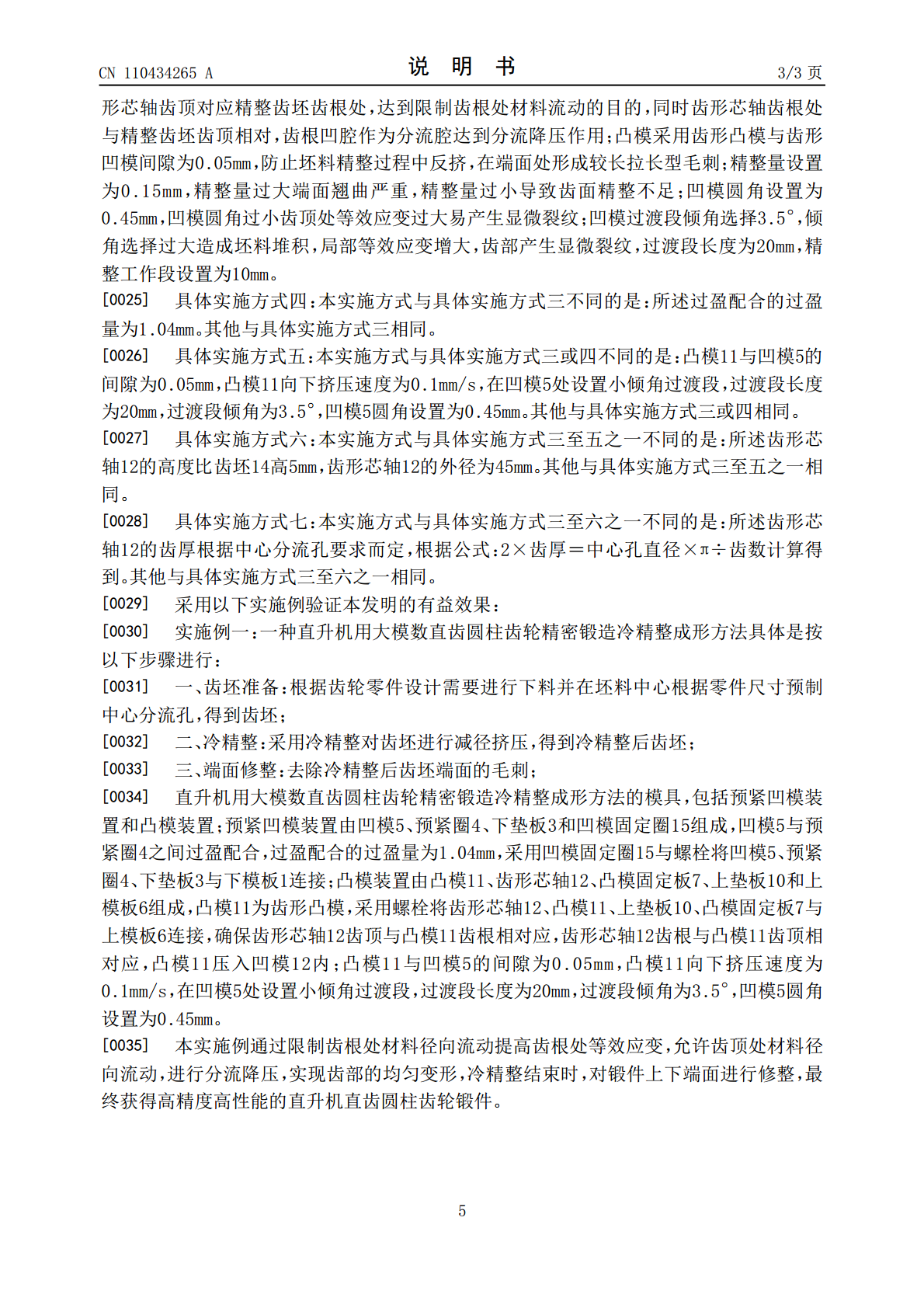
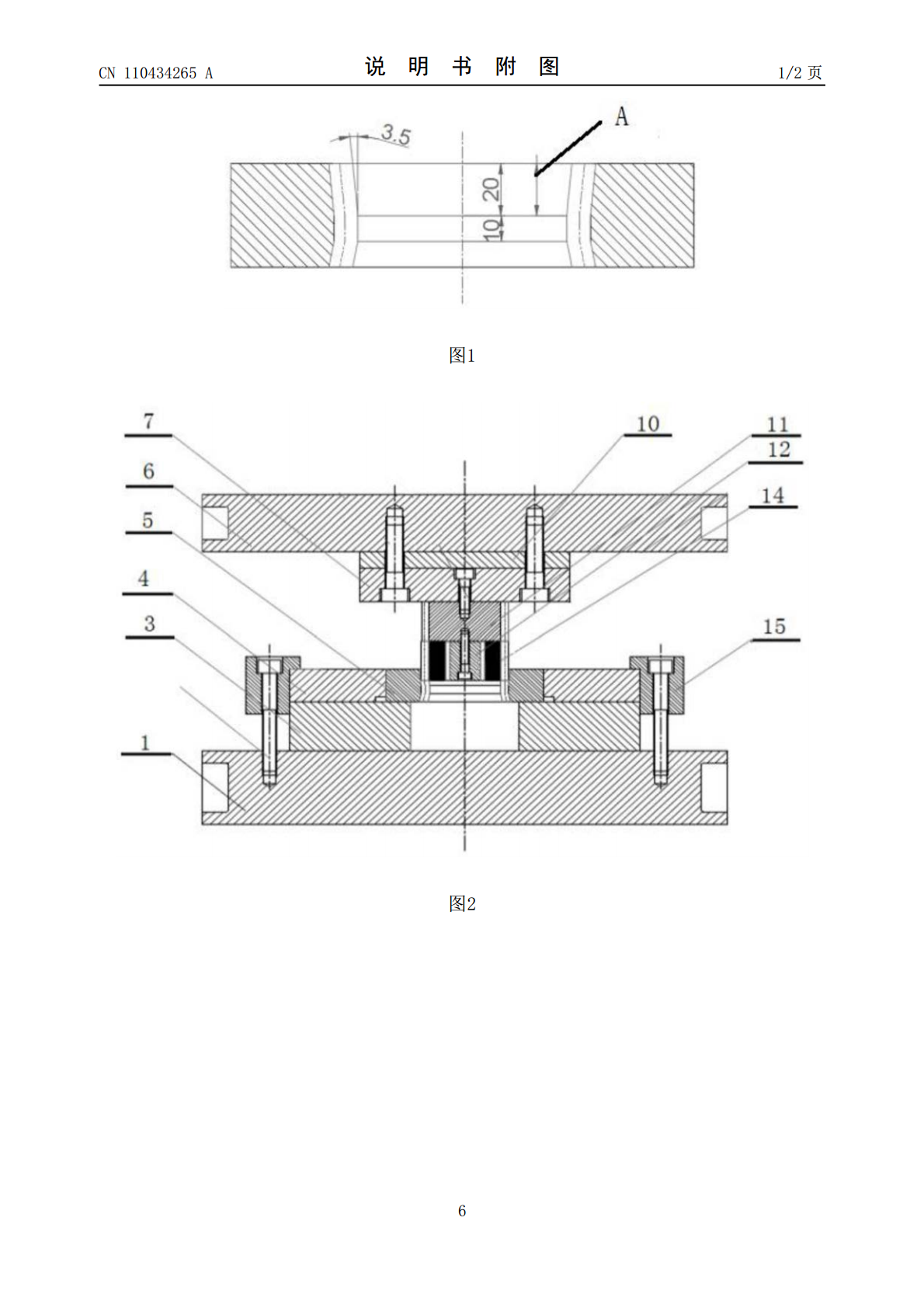
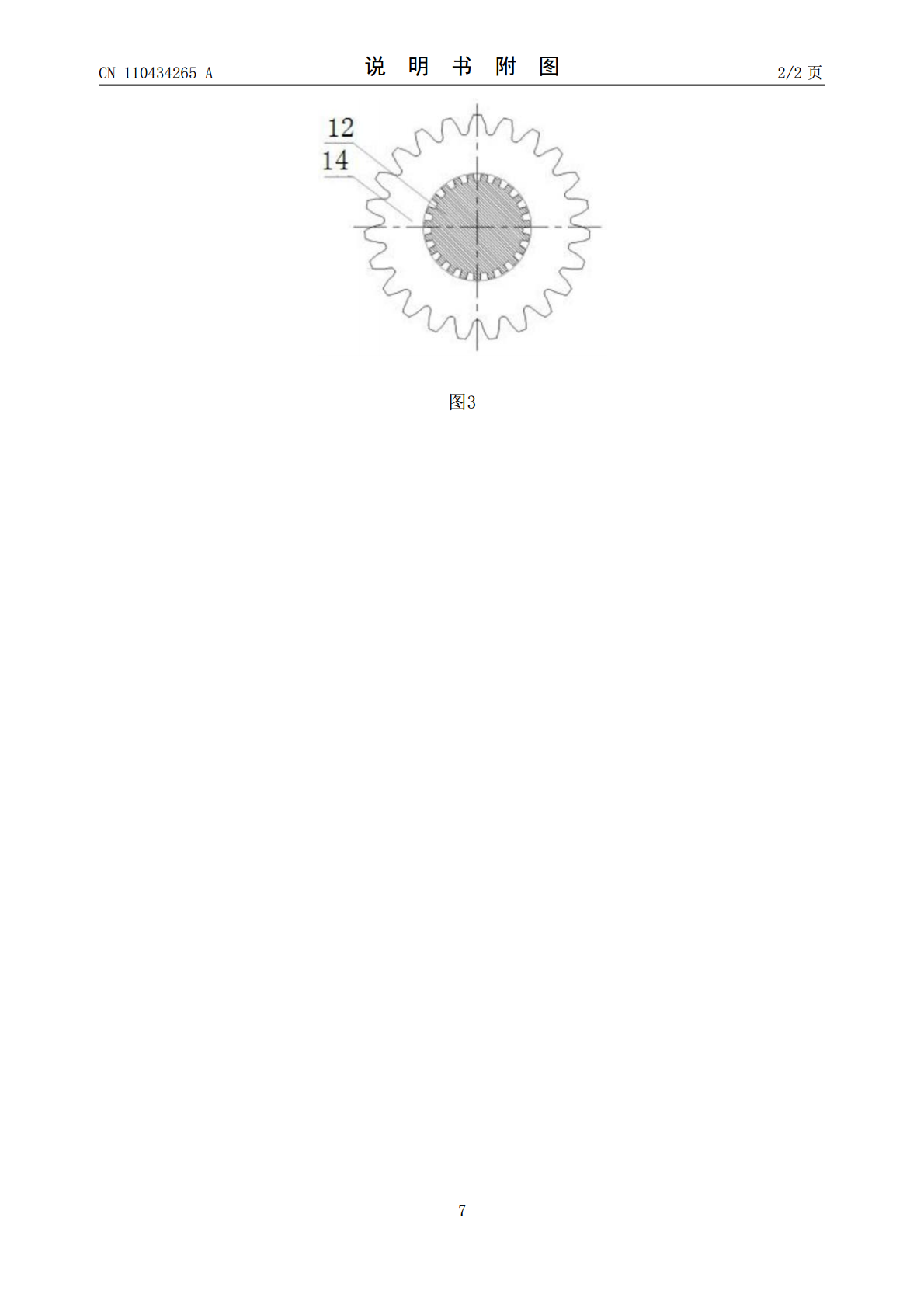
一种直升机用大模数直齿圆柱齿轮精密锻造冷精整成形方法及其模具,本发明属于齿轮精密锻造成形技术领域,特别涉及一种直升机用大模数直齿圆柱齿轮精密锻造冷精整成形方法及其模具。本发明是解决现有直升机用大模数直齿圆柱齿轮成型方法齿形精度不高、齿面质量较差,模具寿命较低的问题。本发明冷精整过程通过设计凸凹模及芯轴结构来调整精整过程中的精整量、凸凹模间隙、凹模圆角、凹模过渡段倾角和芯轴结构,实现整个齿面精整;在中空分流的基础上改变芯轴结构,实现限制分流,提高齿面变形均匀性,降低精整过程成形载荷。模具包括预紧凹模装置和凸
一种直升机用大模数直齿圆柱齿轮精密锻造分流降压复合成形方法及其模具.pdf
一种直升机用大模数直齿圆柱齿轮精密锻造分流降压复合成形方法及其模具,本发明属于齿轮精密锻造成形技术领域,特别涉及一种直升机用大模数直齿圆柱齿轮精密锻造分流降压复合成形方法及其模具。本发明是解决现有加工直升机用大模数直齿圆柱齿轮方法成本高,其热锻表层会发生严重氧化,温锻精度不高,冷锻成形压力大无法实现大模数齿轮精锻的问题。本发明采用热锻预锻+温锻终锻的复合成形工艺,预锻终锻过程通过上下凸模端面形状来调整坯料受力与流动方向,实现齿形上下角隅的完好填充;通过预锻终锻两步提高齿形成形精度。模具包括导向装置、预紧凹

大模数高厚度直齿圆柱齿轮热冷复合精锻成形方法.pdf
本发明提供了一种适用于大模数高厚度直齿圆柱齿轮的热冷复合精锻成形方法,属于金属塑性加工技术领域。本发明采用下料→加热后镦粗→热模锻→退火中间处理→冷正挤压→加工中心孔→退火中间处理→冷精整的热冷复合精锻成形工艺,在三个成形工序中合理的分配变形量,利用热模锻工序成形出一定的齿形后,采用冷正挤压工艺进一步成形出完整齿形,利用径向与轴向材料流动形成较好的表面质量;加工中心孔工序能够有效的降低闭式冷精整时的应力集中现象,提高模具寿命;冷精整工序可以进一步提高齿面精度的同时,消除冷挤压工序中产生的齿轮断面填充不饱满

一种汽车用直齿圆柱齿轮的精密锻造新工艺及模具.pdf
本发明涉及一种汽车用直齿圆柱齿轮的精密锻造新工艺及模具,尤其是采用温挤压—冷锻复合精密锻造方法加工齿轮精锻件。坯料准备过程为钢棒下料、退火、喷丸表面处理、水洗、磷化和皂化工艺;温挤压预锻过程通过凸模分流实现材料充满齿腔的工艺,为终锻成形做准备。温挤压终锻过程,材料同时向齿形部分和凹入内腔部分填充,实现了材料分流,降低锻造载荷;精密冷锻整形过程采用浮动凹模法降低挤压载荷,获得高精度的齿轮零件。本发明的优点在于获得的齿轮产品,不仅具有节材、节能、低成本、降低锻造载荷等显著优势,而且可提高模具寿命,齿轮的力学性

大模数直齿圆柱齿轮冷挤压工艺及其专用模具.pdf
本发明公开了一种大模数直齿圆柱齿轮冷挤压工艺,主要步骤如下:对坯料进行剪切或锯切下料;整形处理;反挤深孔处理及冲底处理成形出空心坯料,然后进行预成形冷挤齿处理工序和精成形冷挤齿处理工序,在该两工序之间采用等温正火或退火工艺处理及润滑处理。本发明与现有技术相比具有以下优点:传统成形工艺加工出的该类齿轮,后续需进行磨齿、剃齿或珩齿加工才能达到精度要求,而采用本发明所述工艺生产出的直齿圆柱齿轮,齿形精度和齿向精度能达到9-10级,齿面无需后续机械加工;本发明所述工艺工序简单,效率高,无需采用加热工艺,能够大大降