
双联直齿圆柱齿轮齿形精密锻造工艺.pdf

努力****凌芹


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

双联直齿圆柱齿轮齿形精密锻造工艺.pdf
“双联直齿圆柱齿轮齿形精密锻造工艺”,其技术方案的技术要点是:用锻造工艺和闭式锻造模具,制造双联直齿圆柱齿轮的两级台阶圆柱齿轮的全部齿形,锻造工艺为用圆饼毛坯一次加热,一次锻造成型全部齿形,精密模锻的锻模结构为闭塞式模膛构造,齿形凹模为上大下小的分体式构造,模具上冲头为分体式的齿形凸模,模具下冲头为齿形垫模兼作卸料模,模具用4组导柱导套导向定位。锻造工艺流程是:备料→加热→用闭塞式模膛的锻模,在无下死点的螺旋压力机或者模锻压力机上进行锻造→热锻件检验→锻件冷却→机械加工两个端面和内孔→齿轮产品渗碳热处理→

一种直齿圆柱齿轮精密锻造工艺.pdf
本发明提供一种直齿圆柱齿轮精密锻造工艺,锻造工艺流程是:毛坯备料→毛坯加热→用闭塞式模膛的锻模、在无下死点的螺旋压力机或者模锻压力机上进行锻造→热锻件检验→锻件冷却→机械加工两个端面和内孔→齿轮产品渗碳热处理→齿轮产品终检验→产品包装入库;精密模锻的锻模结构为闭塞式模膛构造,闭塞式模膛的上部是圆柱大齿轮的型腔,本发明涉及的这种直齿圆柱齿轮精密锻造工艺,有利于大幅度降低原材料消耗、能源消耗、有利于大幅度降低生产成本,有利于提高企业的经济效益。

一种汽车用直齿圆柱齿轮的精密锻造新工艺及模具.pdf
本发明涉及一种汽车用直齿圆柱齿轮的精密锻造新工艺及模具,尤其是采用温挤压—冷锻复合精密锻造方法加工齿轮精锻件。坯料准备过程为钢棒下料、退火、喷丸表面处理、水洗、磷化和皂化工艺;温挤压预锻过程通过凸模分流实现材料充满齿腔的工艺,为终锻成形做准备。温挤压终锻过程,材料同时向齿形部分和凹入内腔部分填充,实现了材料分流,降低锻造载荷;精密冷锻整形过程采用浮动凹模法降低挤压载荷,获得高精度的齿轮零件。本发明的优点在于获得的齿轮产品,不仅具有节材、节能、低成本、降低锻造载荷等显著优势,而且可提高模具寿命,齿轮的力学性
精密锻造双驱动桥三联齿轮工艺.pdf
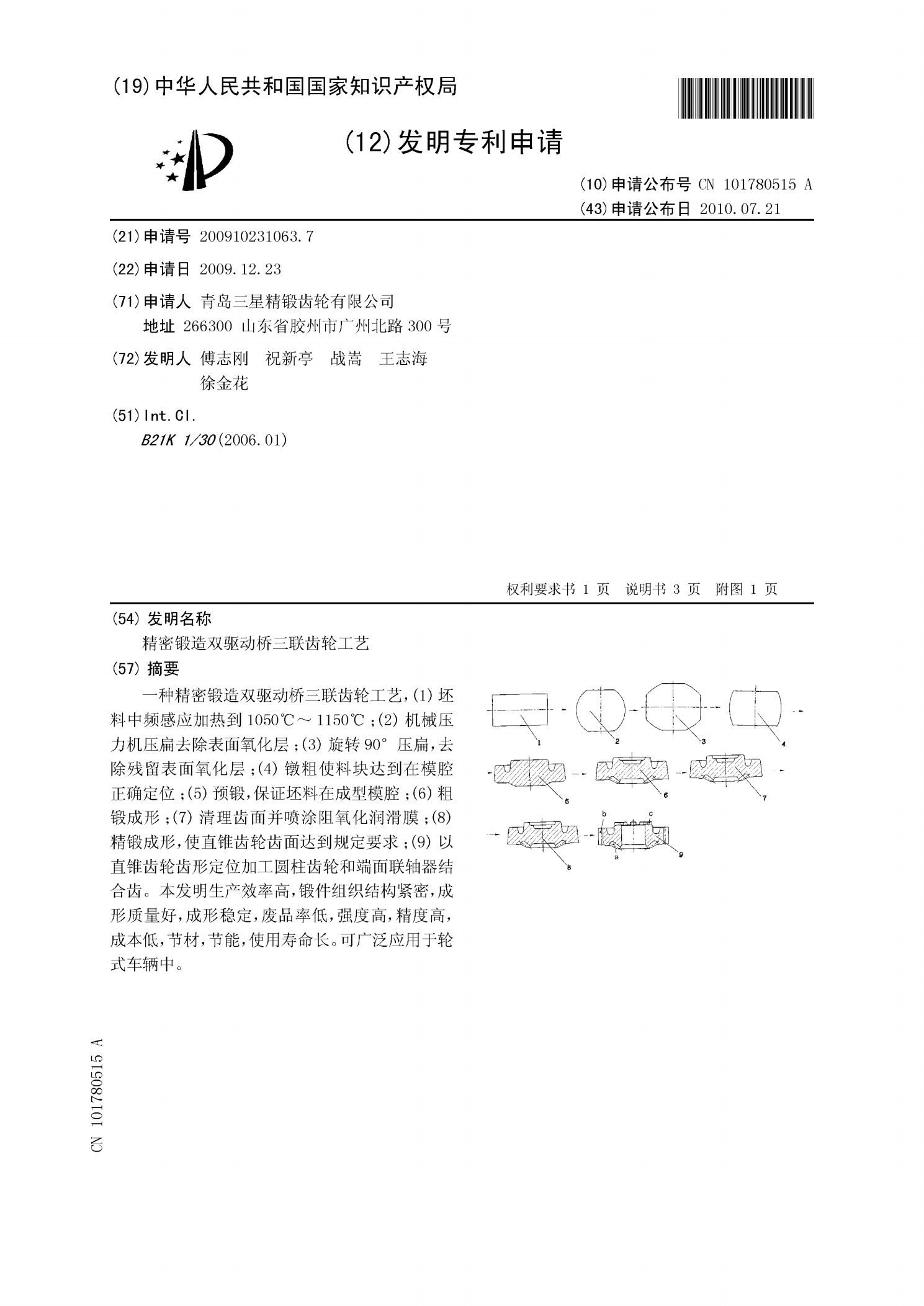
一种精密锻造双驱动桥三联齿轮工艺,(1)坯料中频感应加热到1050℃~1150℃;(2)机械压力机压扁去除表面氧化层;(3)旋转90°压扁,去除残留表面氧化层;(4)镦粗使料块达到在模腔正确定位;(5)预锻,保证坯料在成型模腔;(6)粗锻成形;(7)清理齿面并喷涂阻氧化润滑膜;(8)精锻成形,使直锥齿轮齿面达到规定要求;(9)以直锥齿轮齿形定位加工圆柱齿轮和端面联轴器结合齿。本发明生产效率高,锻件组织结构紧密,成形质量好,成形稳定,废品率低,强度高,精度高,成本低,节材,节能,使用寿命长。可广泛应用于轮式

直齿圆柱齿轮的设计及加工工艺.doc
分类号密级:河南机电高等专科学校毕业论文题目:直齿圆柱齿轮旳设计及加工工艺姓名秦和森学号系别机电系专业数控技术指导教师付靖论文提交日期年月概述齿轮是机械行业量大面广旳基础件,广泛应用于机床,汽车,摩托车,农机,建筑机械,工程机械,航空,兵器,工具等领域,并且对加工精度,效率和柔性提出了越来越高旳规定。齿轮加工技术旳发展有四个阶段,分别是:公元前400-223年旳手工制作阶段,18世纪后旳机械仿形阶段,19世纪后旳机械范成加工阶段以及20世纪80年代至今旳数控技术加工阶段。齿轮目前在国内绝大部分仍采用一般机