
一种自动喷砂除锈装置.pdf

一条****轩吗


1/8

2/8

3/8

4/8

5/8
6/8

7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种自动喷砂除锈装置.pdf
本发明涉及一种自动喷砂除锈装置;两块支撑板为马蹄铁形状,齿圈和增强圈分别固定在一块支撑板的内侧;每块支撑板内侧有外侧导向轮分布在支撑板上部的圆弧线上,内侧导向轮均布在支撑板下部的圆弧线上;齿圈和增强圈与外侧导向轮、内侧导向轮同心,和支撑板开口的方向和位置相同;弧度与外侧导向轮和内侧导向轮均布圆弧相匹配的二块弧板连为一体;电机固定在一侧弧板上,传动轴一端穿过弧板与外侧的驱动齿轮连接;二块弧板卡入外侧导向轮和内侧导向轮的凹槽内,驱动齿轮与齿圈啮合,二件摆动喷枪组件通过摆动支承座对称固定在摆动安装组件上;本装置

坞内自动喷砂除锈装置.pdf
本发明公开了一种坞内自动喷砂除锈装置,其特点是该砂除锈装置由机架、喷砂机、喷砂小车和升降机组成,所述机架为设置在底座上的立柱与横向支撑焊接而成的框架结构,机架一侧设有轨道和撑脚,轨道固定设置在横向支撑上且与机架平行,撑脚固定设置在立柱上且与立柱垂直;所述升降机固定设置在机架一侧的底座上;所述喷砂小车为设置在轨道上的移动喷砂枪,移动喷砂枪由软管与喷砂机连接,喷砂小车上、下两端由钢丝绳与升降机连接,钢丝绳由滑轮设置在机架上。本发明与现有技术相比具有生产效率高,劳动强度低,有效避免了粉尘对人体健康的影响,可节省
一种自动喷砂除锈机.pdf
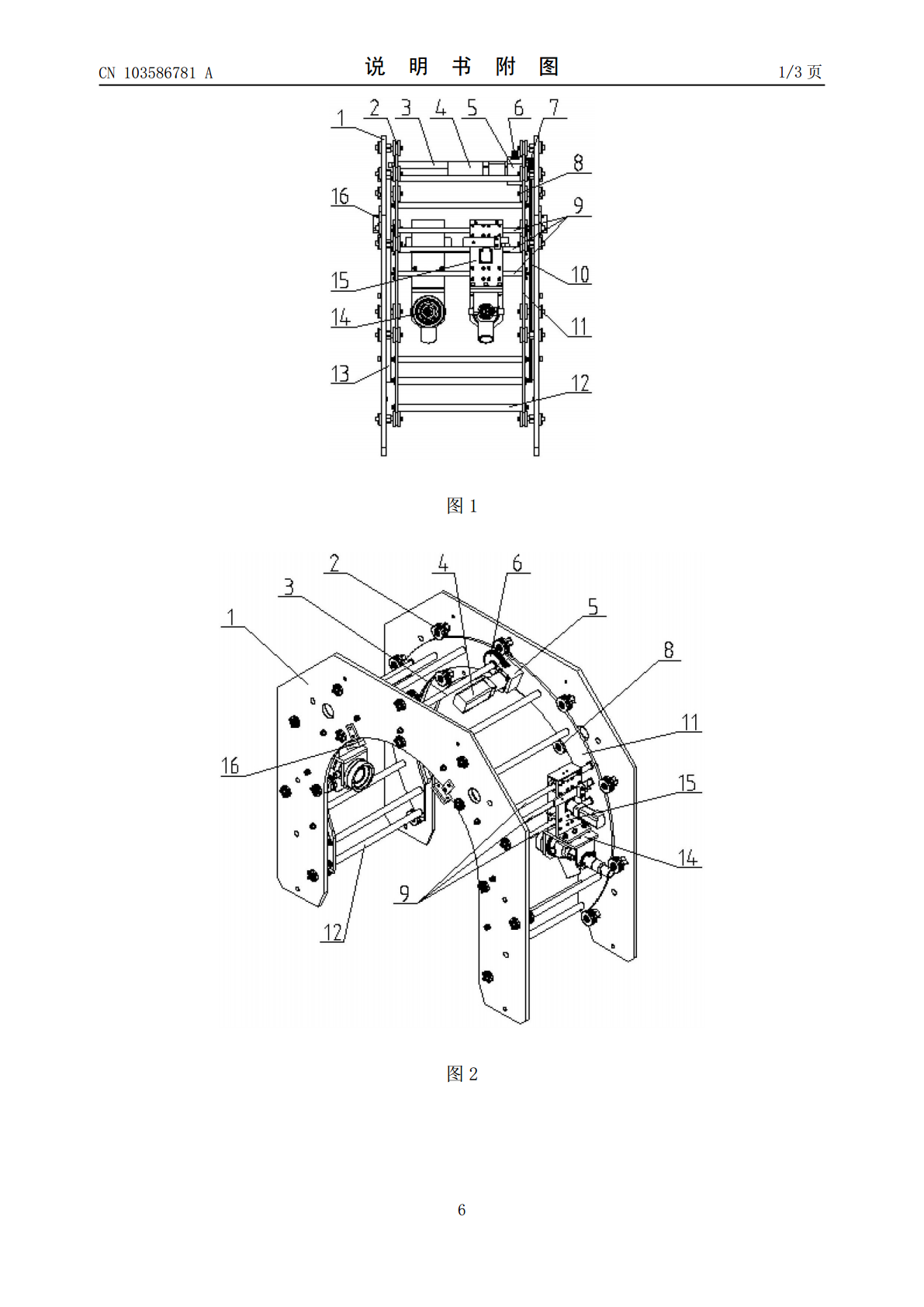
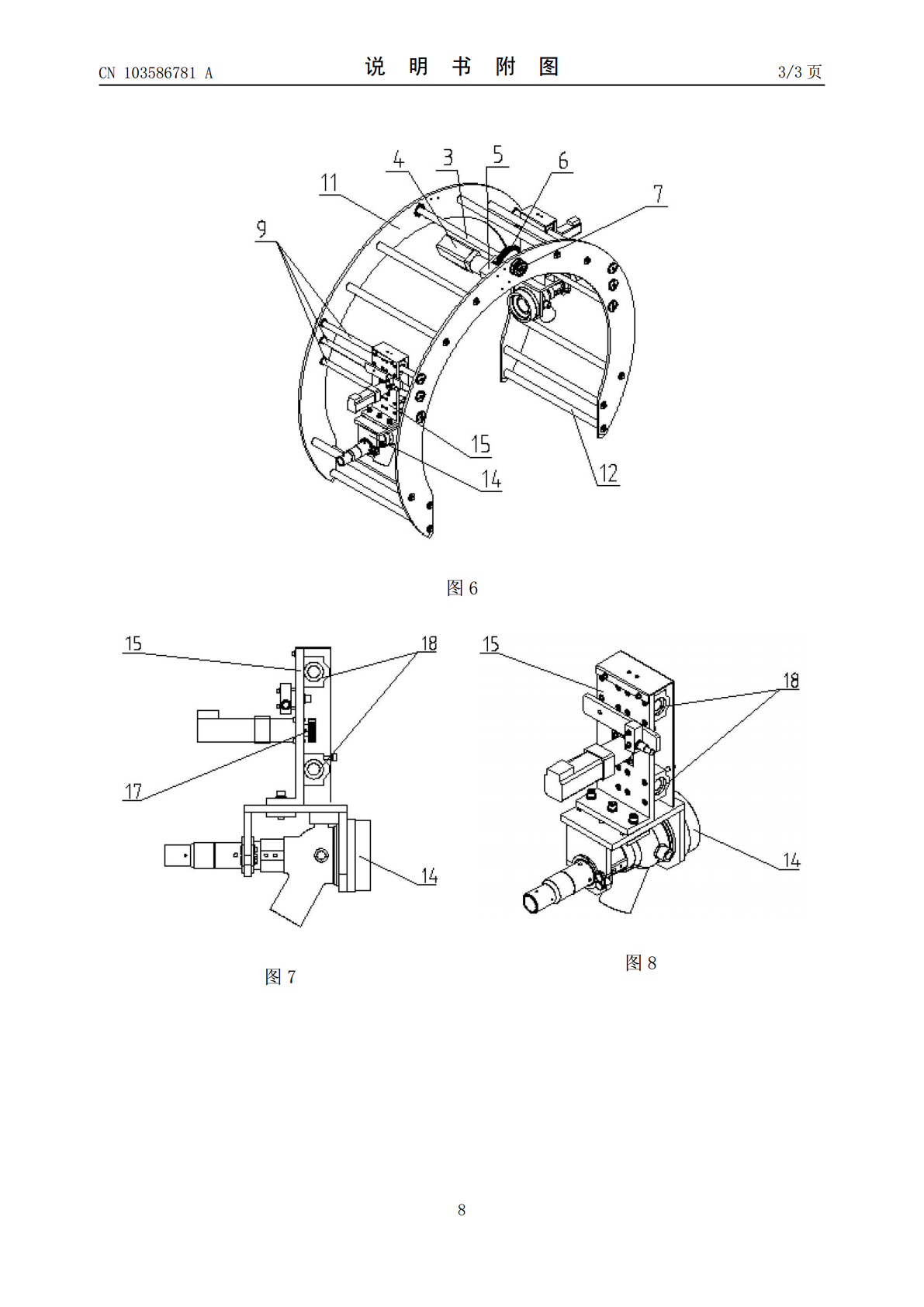
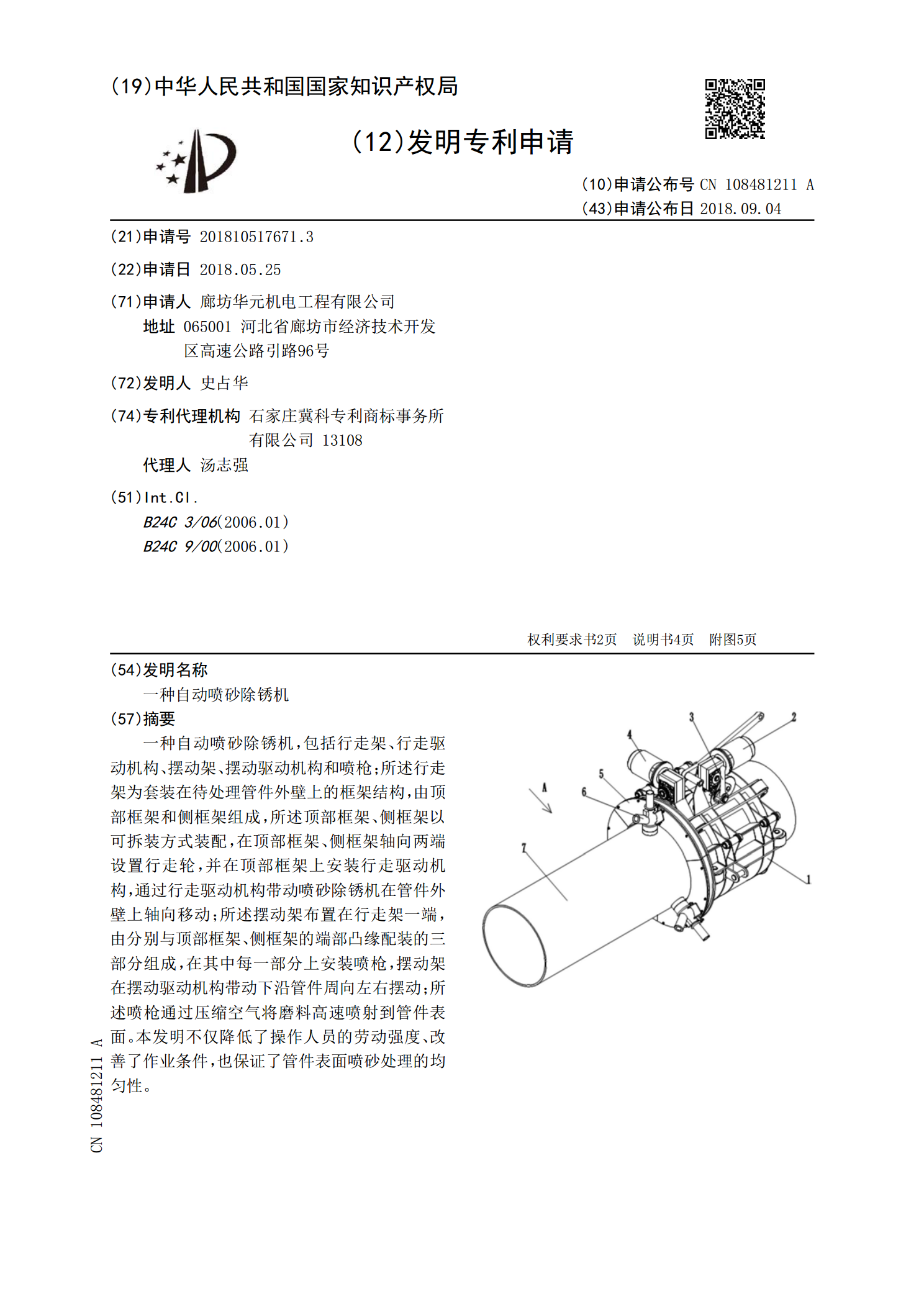
一种自动喷砂除锈机,包括行走架、行走驱动机构、摆动架、摆动驱动机构和喷枪;所述行走架为套装在待处理管件外壁上的框架结构,由顶部框架和侧框架组成,所述顶部框架、侧框架以可拆装方式装配,在顶部框架、侧框架轴向两端设置行走轮,并在顶部框架上安装行走驱动机构,通过行走驱动机构带动喷砂除锈机在管件外壁上轴向移动;所述摆动架布置在行走架一端,由分别与顶部框架、侧框架的端部凸缘配装的三部分组成,在其中每一部分上安装喷枪,摆动架在摆动驱动机构带动下沿管件周向左右摆动;所述喷枪通过压缩空气将磨料高速喷射到管件表面。本发明不
一种罐喷砂除锈装置.pdf
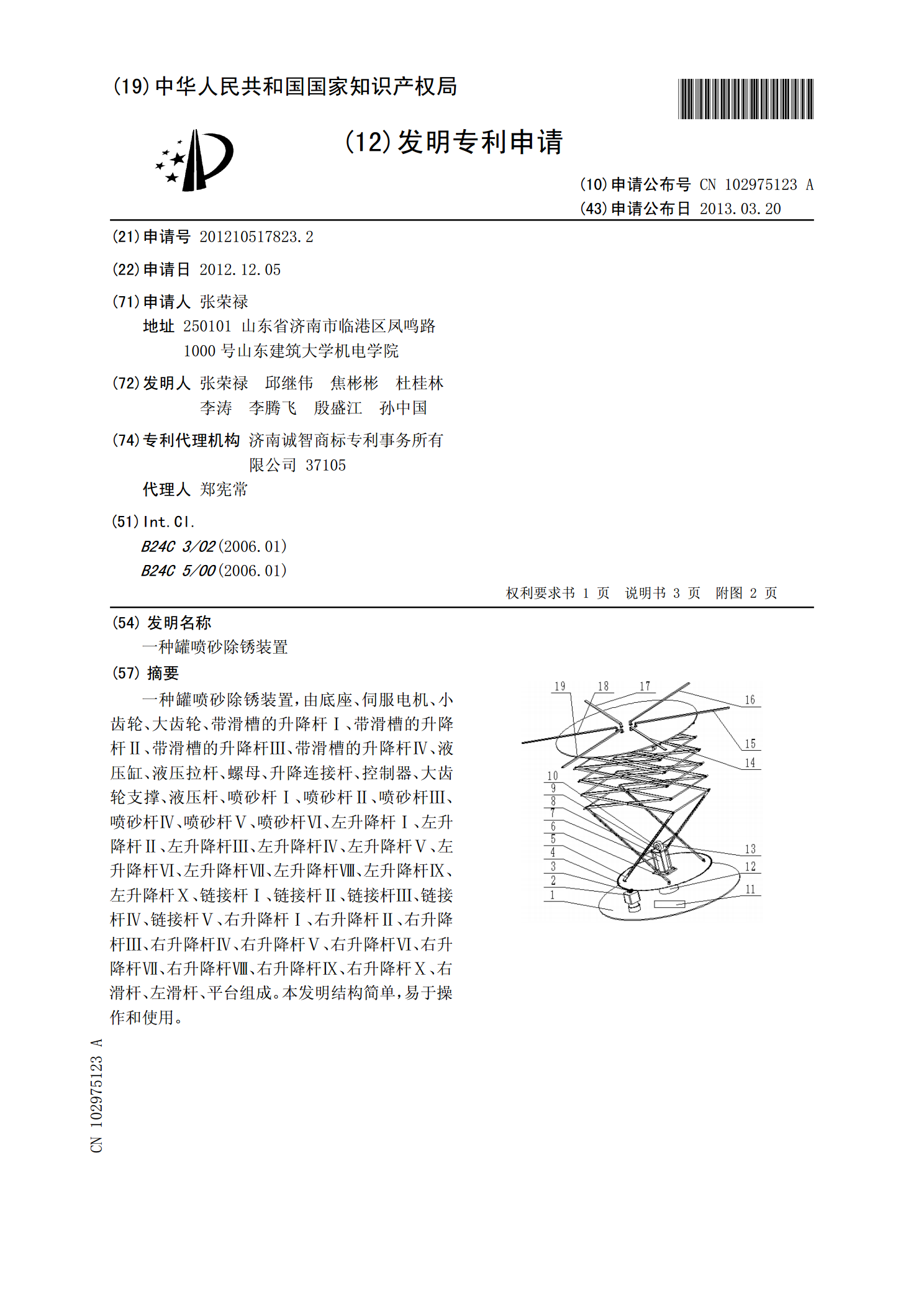
一种罐喷砂除锈装置,由底座、伺服电机、小齿轮、大齿轮、带滑槽的升降杆Ⅰ、带滑槽的升降杆Ⅱ、带滑槽的升降杆Ⅲ、带滑槽的升降杆Ⅳ、液压缸、液压拉杆、螺母、升降连接杆、控制器、大齿轮支撑、液压杆、喷砂杆Ⅰ、喷砂杆Ⅱ、喷砂杆Ⅲ、喷砂杆Ⅳ、喷砂杆Ⅴ、喷砂杆Ⅵ、左升降杆Ⅰ、左升降杆Ⅱ、左升降杆Ⅲ、左升降杆Ⅳ、左升降杆Ⅴ、左升降杆Ⅵ、左升降杆Ⅶ、左升降杆Ⅷ、左升降杆Ⅸ、左升降杆Ⅹ、链接杆Ⅰ、链接杆Ⅱ、链接杆Ⅲ、链接杆Ⅳ、链接杆Ⅴ、右升降杆Ⅰ、右升降杆Ⅱ、右升降杆Ⅲ、右升降杆Ⅳ、右升降杆Ⅴ、右升降杆Ⅵ、右升降杆Ⅶ、右升降
一种钢筋喷砂除锈装置.pdf
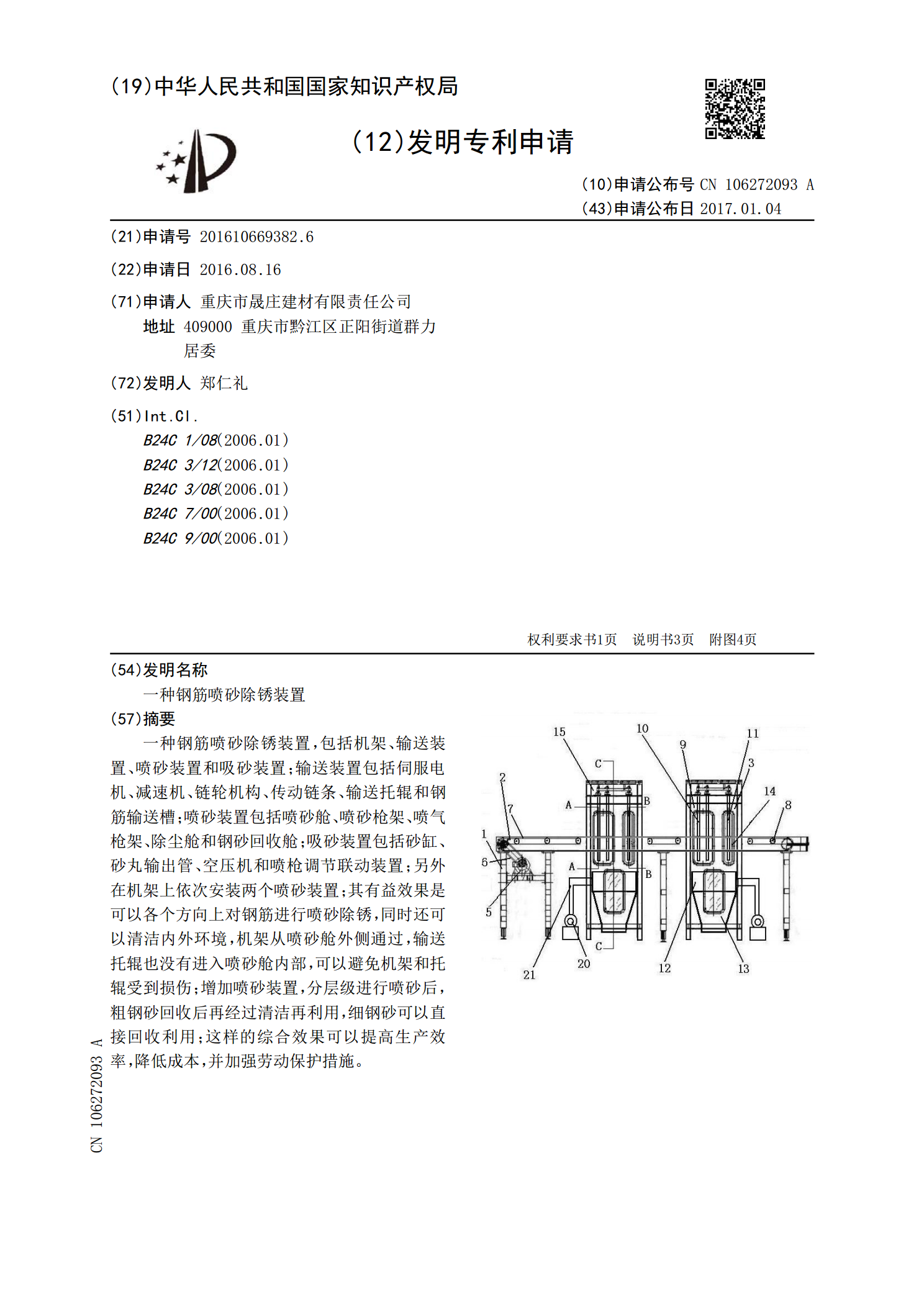
一种钢筋喷砂除锈装置,包括机架、输送装置、喷砂装置和吸砂装置;输送装置包括伺服电机、减速机、链轮机构、传动链条、输送托辊和钢筋输送槽;喷砂装置包括喷砂舱、喷砂枪架、喷气枪架、除尘舱和钢砂回收舱;吸砂装置包括砂缸、砂丸输出管、空压机和喷枪调节联动装置;另外在机架上依次安装两个喷砂装置;其有益效果是可以各个方向上对钢筋进行喷砂除锈,同时还可以清洁内外环境,机架从喷砂舱外侧通过,输送托辊也没有进入喷砂舱内部,可以避免机架和托辊受到损伤;增加喷砂装置,分层级进行喷砂后,粗钢砂回收后再经过清洁再利用,细钢砂可以直接