
一种车轴及其镗孔加工工艺及其双孔镗加工设备.pdf

岚风****55

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种车轴及其镗孔加工工艺及其双孔镗加工设备.pdf
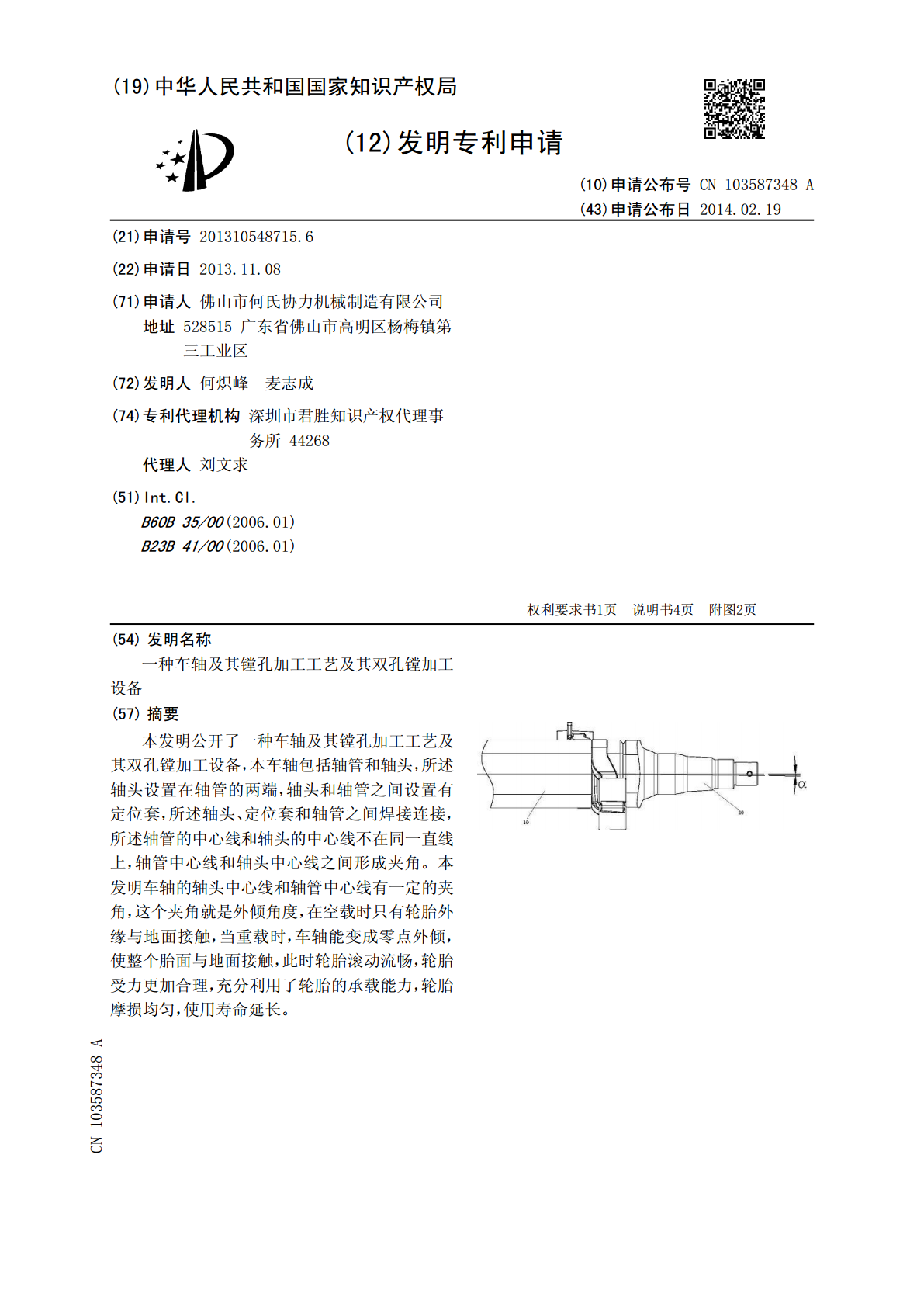
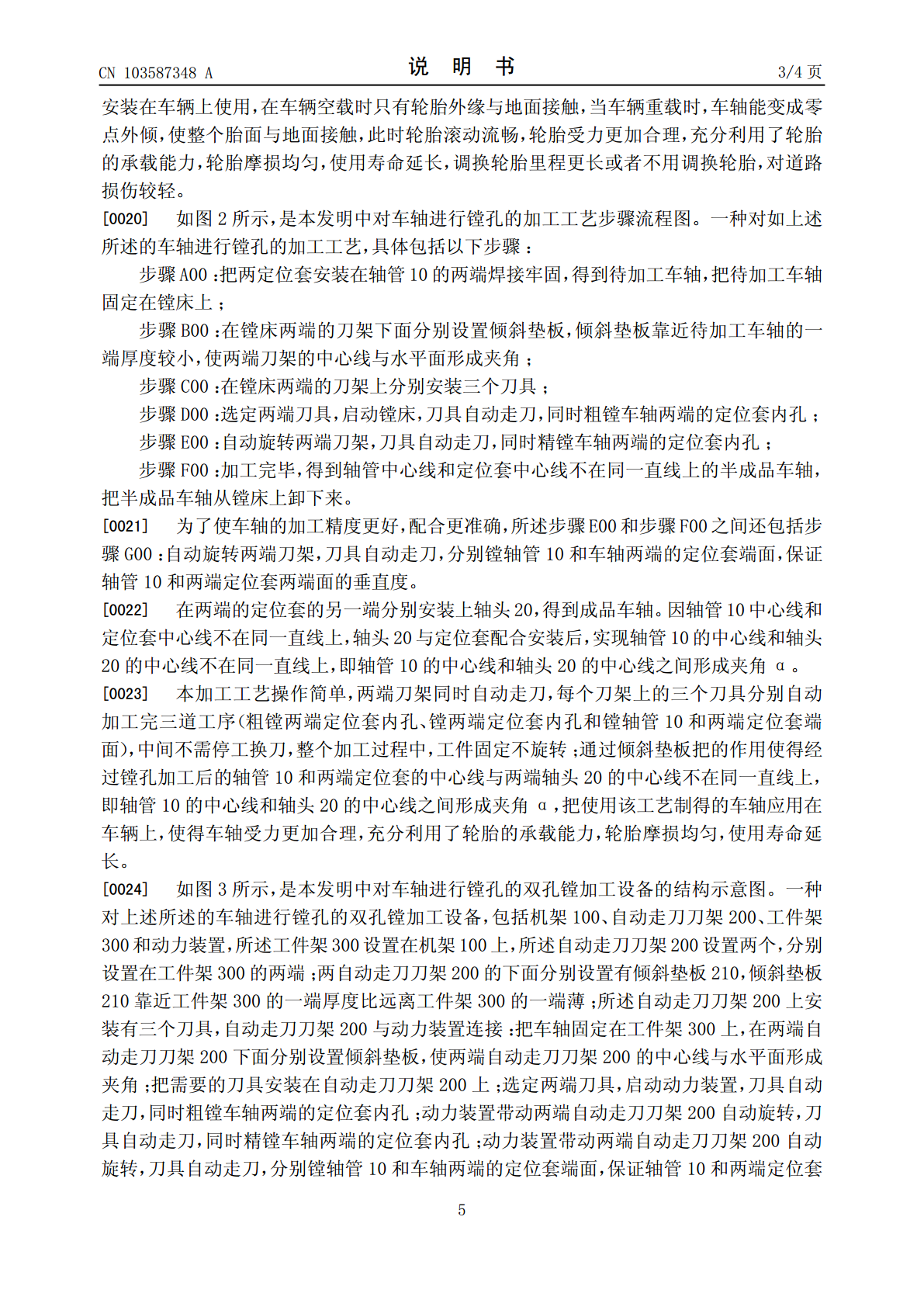
本发明公开了一种车轴及其镗孔加工工艺及其双孔镗加工设备,本车轴包括轴管和轴头,所述轴头设置在轴管的两端,轴头和轴管之间设置有定位套,所述轴头、定位套和轴管之间焊接连接,所述轴管的中心线和轴头的中心线不在同一直线上,轴管中心线和轴头中心线之间形成夹角。本发明车轴的轴头中心线和轴管中心线有一定的夹角,这个夹角就是外倾角度,在空载时只有轮胎外缘与地面接触,当重载时,车轴能变成零点外倾,使整个胎面与地面接触,此时轮胎滚动流畅,轮胎受力更加合理,充分利用了轮胎的承载能力,轮胎摩损均匀,使用寿命延长。
一种大圆锥滚子销孔的加工设备及其加工工艺.pdf
本发明公开了一种大圆锥滚子销孔的加工设备及其加工工艺,涉及大圆锥滚子销孔加工技术领域,具体为机床、装夹体、清屑机构和调距杆组,所述机床的外部安装有拉门,所述机床的内部一侧安置有装夹体,所述装夹体的一侧贯穿有空心转轴,所述空心转轴的端部外侧套接有带轮,所述传动皮带的另一端安装有传动电机,所述机床的内部上方横设有清屑机构,所述刀具装夹座与刀具装夹板之间装夹有调距杆组。该大圆锥滚子销孔的加工设备及其加工工艺,通过将原来的普通钻头换成U钻,可以一次性打穿工件,精车内孔用的镗刀换成防震长杆镗刀,一次性镗完内孔,该工

空心车轴的加工工艺及其工装夹具.docx
空心车轴的加工工艺及其工装夹具一、空心车轴的加工工艺空心车轴是指车轴中心部分为空心结构的零件,其加工工艺主要包括以下步骤:1.材料准备:选择符合要求的材料,并进行截断、修边、去毛刺等预处理。2.粗加工:通过车削、铣削、钻孔等方法将工件的外形和轴孔粗加工出来,以达到要求的尺寸和形状精度。3.镗孔:采用数控镗床或手动镗床将轴孔镗成直径和圆度符合要求的精密孔。4.车内腔:通过车削、钻孔等方法将轴孔内部空腔加工出来,以达到要求的轴孔内部形状和精度。5.车外壁:通过车削、铣削、钻孔等方法将轴孔外部空腔加工出来,以达
一种车轴加工夹具及其加工系统.pdf
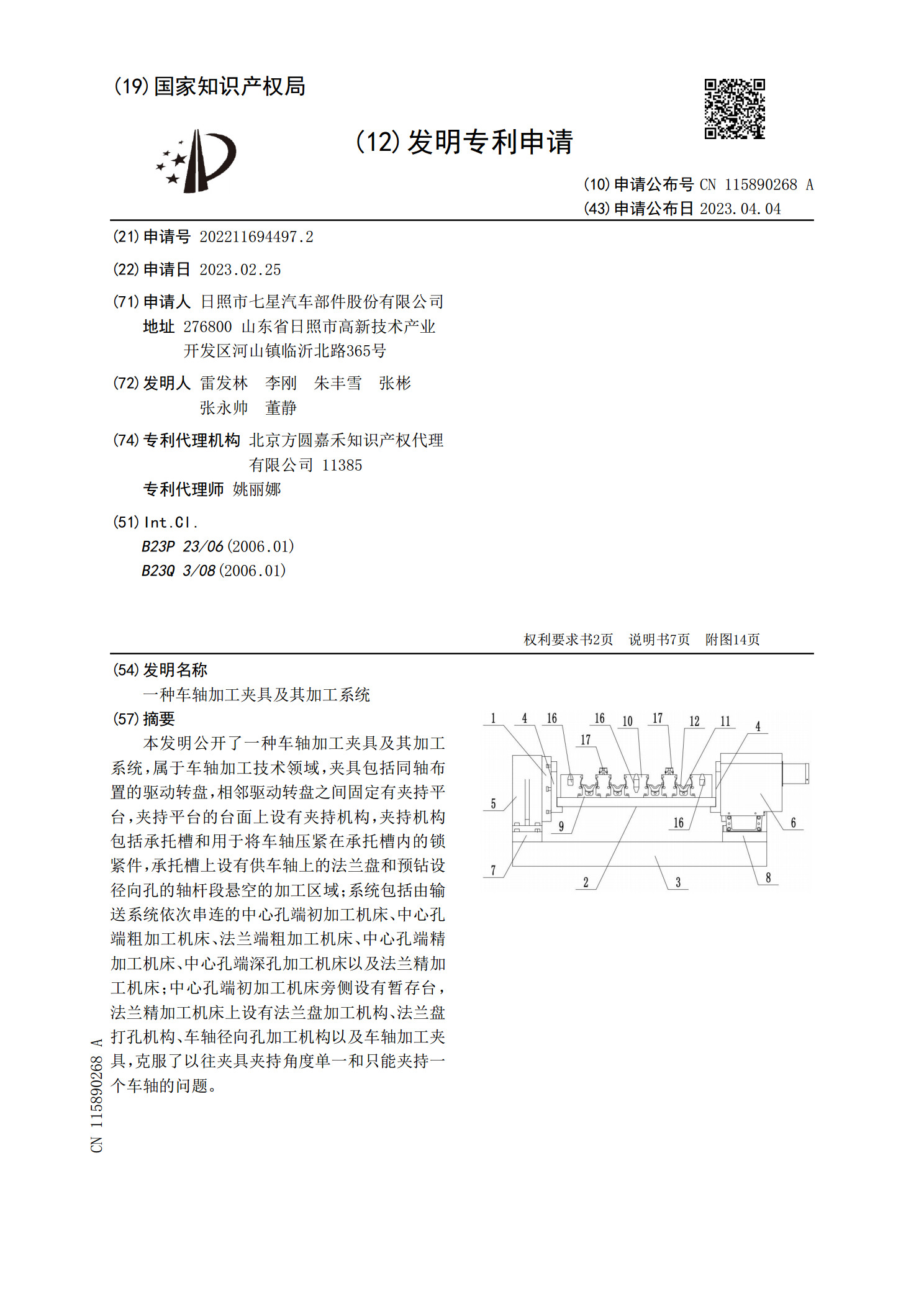
本发明公开了一种车轴加工夹具及其加工系统,属于车轴加工技术领域,夹具包括同轴布置的驱动转盘,相邻驱动转盘之间固定有夹持平台,夹持平台的台面上设有夹持机构,夹持机构包括承托槽和用于将车轴压紧在承托槽内的锁紧件,承托槽上设有供车轴上的法兰盘和预钻设径向孔的轴杆段悬空的加工区域;系统包括由输送系统依次串连的中心孔端初加工机床、中心孔端粗加工机床、法兰端粗加工机床、中心孔端精加工机床、中心孔端深孔加工机床以及法兰精加工机床;中心孔端初加工机床旁侧设有暂存台,法兰精加工机床上设有法兰盘加工机构、法兰盘打孔机构、车轴
轮辐风孔双孔加工模具及其加工方法.pdf
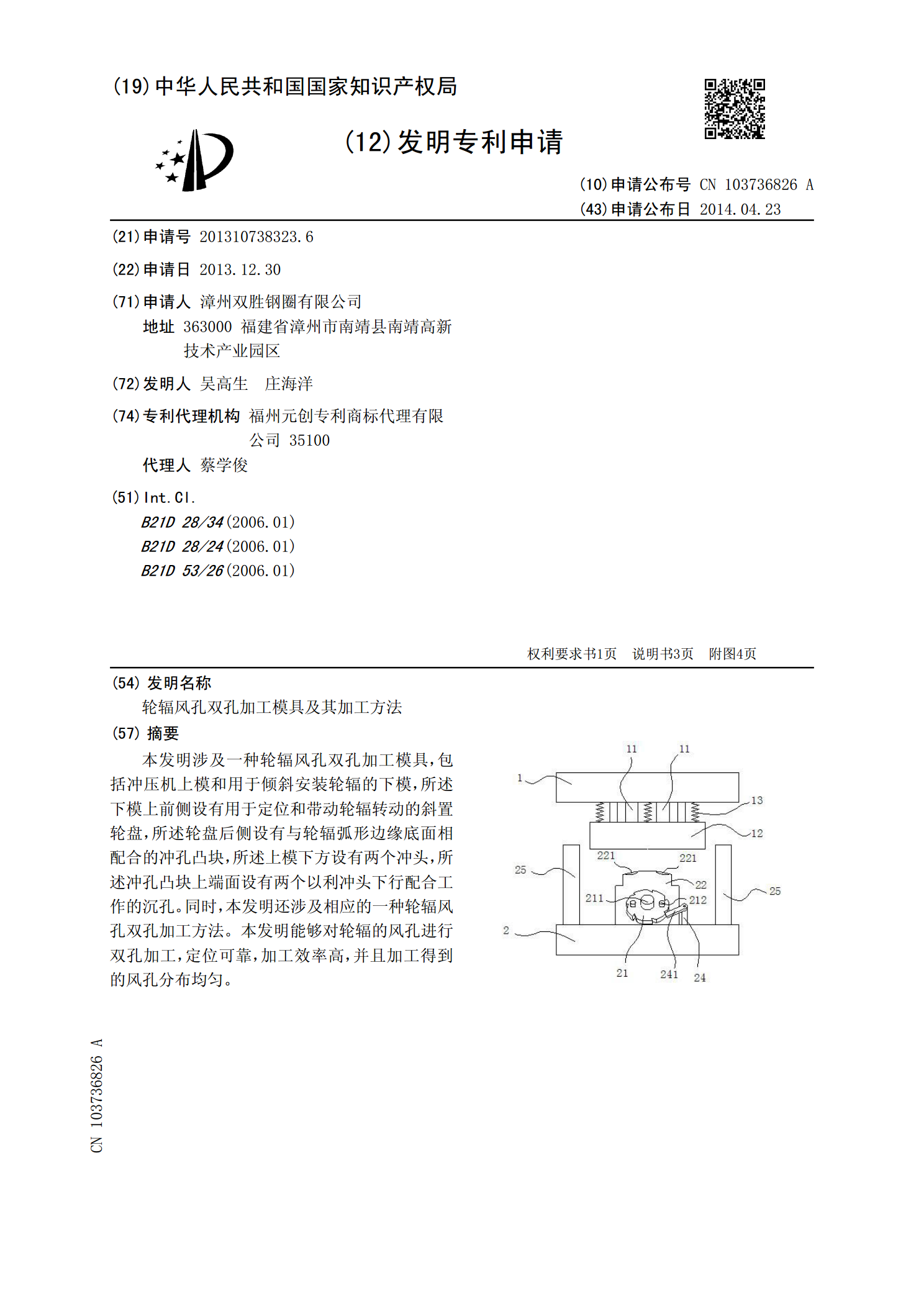
本发明涉及一种轮辐风孔双孔加工模具,包括冲压机上模和用于倾斜安装轮辐的下模,所述下模上前侧设有用于定位和带动轮辐转动的斜置轮盘,所述轮盘后侧设有与轮辐弧形边缘底面相配合的冲孔凸块,所述上模下方设有两个冲头,所述冲孔凸块上端面设有两个以利冲头下行配合工作的沉孔。同时,本发明还涉及相应的一种轮辐风孔双孔加工方法。本发明能够对轮辐的风孔进行双孔加工,定位可靠,加工效率高,并且加工得到的风孔分布均匀。