
一种大型轴流式整体叶轮加工方法.pdf

星星****眨眼


1/8
2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大型轴流式整体叶轮加工方法.pdf
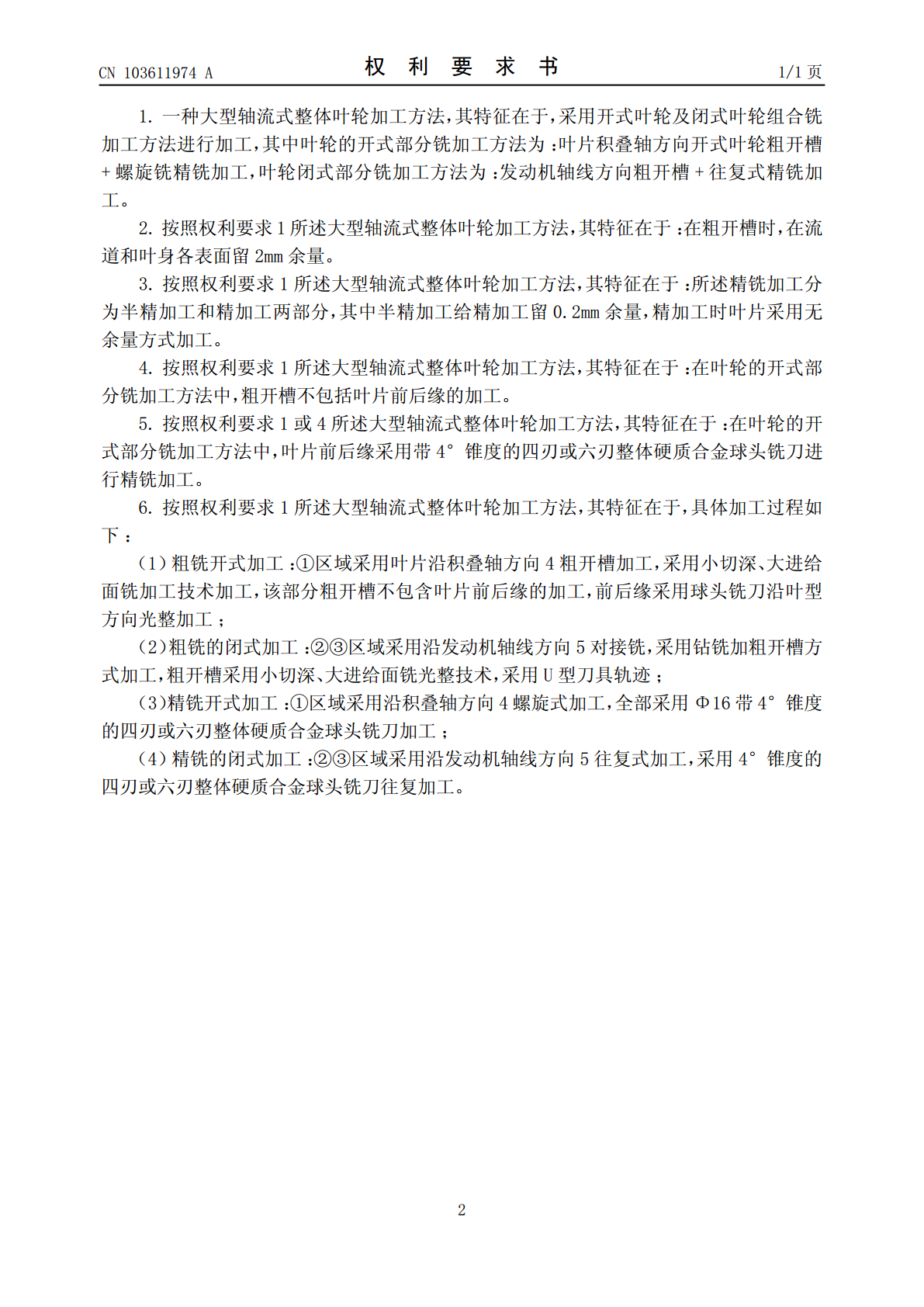
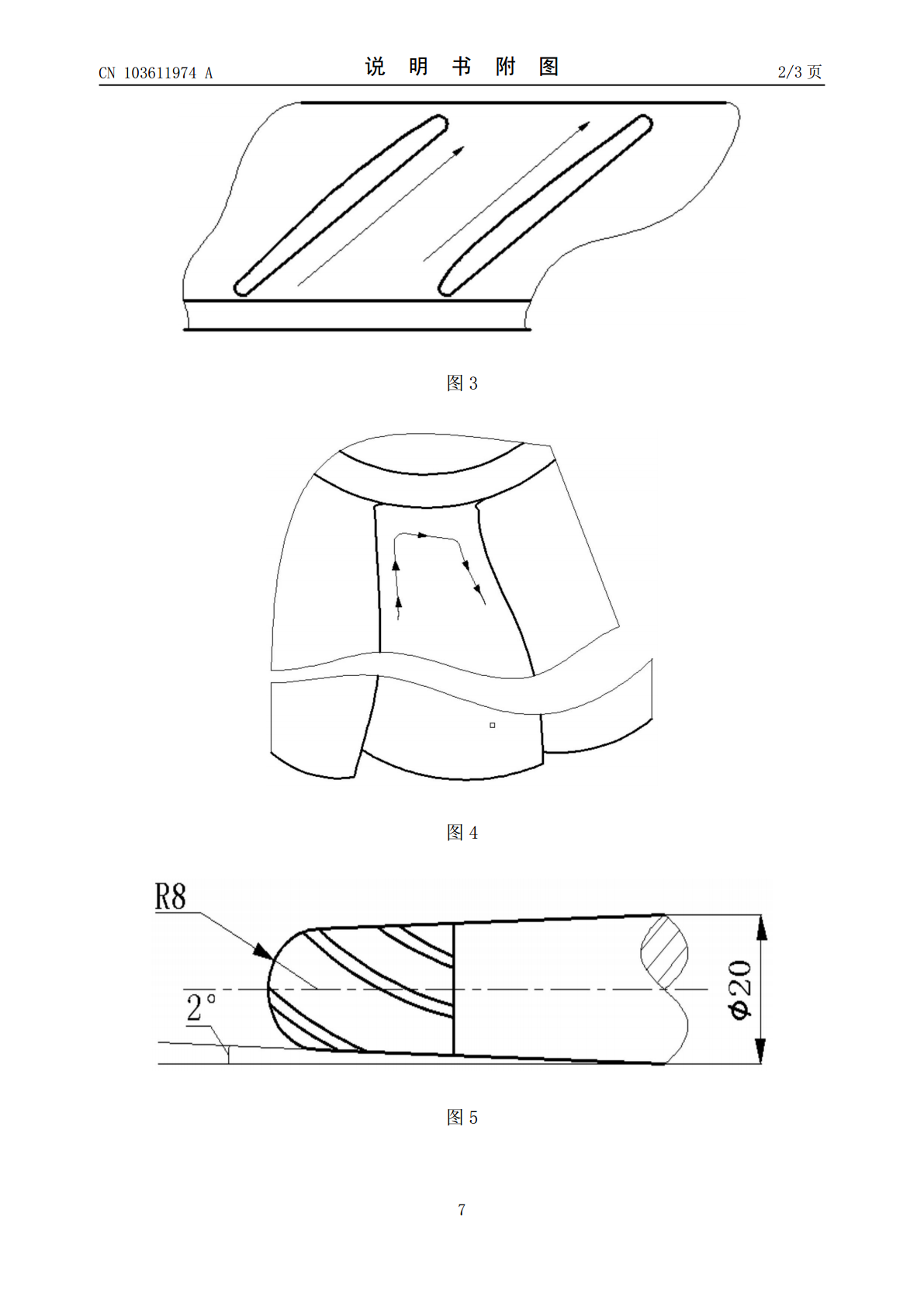
本发明的目的在于提供一种大型轴流式整体叶轮加工方法,其特征在于,采用开式及闭式叶轮组合加工方法进行加工,其中叶轮的开式部分铣加工方法为:叶片积叠轴方向开式叶轮粗开槽+螺旋铣精铣加工,叶轮闭式部分铣加工方法为:发动机轴线方向粗开槽+往复式精铣加工。即在叶型的前半段进行开槽+螺旋铣,叶型的后半段至叶根为对接开槽+往复铣削。该方法能够提高大型轴流式整体叶轮加工效率,提高叶片部位表面质量并降低生产成本。
一种大型轴流式叶轮一次装夹铣加工方法.pdf
一种大型轴流式叶轮一次装夹铣加工方法,属于机械加工技术领域。本发明提供一种可提高大型轴流式整体叶轮加工效率,提高叶片部位表面质量,降低生产成本的大型轴流式叶轮一次装夹铣加工方法。本发明包括如下步骤:步骤一:采用高进给飞碟铣刀进行小切深层铣,完成粗加工;步骤二:采用减振重金属刀具进行轴向插铣;步骤三:采用球刀进行插铣残留余量的光整去除。
一种叶轮加工刀具路径整体优化方法.pdf
本发明公开了一种叶轮加工刀具路径整体优化方法,包括如下步骤:S1:将叶轮模型和刀具模型离散三角化;S2:规划所示刀具与叶轮的接触点轨迹,并计算得到所述刀具位置点轨迹;S3:利用干涉检查判断所述刀具位置点的可达方向锥;S4:建立所述刀轴矢量的整体优化目标函数,构建有约束的单源有向图,将所述目标函数的优化求解问题转化为最短路径寻路问题;S5:利用最短路径寻路算法,对所述目标函数进行求解,得到最优刀具姿态。本发明的方法,可快速的计算刀具可达方向锥,并实现刀轴矢量的整体光顺。
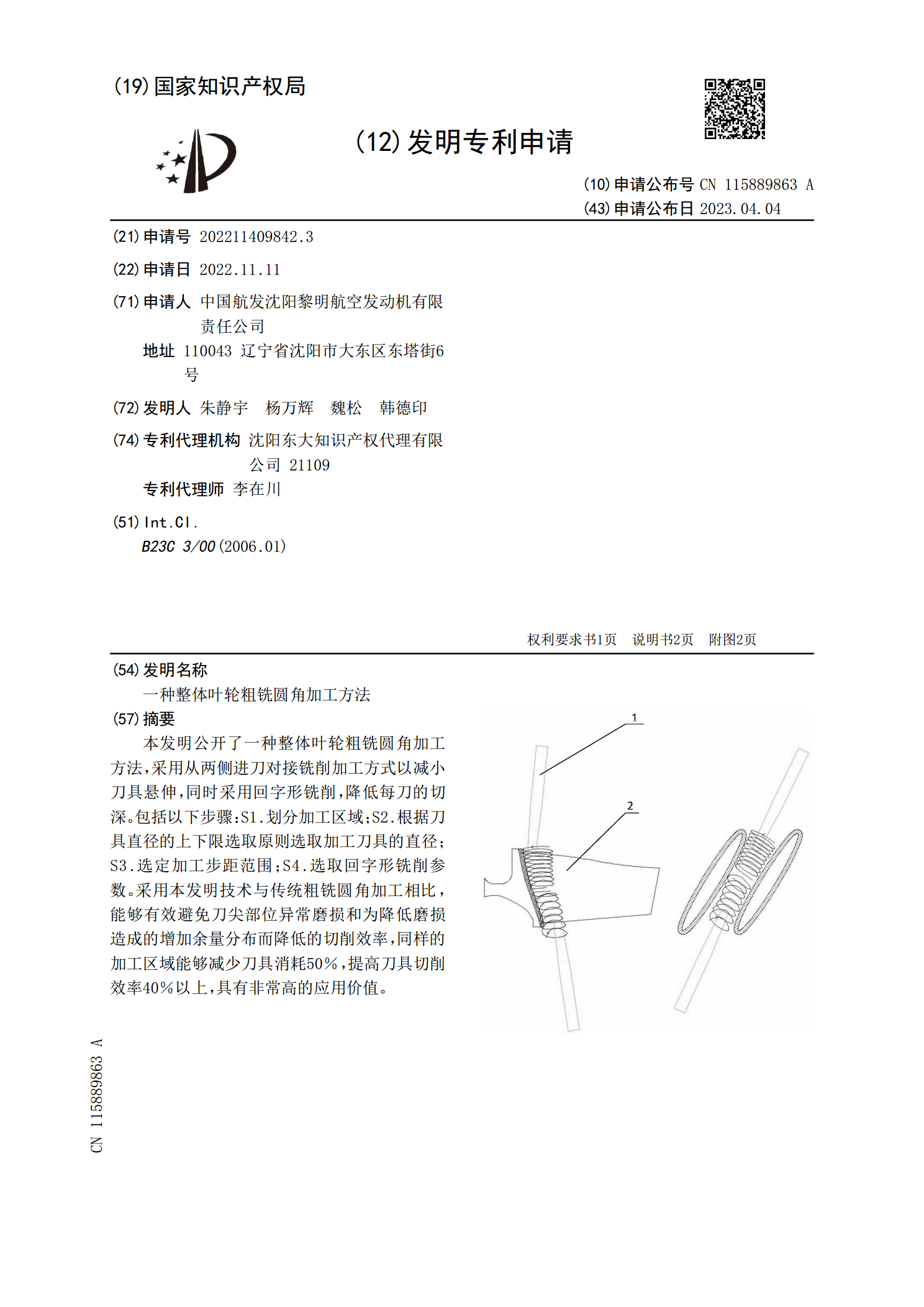
一种整体叶轮粗铣圆角加工方法.pdf
本发明公开了一种整体叶轮粗铣圆角加工方法,采用从两侧进刀对接铣削加工方式以减小刀具悬伸,同时采用回字形铣削,降低每刀的切深。包括以下步骤:S1.划分加工区域;S2.根据刀具直径的上下限选取原则选取加工刀具的直径;S3.选定加工步距范围;S4.选取回字形铣削参数。采用本发明技术与传统粗铣圆角加工相比,能够有效避免刀尖部位异常磨损和为降低磨损造成的增加余量分布而降低的切削效率,同样的加工区域能够减少刀具消耗50%,提高刀具切削效率40%以上,具有非常高的应用价值。
复杂曲面整体叶轮的加工方法.pdf
本发明涉及一种复杂曲面整体叶轮的加工方法,包括锻造成型→粗加工→超声波检验→去应力→精加工基准→精加工内孔→叶片加工→抛光→检验步骤。本发明采用的毛坯为锻造成型,加工成的整体叶轮的强度也会较铸造成型的产品强度高;通过一个定位孔进行整体所有叶片的加工,因此叶片之间的尺寸统一性好,进而动平衡性能高,采用数控加工,可以使加工后的零件尺寸精度好,且不需要复杂的模具及装夹具,加工周期短,效率高。