
油气管道缺陷内检测器里程测量装置.pdf

猫巷****晓容


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

油气管道缺陷内检测器里程测量装置.pdf
油气管道缺陷内检测器里程测量装置,由摆动支架和旋转轮系连接而成,摆动支架包括摆动臂,安装在摆动臂下铰支孔的铜质滑动轴承套,安装固定在摆动臂上端里程轮轴系孔一侧的分体式编码器和编码器保护盖,压紧在摆动臂里程轮轴系孔内的里程轮第一定位铜套和第二定位铜套,以及安装固定在摆动臂上端里程轮轴系孔另一侧的里程轮轴系压盖;旋转轮系包括里程轮和里程轮旋转轴,里程轮周向通过定位键与里程轮旋转轴连接,里程轮旋转轴为空心轴,一端沉孔内安装分体式里程轮装置的磁开关,磁开关通过螺杆拉紧在里程轮旋转轴沉孔内,里程轮旋转轴另一端沉孔内
油气管道缺陷漏磁内检测器里程测量装置及方法.pdf
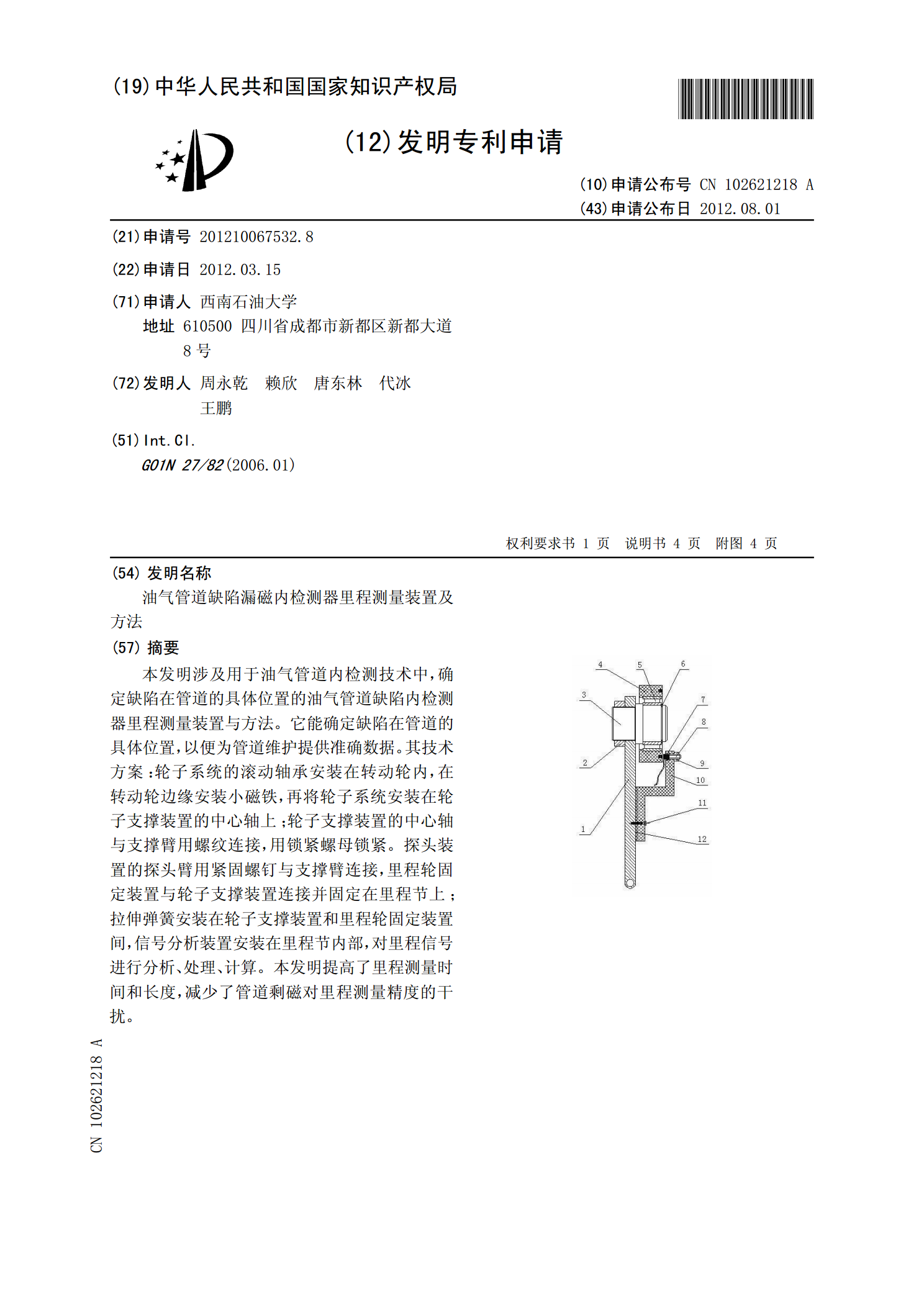
本发明涉及用于油气管道内检测技术中,确定缺陷在管道的具体位置的油气管道缺陷内检测器里程测量装置与方法。它能确定缺陷在管道的具体位置,以便为管道维护提供准确数据。其技术方案:轮子系统的滚动轴承安装在转动轮内,在转动轮边缘安装小磁铁,再将轮子系统安装在轮子支撑装置的中心轴上;轮子支撑装置的中心轴与支撑臂用螺纹连接,用锁紧螺母锁紧。探头装置的探头臂用紧固螺钉与支撑臂连接,里程轮固定装置与轮子支撑装置连接并固定在里程节上;拉伸弹簧安装在轮子支撑装置和里程轮固定装置间,信号分析装置安装在里程节内部,对里程信号进行分
油气管道缺陷内检测器的盲插上电结构.pdf
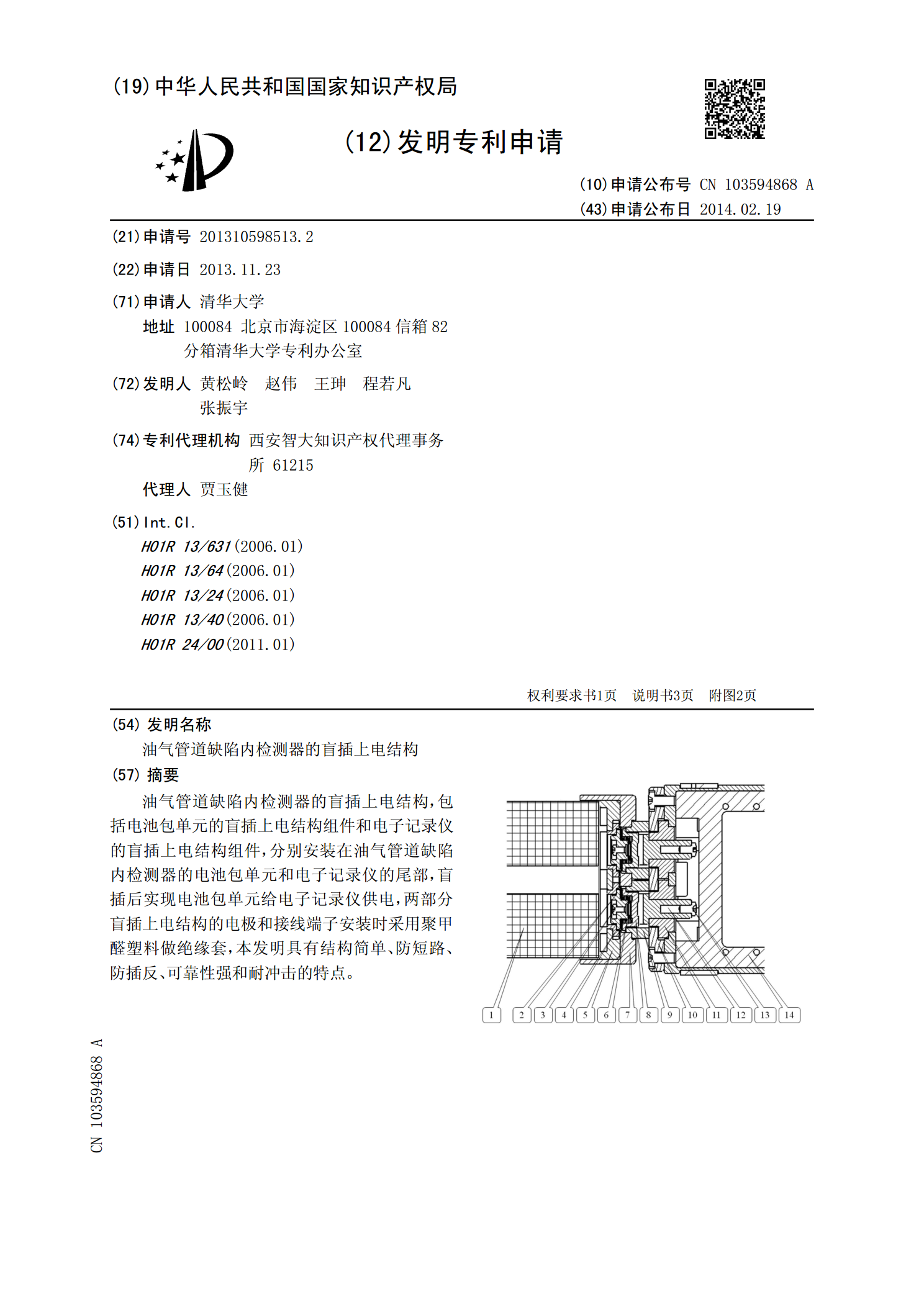
油气管道缺陷内检测器的盲插上电结构,包括电池包单元的盲插上电结构组件和电子记录仪的盲插上电结构组件,分别安装在油气管道缺陷内检测器的电池包单元和电子记录仪的尾部,盲插后实现电池包单元给电子记录仪供电,两部分盲插上电结构的电极和接线端子安装时采用聚甲醛塑料做绝缘套,本发明具有结构简单、防短路、防插反、可靠性强和耐冲击的特点。
海底油气管道缺陷高精度内检测装置.pdf
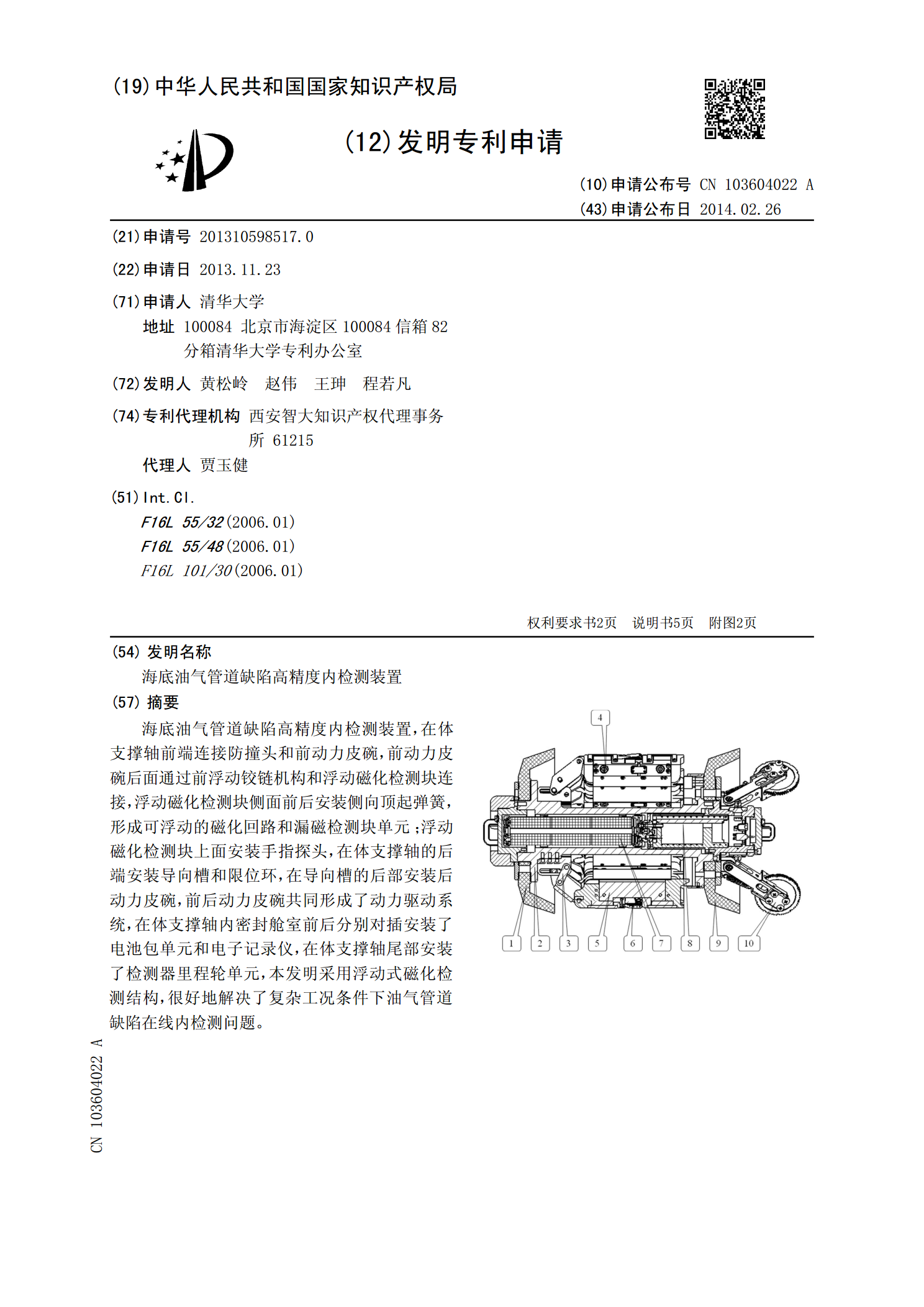
海底油气管道缺陷高精度内检测装置,在体支撑轴前端连接防撞头和前动力皮碗,前动力皮碗后面通过前浮动铰链机构和浮动磁化检测块连接,浮动磁化检测块侧面前后安装侧向顶起弹簧,形成可浮动的磁化回路和漏磁检测块单元;浮动磁化检测块上面安装手指探头,在体支撑轴的后端安装导向槽和限位环,在导向槽的后部安装后动力皮碗,前后动力皮碗共同形成了动力驱动系统,在体支撑轴内密封舱室前后分别对插安装了电池包单元和电子记录仪,在体支撑轴尾部安装了检测器里程轮单元,本发明采用浮动式磁化检测结构,很好地解决了复杂工况条件下油气管道缺陷在线

油气管道内检测器定位技术.docx
油气管道内检测器定位技术油气管道内检测器定位技术随着现代工业技术的发展,油气管道已成为能源运输和供应的主要方式之一。然而,由于环境和人为因素的影响,油气管道的安全性已成为人们热议的“头号难题”。为保障油气管道的安全,内检测器已逐步应用于该领域,内检测器定位技术的发展也变得尤为重要,本文将对其作一探讨。一、油气管道内检测器的应用内检测器是一种应用于油气管道内部的常见设备,其作用在于检测管道的内部结构,包括管道状况、腐蚀状况、管道直径、管道壁厚等等。同时,内检测器还能用于检测管道破损、渗漏等问题,这些问题一旦