
摩托车链轮再生方法.pdf

是来****文章

1/7
2/7

3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

摩托车链轮再生方法.pdf
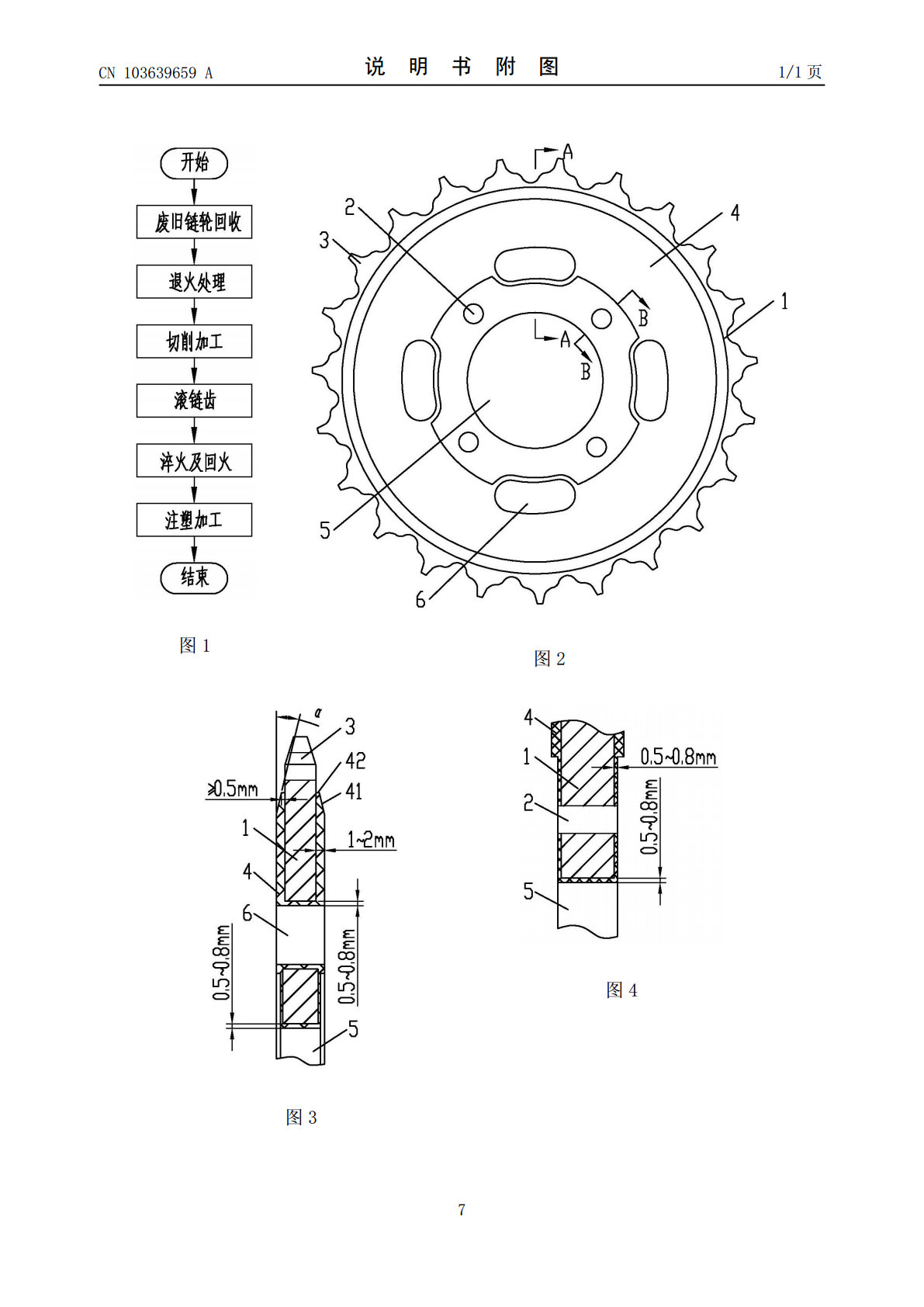
本发明公开了一种摩托车链轮再生方法,包括废旧链轮回收:选择性回收链轮本体无裂纹的摩托车废旧链轮,链轮本体上具有减重孔和螺钉连接孔;退火处理:对废旧链轮进行退火处理;切削加工:利用车削方式切除废旧链轮的链齿,形成再生链轮的齿顶圆;滚链齿:滚切再生链齿,该再生链齿的齿数比废旧链轮的链齿数少2~4个;淬火及回火:对再生链齿齿部进行局部淬火并回火;注塑加工:采用汽车用改性聚丙烯通过注塑方式在再生链轮的链轮本体上形成注塑层,从而形成再生链轮成品,链轮本体两侧的注塑部分由覆盖减重孔和单向器定位孔的部分连接为一体。本发

摩托车链轮制造方法.pdf
本发明公开了一种摩托车链轮制造方法,包括坯件制作:锻坯包括锻造、冲孔和校平;板材坯件包括钢板落料冲孔和校平,两种坯件均冲单向离合器定位孔基孔和减重孔基孔;机械加工:包括车削加工、滚链齿和钻削单向器螺钉连接孔;热处理:对所述链齿进行局部淬火及回火;注塑加工:采用汽车用改性聚丙烯通过注塑方式形成与链轮本体一体的注塑层;该注塑层覆盖链轮本体两侧部分的厚度为1~2mm,两侧形成的环形覆盖盘外边缘部沿厚度方向形成有斜角为α为10~15°的圆锥面;注塑层在链轮本体的减重孔基孔部位形成注塑材料厚度为0.5~0.8mm的

摩托车油泵链轮去毛刺的方法.pdf
本发明公开了一种摩托车油泵链轮去毛刺的方法,按如下步骤进行:(1)先用滚齿机加工得到链轮毛坯;(2)将链轮毛坯进行淬火处理;(3)把经过淬火处理的链轮毛坯固定,然后将锯片伸入链轮齿圈与齿圈之间的环形槽内来回拉动,使得齿圈端面的毛刺被去净:(4)再将去除毛刺后的链轮毛坯进行回火处理得到成品。本发明将传统的锉刀去除毛刺所有毛刺后,再进行最终热处理整体淬火回火,改变为先淬火再去除毛刺然后才回火,在去除毛刺时就可以利用据片进行清理,相比小刮刀逐齿挑除毛刺加工的速度快了好几倍,还能保证产品不被划伤,提高
摩托车及其链轮.pdf
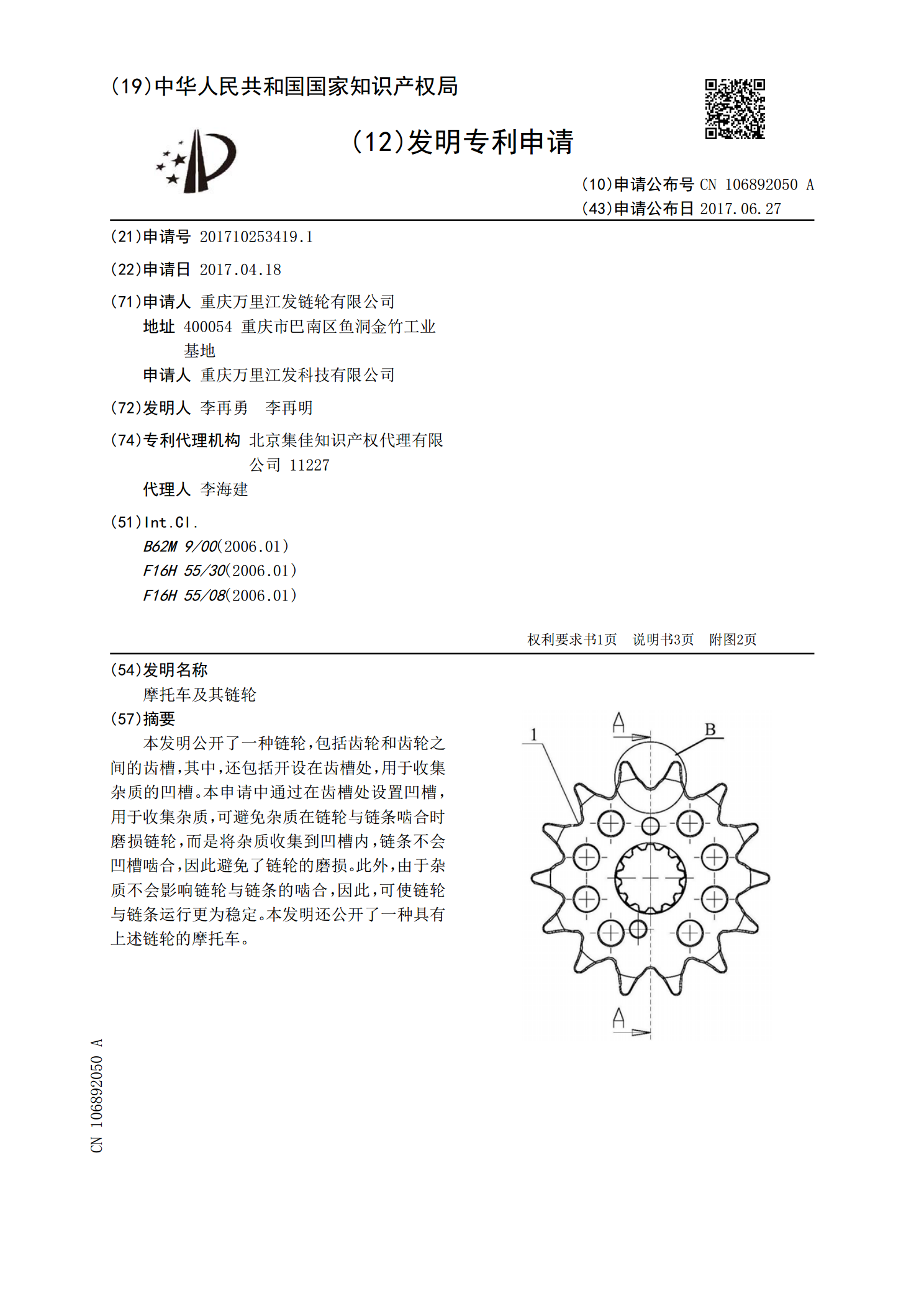
本发明公开了一种链轮,包括齿轮和齿轮之间的齿槽,其中,还包括开设在齿槽处,用于收集杂质的凹槽。本申请中通过在齿槽处设置凹槽,用于收集杂质,可避免杂质在链轮与链条啮合时磨损链轮,而是将杂质收集到凹槽内,链条不会凹槽啮合,因此避免了链轮的磨损。此外,由于杂质不会影响链轮与链条的啮合,因此,可使链轮与链条运行更为稳定。本发明还公开了一种具有上述链轮的摩托车。

摩托车链轮.pdf
本发明公开了一种摩托车链轮,包括链轮本体以及设置在链轮本体外圆上的轮齿和齿沟,在所述链轮本体齿沟的底部的两端面上分别设有排泥槽,该排泥槽向里逐渐扩展并抬高至端面。本发明在齿沟的底部的两端面上分别设置排泥槽,一旦齿沟内有泥土,在链轮转动过程中,齿沟内的泥土便会在旋转过程中从排泥槽中排出,降低链轮与啮合链条之间的摩擦,提高链轮的使用寿命;同时减少了传动时的阻力,传动效率更高。