
充气轮胎的制造方法以及充气轮胎.pdf

一条****彩妍


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

充气轮胎以及充气轮胎的制造方法.pdf
提供降低充气轮胎的滚动阻力的构造。充气轮胎(1),包含:圆筒形状的环状构造体(10);作为胎面部的橡胶层(11),其朝向环状构造体(10)的圆周方向地设置在环状构造体(10)的外侧(10so);和胎体部(12),其具有由橡胶覆盖的纤维,设置于与包含环状构造体(10)和橡胶层(11)的圆筒形状的构造体(2)的中心轴(Y轴)平行的方向上的两侧;在构造体(2)的子午线剖面上,橡胶层(11)的外侧(11so)与环状构造体(10)的外侧(10so)为同样的形状。

充气轮胎的制造方法以及充气轮胎.pdf
本发明提供充气轮胎的制造方法,提高硫化成形后型芯主体从轮胎的拆下性。该充气轮胎的制造方法使用具有型芯主体的刚性型芯来制造充气轮胎,其中型芯主体具有轮胎成形面,上述型芯主体包括沿周向交替地配置的第一、第二多个型芯扇形件。在至少一个第二型芯扇形件的轮胎成形面上形成有凹槽,该凹槽从该轮胎成形面的径向内端位置附近到型芯最大宽度位置附近、相对于周向以45~90°的角度延伸。
充气轮胎以及充气轮胎的制造方法.pdf
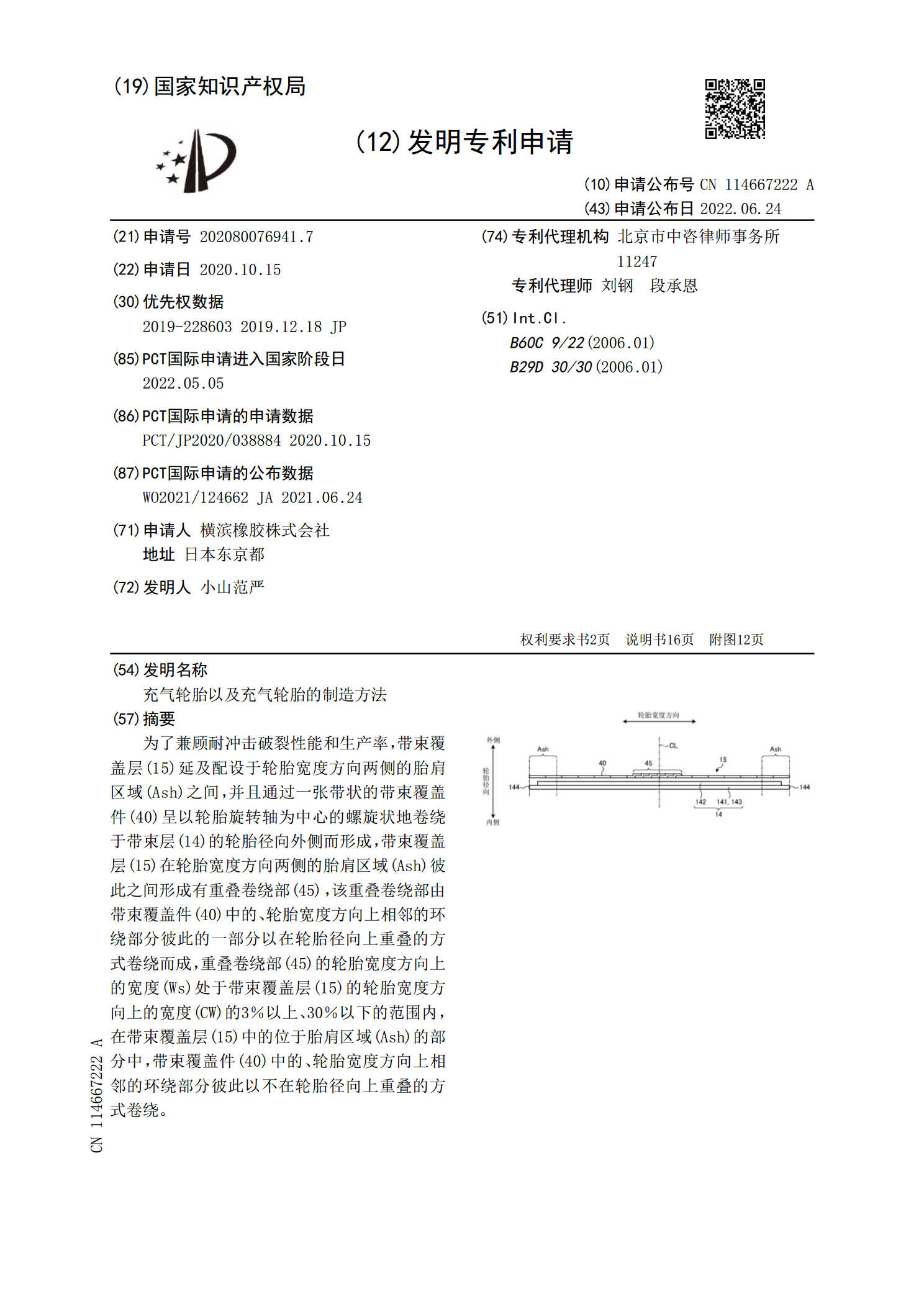
为了兼顾耐冲击破裂性能和生产率,带束覆盖层(15)延及配设于轮胎宽度方向两侧的胎肩区域(Ash)之间,并且通过一张带状的带束覆盖件(40)呈以轮胎旋转轴为中心的螺旋状地卷绕于带束层(14)的轮胎径向外侧而形成,带束覆盖层(15)在轮胎宽度方向两侧的胎肩区域(Ash)彼此之间形成有重叠卷绕部(45),该重叠卷绕部由带束覆盖件(40)中的、轮胎宽度方向上相邻的环绕部分彼此的一部分以在轮胎径向上重叠的方式卷绕而成,重叠卷绕部(45)的轮胎宽度方向上的宽度(Ws)处于带束覆盖层(15)的轮胎宽度方向上的宽度(CW
充气轮胎以及充气轮胎的制造方法.pdf
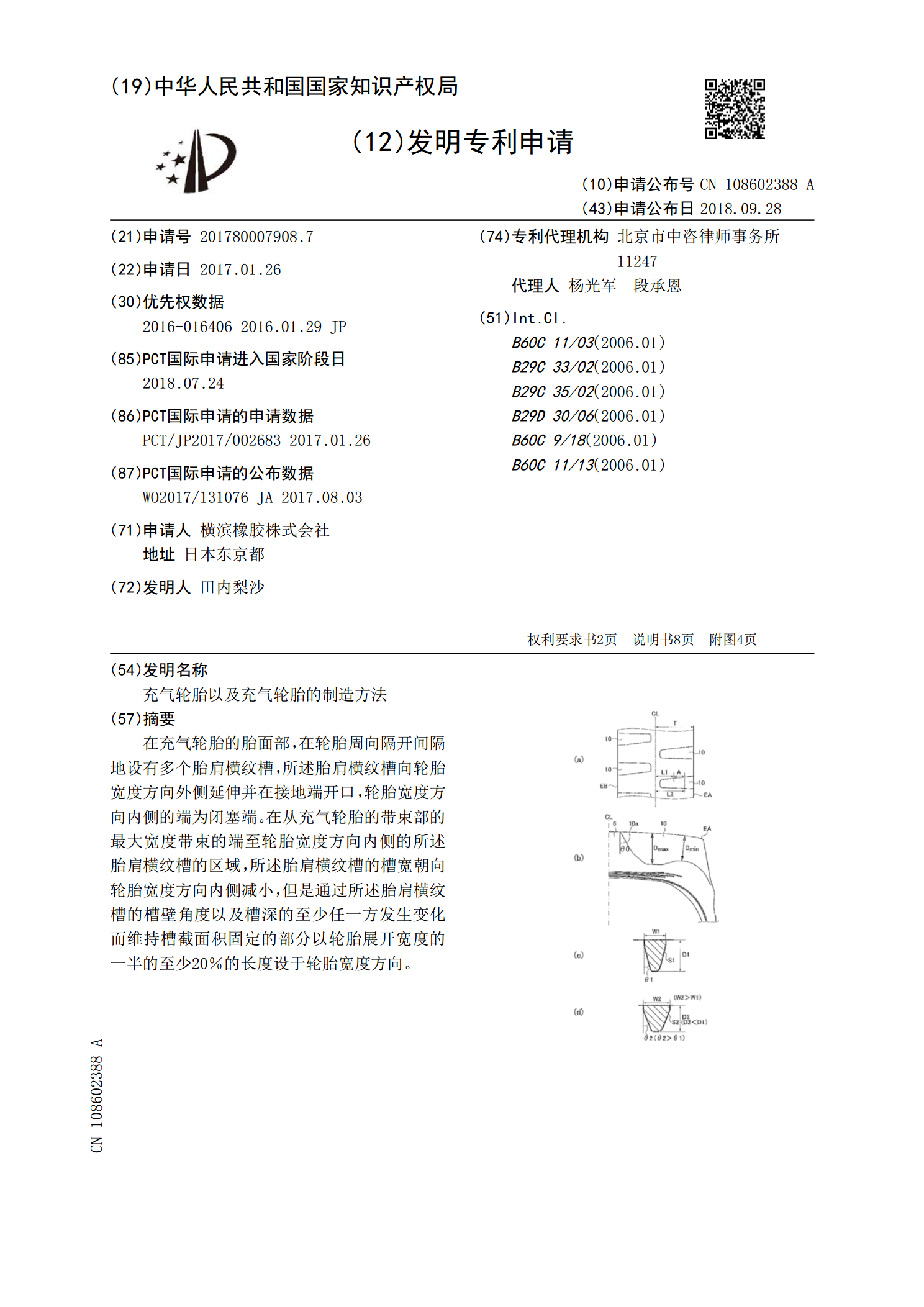
在充气轮胎的胎面部,在轮胎周向隔开间隔地设有多个胎肩横纹槽,所述胎肩横纹槽向轮胎宽度方向外侧延伸并在接地端开口,轮胎宽度方向内侧的端为闭塞端。在从充气轮胎的带束部的最大宽度带束的端至轮胎宽度方向内侧的所述胎肩横纹槽的区域,所述胎肩横纹槽的槽宽朝向轮胎宽度方向内侧减小,但是通过所述胎肩横纹槽的槽壁角度以及槽深的至少任一方发生变化而维持槽截面积固定的部分以轮胎展开宽度的一半的至少20%的长度设于轮胎宽度方向。
充气轮胎以及充气轮胎的制造方法.pdf
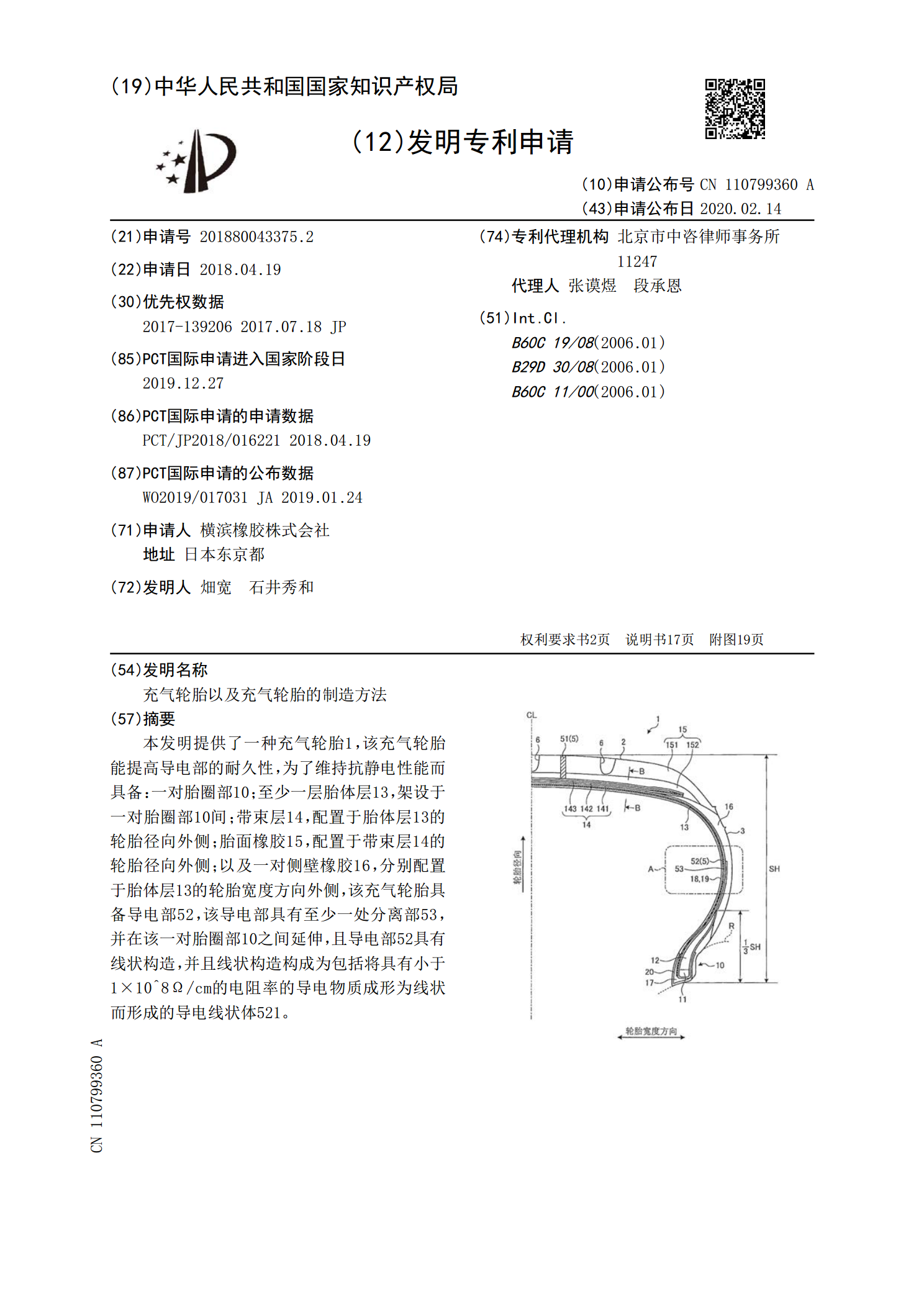
本发明提供了一种充气轮胎1,该充气轮胎能提高导电部的耐久性,为了维持抗静电性能而具备:一对胎圈部10;至少一层胎体层13,架设于一对胎圈部10间;带束层14,配置于胎体层13的轮胎径向外侧;胎面橡胶15,配置于带束层14的轮胎径向外侧;以及一对侧壁橡胶16,分别配置于胎体层13的轮胎宽度方向外侧,该充气轮胎具备导电部52,该导电部具有至少一处分离部53,并在该一对胎圈部10之间延伸,且导电部52具有线状构造,并且线状构造构成为包括将具有小于1×10^8Ω/cm的电阻率的导电物质成形为线状而形成的导电线状体