
一种低压铸造装置和低压铸造工艺.pdf

a是****澜吖


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种低压铸造装置和低压铸造工艺.pdf
本发明公开了一种低压铸造装置,包括:模具密闭加压充气室;设置于所述模具密闭加压充气室内的模具;惰性气体储存罐,所述惰性气体储存罐与所述模具密闭加压充气室通过气管连通。本发明改善了铝液流动性,有效的减少或避免了在充型过程中形成的氧化夹渣缺陷,最终使良品率提高4~5%。本发明还公开了一种低压铸造工艺。
一种低压铸造装置.pdf
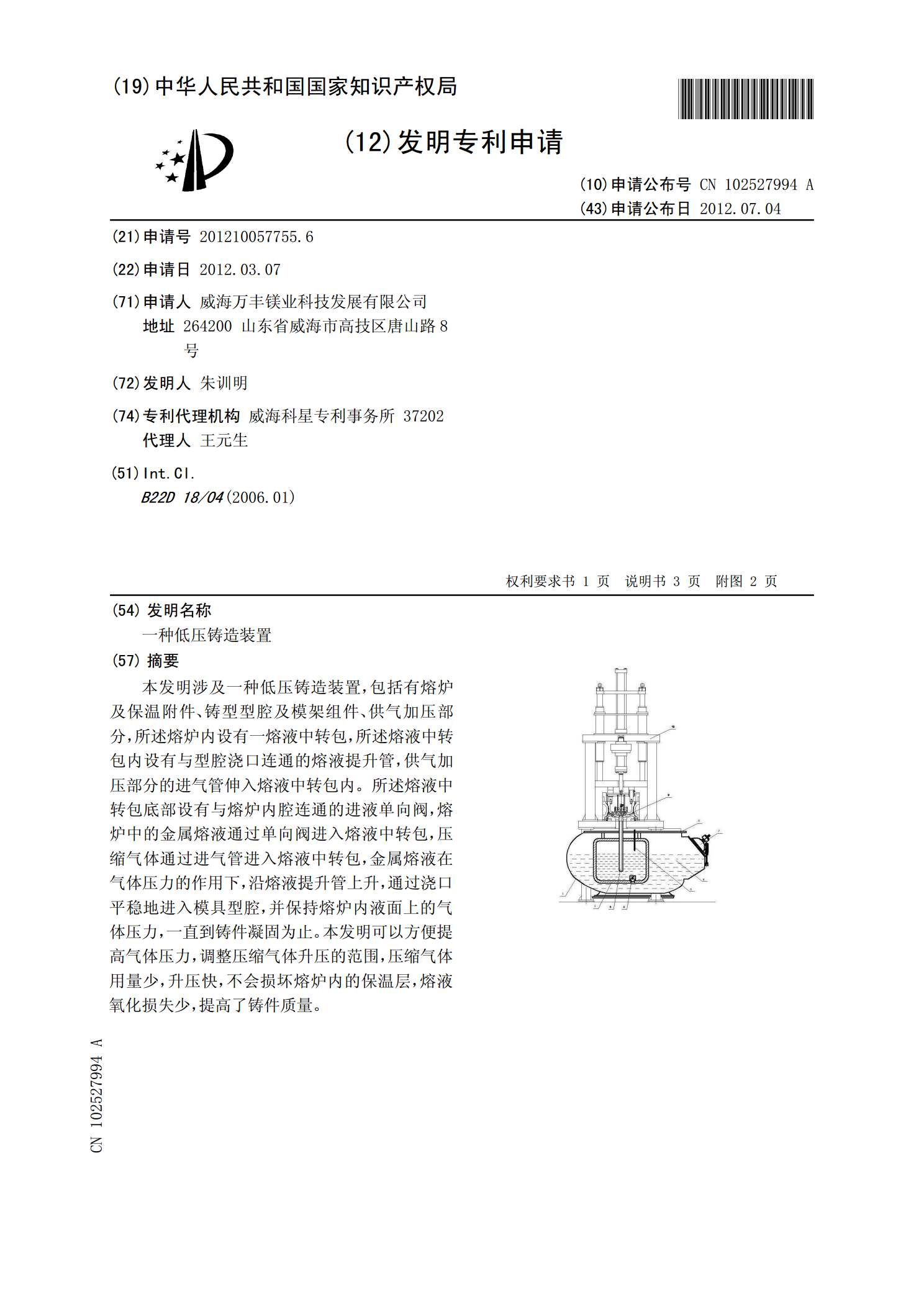
本发明涉及一种低压铸造装置,包括有熔炉及保温附件、铸型型腔及模架组件、供气加压部分,所述熔炉内设有一熔液中转包,所述熔液中转包内设有与型腔浇口连通的熔液提升管,供气加压部分的进气管伸入熔液中转包内。所述熔液中转包底部设有与熔炉内腔连通的进液单向阀,熔炉中的金属熔液通过单向阀进入熔液中转包,压缩气体通过进气管进入熔液中转包,金属熔液在气体压力的作用下,沿熔液提升管上升,通过浇口平稳地进入模具型腔,并保持熔炉内液面上的气体压力,一直到铸件凝固为止。本发明可以方便提高气体压力,调整压缩气体升压的范围,压缩气体用
一种铝合金低压铸造装置及工艺.pdf
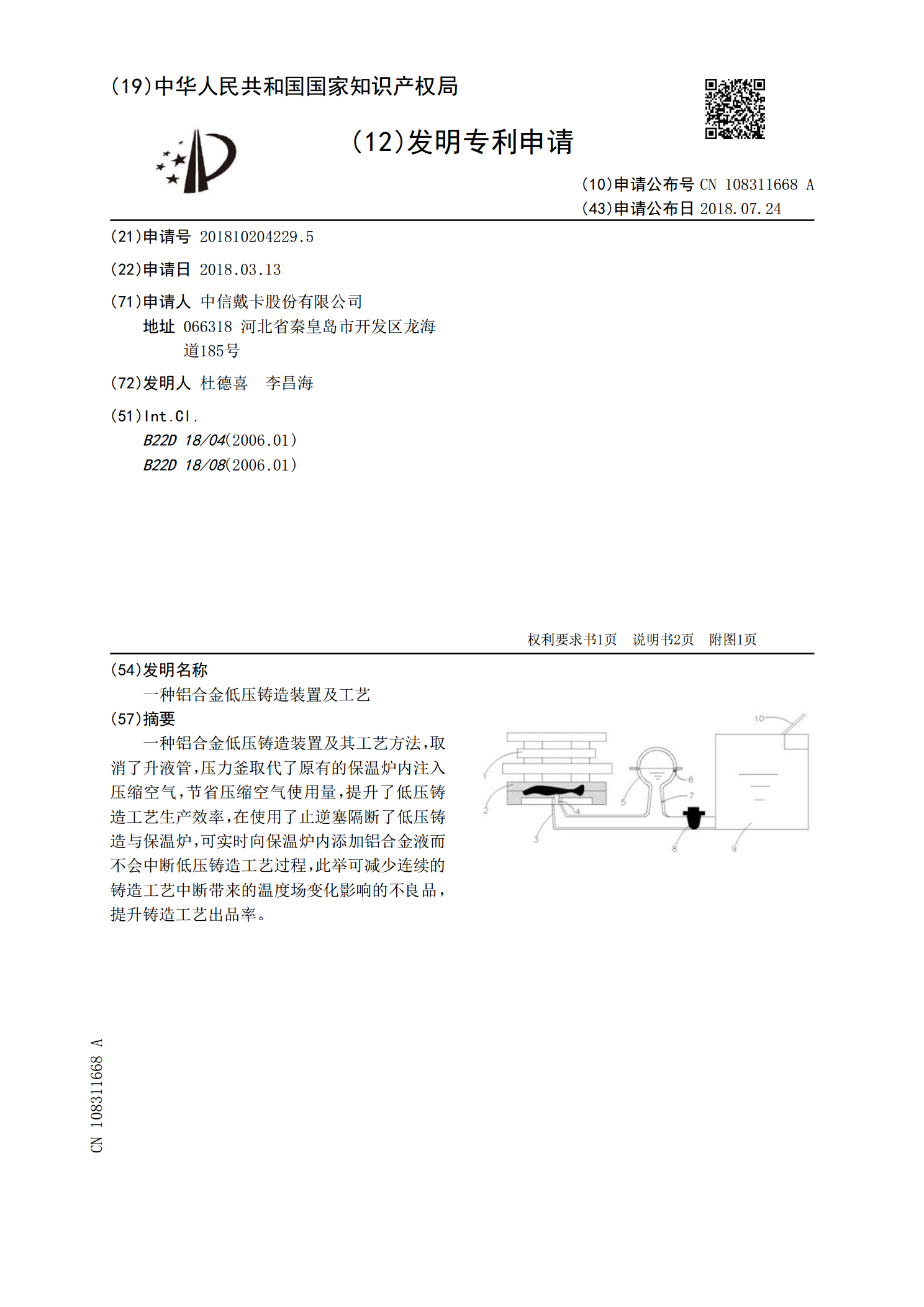
一种铝合金低压铸造装置及其工艺方法,取消了升液管,压力釜取代了原有的保温炉内注入压缩空气,节省压缩空气使用量,提升了低压铸造工艺生产效率,在使用了止逆塞隔断了低压铸造与保温炉,可实时向保温炉内添加铝合金液而不会中断低压铸造工艺过程,此举可减少连续的铸造工艺中断带来的温度场变化影响的不良品,提升铸造工艺出品率。

低压铸造工艺试验.docx
低压铸造工艺试验低压铸造工艺试验摘要:低压铸造是一种重要的金属铸造工艺,具有减少气孔、提高铸件质量和减少生产成本的优势。本论文通过对低压铸造工艺进行试验研究,探讨了铸造工艺参数对铸件质量的影响,并优化了低压铸造工艺参数,提高了铸件的密度和力学性能。关键词:低压铸造,工艺参数,铸件质量,密度,力学性能1.引言低压铸造是一种通过在铸造过程中施加一定的压力来填充金属熔体的铸造工艺。与传统的高压铸造相比,低压铸造具有气孔少、尺寸精度高和铸件质量稳定等优点,因此在航空航天、汽车制造等领域得到广泛应用。然而,低压铸造
轮毂低压铸造工艺.pdf
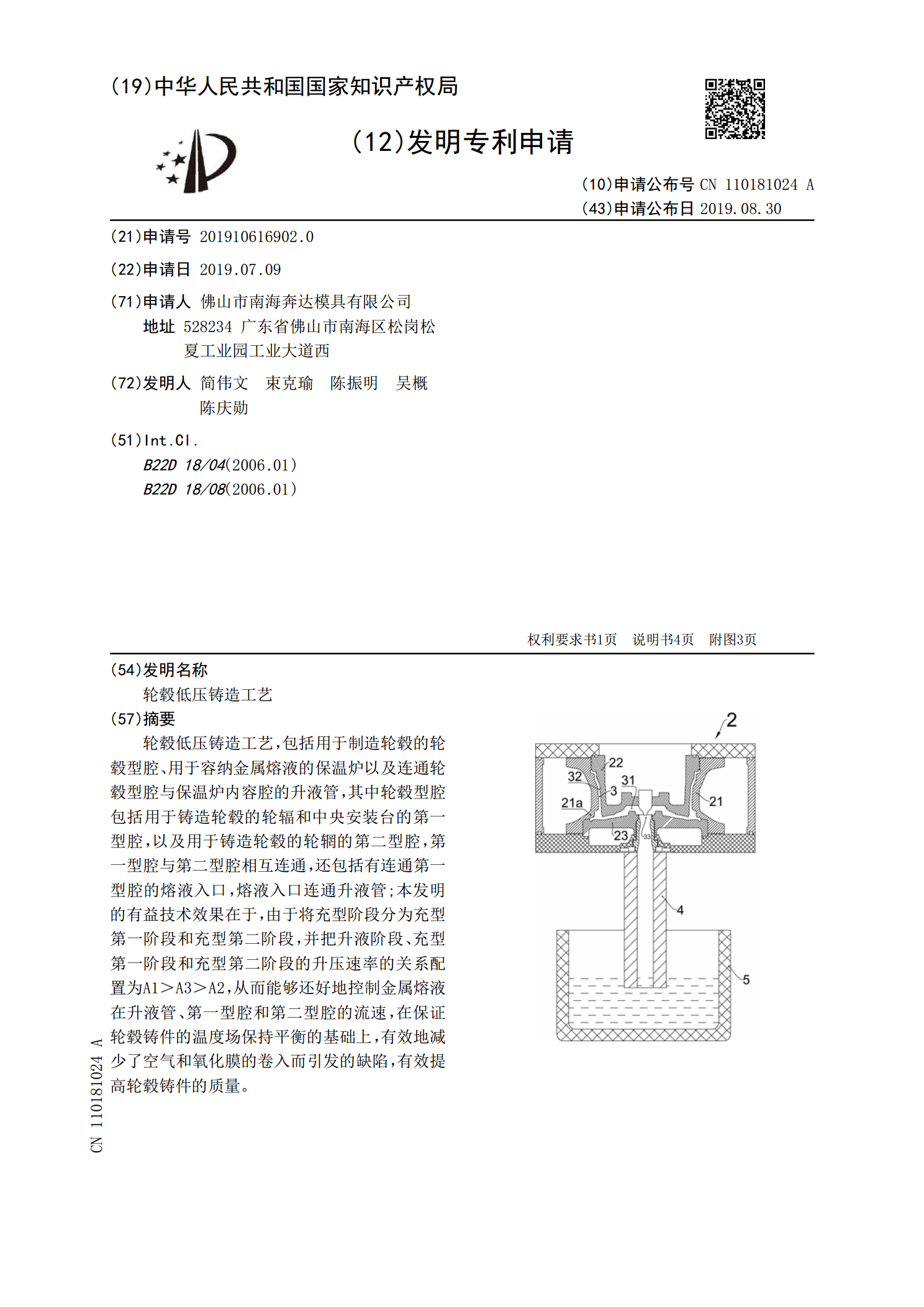
轮毂低压铸造工艺,包括用于制造轮毂的轮毂型腔、用于容纳金属熔液的保温炉以及连通轮毂型腔与保温炉内容腔的升液管,其中轮毂型腔包括用于铸造轮毂的轮辐和中央安装台的第一型腔,以及用于铸造轮毂的轮辋的第二型腔,第一型腔与第二型腔相互连通,还包括有连通第一型腔的熔液入口,熔液入口连通升液管;本发明的有益技术效果在于,由于将充型阶段分为充型第一阶段和充型第二阶段,并把升液阶段、充型第一阶段和充型第二阶段的升压速率的关系配置为A1>A3>A2,从而能够还好地控制金属熔液在升液管、第一型腔和第二型腔的流速,在保证轮毂铸件