
一种低压铸造装置.pdf

灵慧****89


1/7

2/7

3/7
4/7

5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种低压铸造装置和低压铸造工艺.pdf
本发明公开了一种低压铸造装置,包括:模具密闭加压充气室;设置于所述模具密闭加压充气室内的模具;惰性气体储存罐,所述惰性气体储存罐与所述模具密闭加压充气室通过气管连通。本发明改善了铝液流动性,有效的减少或避免了在充型过程中形成的氧化夹渣缺陷,最终使良品率提高4~5%。本发明还公开了一种低压铸造工艺。
一种低压铸造装置.pdf
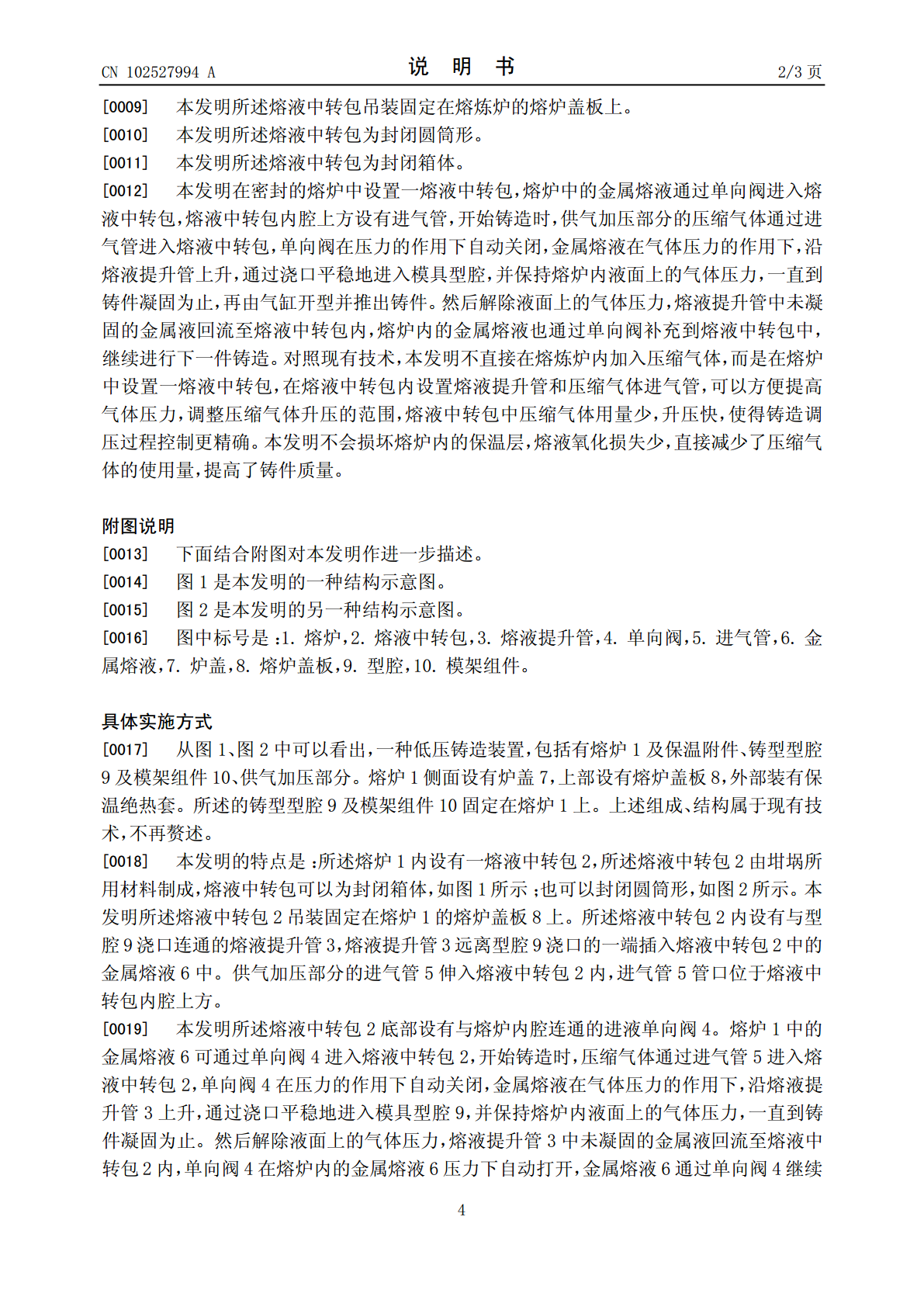
本发明涉及一种低压铸造装置,包括有熔炉及保温附件、铸型型腔及模架组件、供气加压部分,所述熔炉内设有一熔液中转包,所述熔液中转包内设有与型腔浇口连通的熔液提升管,供气加压部分的进气管伸入熔液中转包内。所述熔液中转包底部设有与熔炉内腔连通的进液单向阀,熔炉中的金属熔液通过单向阀进入熔液中转包,压缩气体通过进气管进入熔液中转包,金属熔液在气体压力的作用下,沿熔液提升管上升,通过浇口平稳地进入模具型腔,并保持熔炉内液面上的气体压力,一直到铸件凝固为止。本发明可以方便提高气体压力,调整压缩气体升压的范围,压缩气体用

一种低压铸造熔池装置.pdf
本发明公开了种低压铸造熔池装置,包括U型底座,所述U型底座的两个突出端的内壁上均设有L型杆,两个所述L型杆远离U型底座内壁的一端均连接有第一锥齿轮,所述U型底座的两个突出端上均开设有安装口,两个所述安装口内均设有轴承,两个所述轴承内均插设有转杆,两个所述转杆远离U型底座内的一端均套设有第二锥齿轮,所述第一锥齿轮与第二锥齿轮垂直设置并相互啮合,所述U型底座的内底壁插设有两个固定块,两个所述固定块上均开设有第一螺纹口。本发明实现了低压铸造熔池装置的移动的功能,同时滚轮可收回,避免了工作时装置晃动的问题,通过螺

一种铝合金低压铸造装置.pdf
本发明公开了一种铝合金低压铸造装置,从上往下依次包括砂箱、电磁搅拌器、保温容器、低压盘和升液管;保温容器上下留有圆形通道,连接砂箱底部和升液管,电磁搅拌器套在保温容器上部,低压盘过渡密封保温容器和升液管。本发明将电磁搅拌装置与熔炼设备以及低压浇注设备组合为一体,利用电磁场对铝合金熔体的电磁搅拌作用,达到充分促进熔体内部流动、细化熔体内部组织和促进排气除渣的效果和目的。
一种熔体电磁搅拌式低压铸造装置及铸造方法.pdf
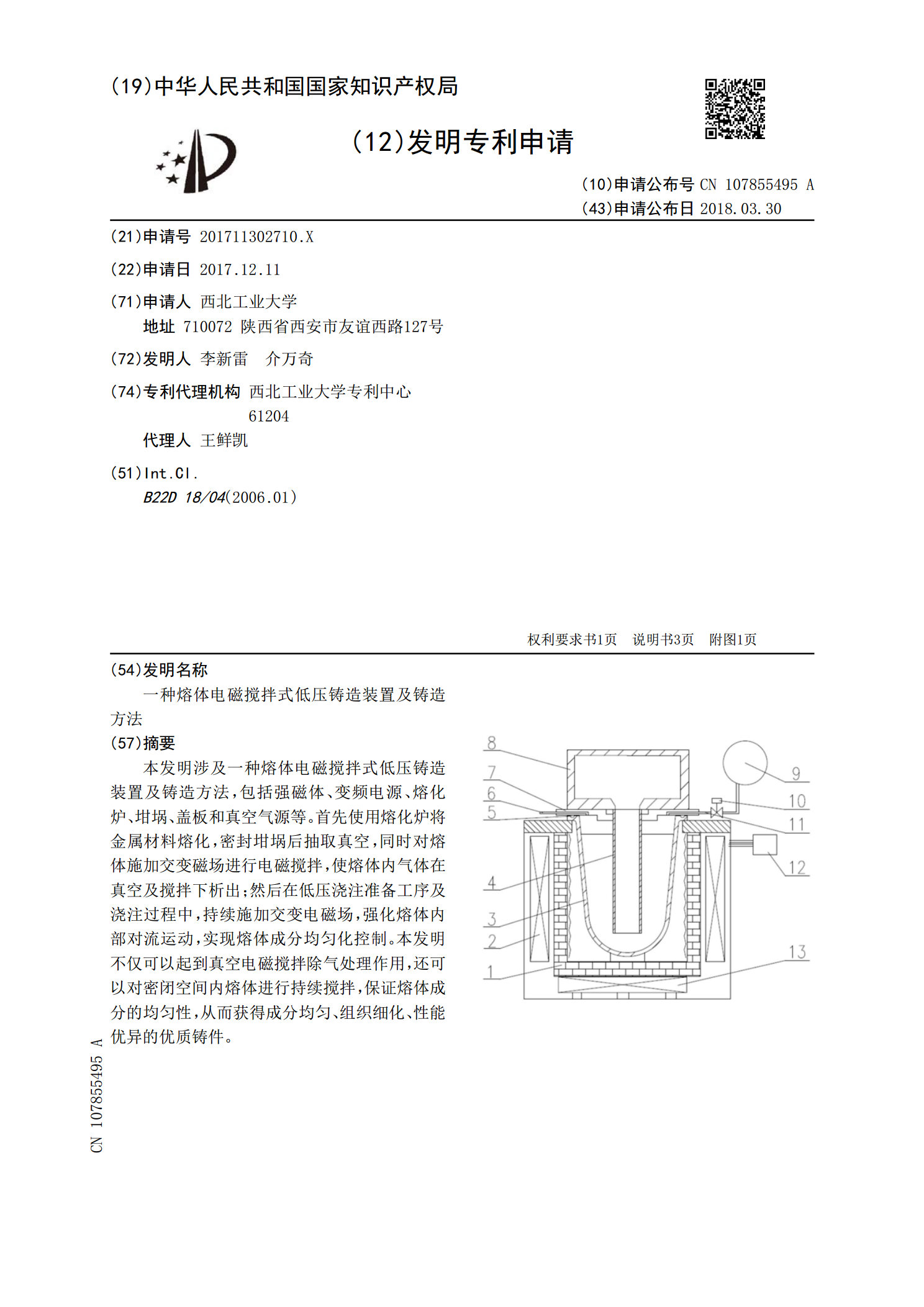
本发明涉及一种熔体电磁搅拌式低压铸造装置及铸造方法,包括强磁体、变频电源、熔化炉、坩埚、盖板和真空气源等。首先使用熔化炉将金属材料熔化,密封坩埚后抽取真空,同时对熔体施加交变磁场进行电磁搅拌,使熔体内气体在真空及搅拌下析出;然后在低压浇注准备工序及浇注过程中,持续施加交变电磁场,强化熔体内部对流运动,实现熔体成分均匀化控制。本发明不仅可以起到真空电磁搅拌除气处理作用,还可以对密闭空间内熔体进行持续搅拌,保证熔体成分的均匀性,从而获得成分均匀、组织细化、性能优异的优质铸件。