
轮毂低压铸造工艺.pdf

慧娇****文章

1/9

2/9
3/9
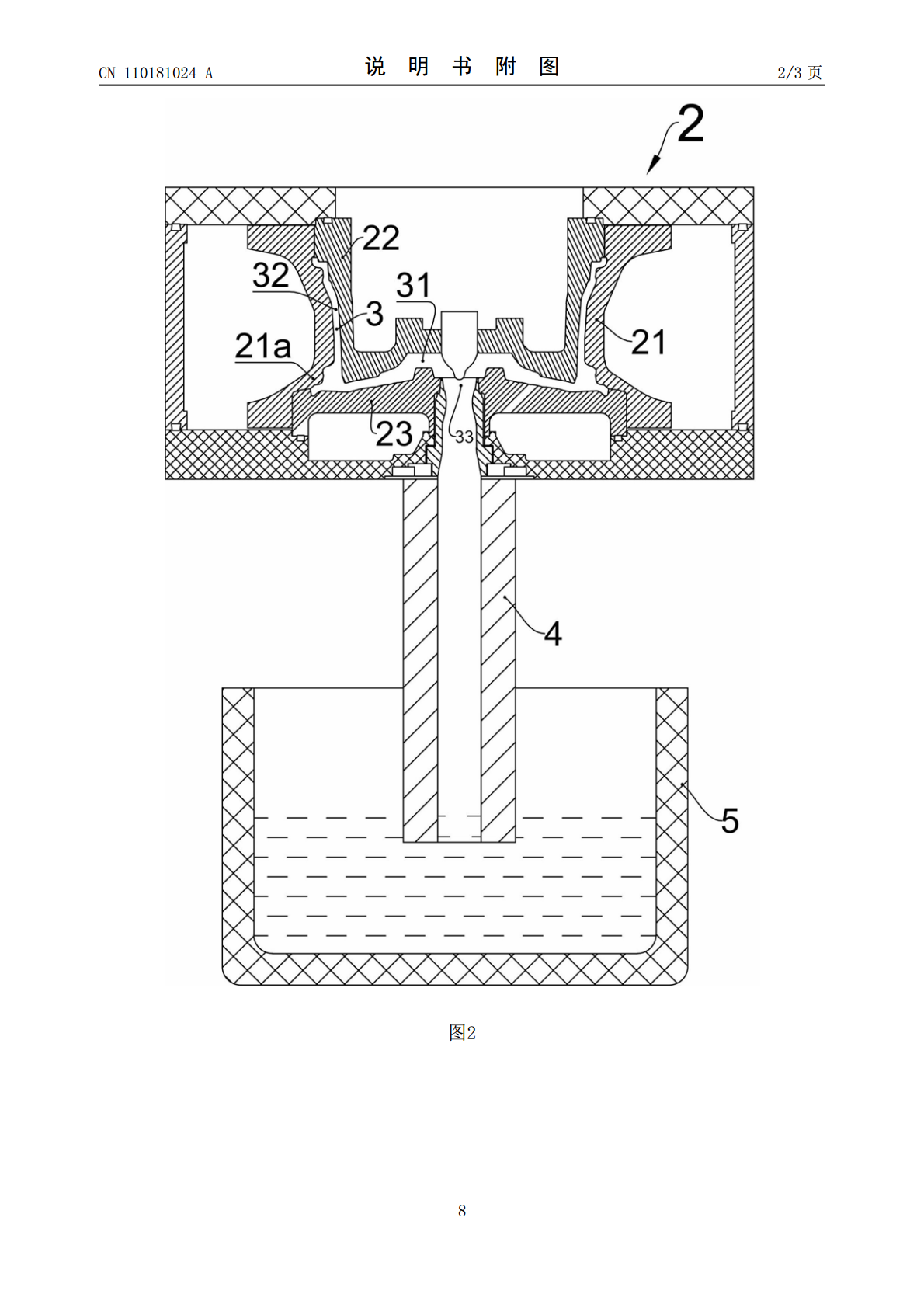
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
轮毂低压铸造工艺.pdf
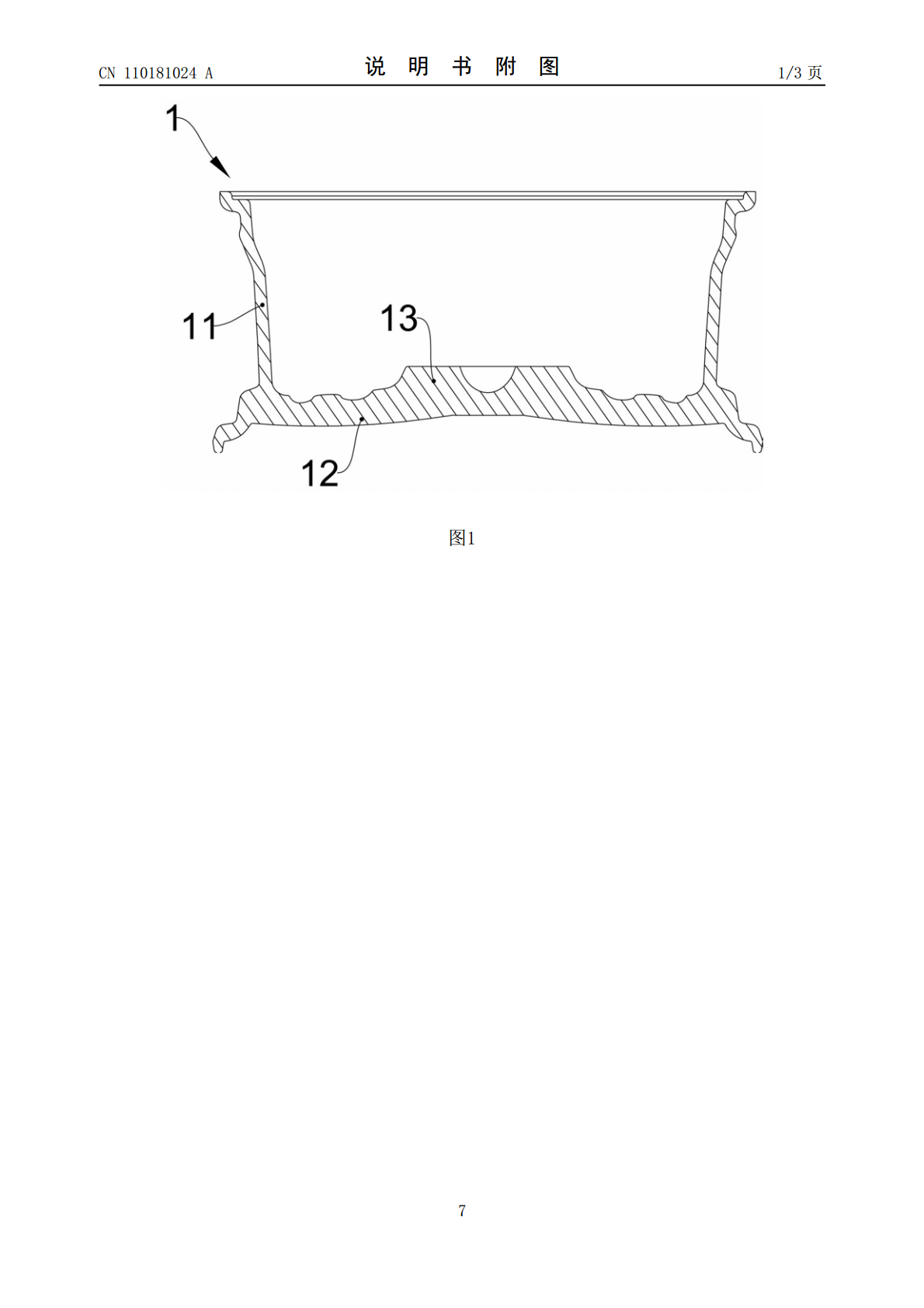
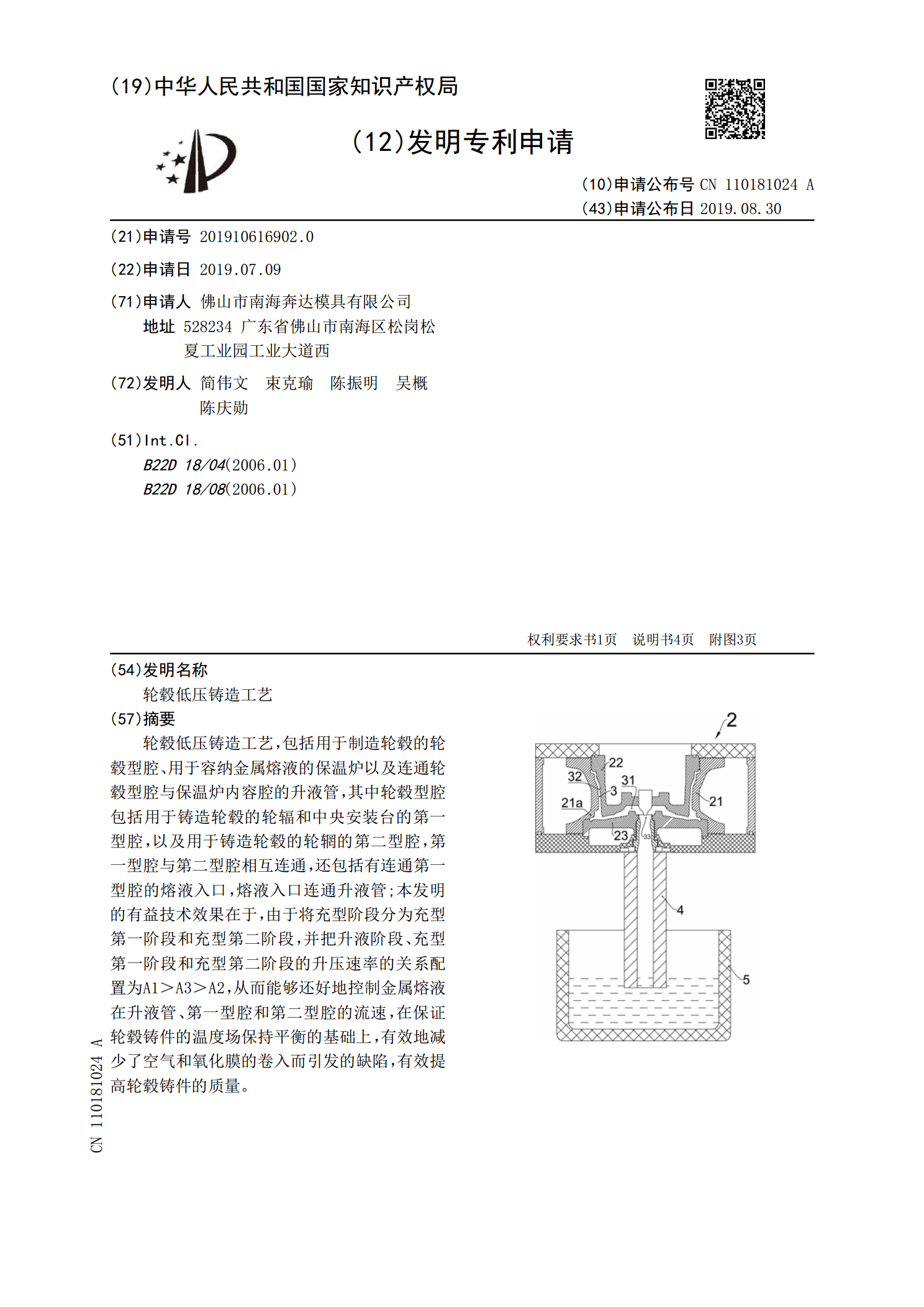
轮毂低压铸造工艺,包括用于制造轮毂的轮毂型腔、用于容纳金属熔液的保温炉以及连通轮毂型腔与保温炉内容腔的升液管,其中轮毂型腔包括用于铸造轮毂的轮辐和中央安装台的第一型腔,以及用于铸造轮毂的轮辋的第二型腔,第一型腔与第二型腔相互连通,还包括有连通第一型腔的熔液入口,熔液入口连通升液管;本发明的有益技术效果在于,由于将充型阶段分为充型第一阶段和充型第二阶段,并把升液阶段、充型第一阶段和充型第二阶段的升压速率的关系配置为A1>A3>A2,从而能够还好地控制金属熔液在升液管、第一型腔和第二型腔的流速,在保证轮毂铸件
铝合金轮毂的低压铸造工艺.pdf
本发明公开了一种铝合金轮毂的低压铸造工艺,低压铸造工艺包括以下步骤:1)将铝合金材料进行熔炼得到铝液,铝液主要成份的重量百分比为Si6.8~7.2、Mg4.5~5、Ti0.1~0.15、Fe0.05~0.1以及余量的Al,所述熔炼的温度为800~950℃;2)将模具预热至500℃,并保温;3)铝液在720~730℃开始出炉,并经高纯度氮气除气,低压铸造机保温炉670~695℃保温1小时;加压至0.04~0.06Mpa进行升液,升液时间为5~10s;加压至0.08~0.1Mpa至铝液充满模具型腔,然

轮毂砂芯及低压铸造轮毂模具.pdf
本发明提供了一种轮毂砂芯及低压铸造轮毂模具,轮毂砂芯包括砂芯本体(1),所述砂芯本体(1)的一端设置有锥形凸起(11),所述砂芯本体(1)的另一端开有盲孔(12),所述砂芯本体(1)开有所述盲孔(12)的一端设置有环形凸台(13)。本发明提供的技术方案,砂芯本体不再采用通孔结构,而是将砂芯本体的顶部设计成分流锥顶部的形状,利用砂芯成型的锥形凸起代替原来的分流锥顶部,实现对铝液的分流;分流锥不再与铝液直接接触,即使有少量铝液通过分流锥和砂芯本体的配合面渗入,也会流到砂芯本体的锥形孔底部,而不会堵塞排气塞,提

一种合金汽车轮毂低压铸造工艺.pdf
本发明公开了一种合金汽车轮毂低压铸造工艺,包括如下步骤:a、金属熔炼:将铝镁合金材料放入高温熔炼炉内熔炼成合金溶液,所述铝镁合金的成分及各成分的质量配比为:镁6%-9%、硅0.5%-1%、铁0.2%-0.5%、铜0.1%-0.4%、钛1%-2%、镍0.2%-0.6%、锰0.02%-0.05%、其余为铝;b、模具预热;c、浇注成型;d、卸压脱模。通过上述方式,本发明工艺简单易控,采用自行配方的铝镁合金低压浇注成型,该合金液流动性好,并结合合理的浇注温度和压力控制,使铸得的汽车轮毂内在质量好,机械性能好,合理
一种铝合金轮毂的低压铸造工艺.pdf
本发明公开了一种铝合金轮毂的低压铸造工艺,属于汽车零部件加工技术领域,该工艺包括如下操作步骤:1)将铝合金材料进行熔炼得到铝液,所述熔炼的温度为750~900℃;2)将模具预热至550℃,并保温1小时;3)将步骤1)的铝液在700~710℃开始出炉,并经高纯度氮气除气15分钟,之后转入低压铸造机保温炉670~695℃保温1小时;加压至0.04~0.06MPa铝液进入升液管进行升液,升液时间为5~10s;加压至0.08~0.1MPa至铝液充满模具型腔,然后将压力调整至0.06~0.07MPa进行保压,保压时