
CVT自动变速箱V型带轮轴精锻塑性成型工艺.pdf

运升****魔王


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

CVT自动变速箱V型带轮轴精锻塑性成型工艺.pdf
本发明公开了一种CVT自动变速箱V型带轮轴精锻塑性成型工艺,包括以下步骤:①温锻塑性成型;②低温退火,车加工:去除表面飞边、毛刺、抛丸、磷化、皂化处理,减径加工:对冷推挤精整后的锻件柄部直径再次减径,从而达到尺寸要求;③冷推挤精整成型。该成型工艺生产的产品质量稳定、强度大、密度高、抗冲击,减少了采用机床加工齿面带来的大量资金投入,生产效力高,节省了原材料,替代了热锻后大量采用机床加工的加工方法,既能满足产品精度要求,又能缩短生产周期及制造成本,同时也符合当今世界制造业发展的趋势。

绞盘内齿环精锻塑性成型工艺.pdf
本发明公开了一种绞盘内齿环精锻塑性成型工艺,包括以下步骤:①温锻塑性成型:将实心圆柱形金属坯料加热至锻造温度,模锻出两端面内陷共底各自成盲孔结构的装配端和预留挤压内齿坯料;②机加工去底,形成通孔结构,底所对应的部分称为装配端和预留挤压内齿坯料的结合部;③冷锻塑性成型:在冷锻成型凹模中,利用齿形模将预留挤压内齿坯料内壁或预留挤压内齿坯料和结合部的内壁模锻出内齿齿形。该工艺生产效率高、生产成本低,生产的产品的齿面强度和精度高,尤其是经挤压产品质量稳定,综合机械性能高,能满足起重设备绞盘使用,符合当今世界制造业

圆柱齿轮温冷复合精锻塑性成型工艺.pdf
本发明公开了一种圆柱齿轮温冷复合精锻塑性成型工艺,包括以下步骤:①温锻塑性成型;②正火、整形、喷砂、磷化、皂化表面及处理;③冷锻塑性成型;④等温正火后利用高速园盘锯对圆柱齿轮坯料冷锻件按尺寸分割;⑤冷推挤精整成型。该工艺生产的产品质量稳定、生产效率提高、生产周期较短,替代了热锻后大量采用机床加工的加工方法,减少了机床加工的作业量,既能满足精度要求,又降低了制造成本及周期,同时也符合当今世界制造业发展的趋势。

过滤器壳体精锻塑性成型生产工艺.pdf
本发明公开了一种过滤器壳体精锻塑性成型生产工艺,包括以下步骤:①温锻塑性成型;②井式炉退火、内外圆车加工、抛丸、前处理;③精整成型;④终端取长。该工艺生产的产品质量稳定、成品率高、生产周期短、生产效率高,替代了热锻后大量采用机床加工的加工方法,减少了机床加工的作业量,节省了原材料,既能满足精度要求,又降低了制造成本及周期,同时也符合当今世界制造业发展的趋势。
汽车CVT自动变速器导轮轴制造工艺.pdf
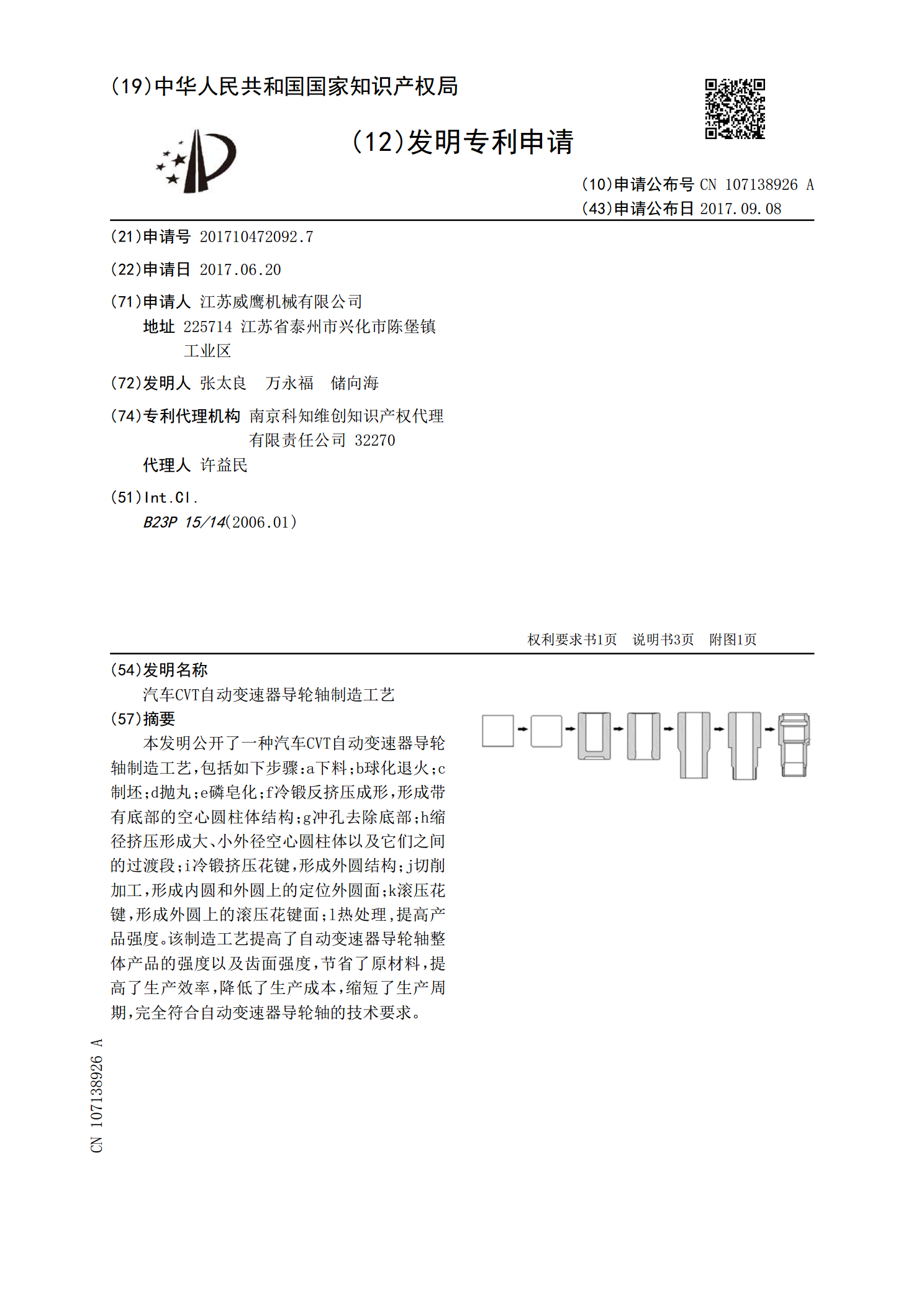
本发明公开了一种汽车CVT自动变速器导轮轴制造工艺,包括如下步骤:a下料;b球化退火;c制坯;d抛丸;e磷皂化;f冷锻反挤压成形,形成带有底部的空心圆柱体结构;g冲孔去除底部;h缩径挤压形成大、小外径空心圆柱体以及它们之间的过渡段;i冷锻挤压花键,形成外圆结构;j切削加工,形成内圆和外圆上的定位外圆面;k滚压花键,形成外圆上的滚压花键面;l热处理,提高产品强度。该制造工艺提高了自动变速器导轮轴整体产品的强度以及齿面强度,节省了原材料,提高了生产效率,降低了生产成本,缩短了生产周期,完全符合自动变速器导轮轴