
一种大直径小模数齿轮淬火工艺.pdf

猫巷****觅蓉


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种大直径小模数齿轮淬火工艺.pdf
本发明公开了一种大直径小模数齿轮淬火工艺,通过感应加热器在齿轮表面来回移动反复对齿轮表面进行高温加热处理达到淬火效果,使齿轮有较高的齿面硬度,而且齿部及齿根均有足够的硬化层,减少齿轮出现裂纹的几率,提高齿轮的整体质量。
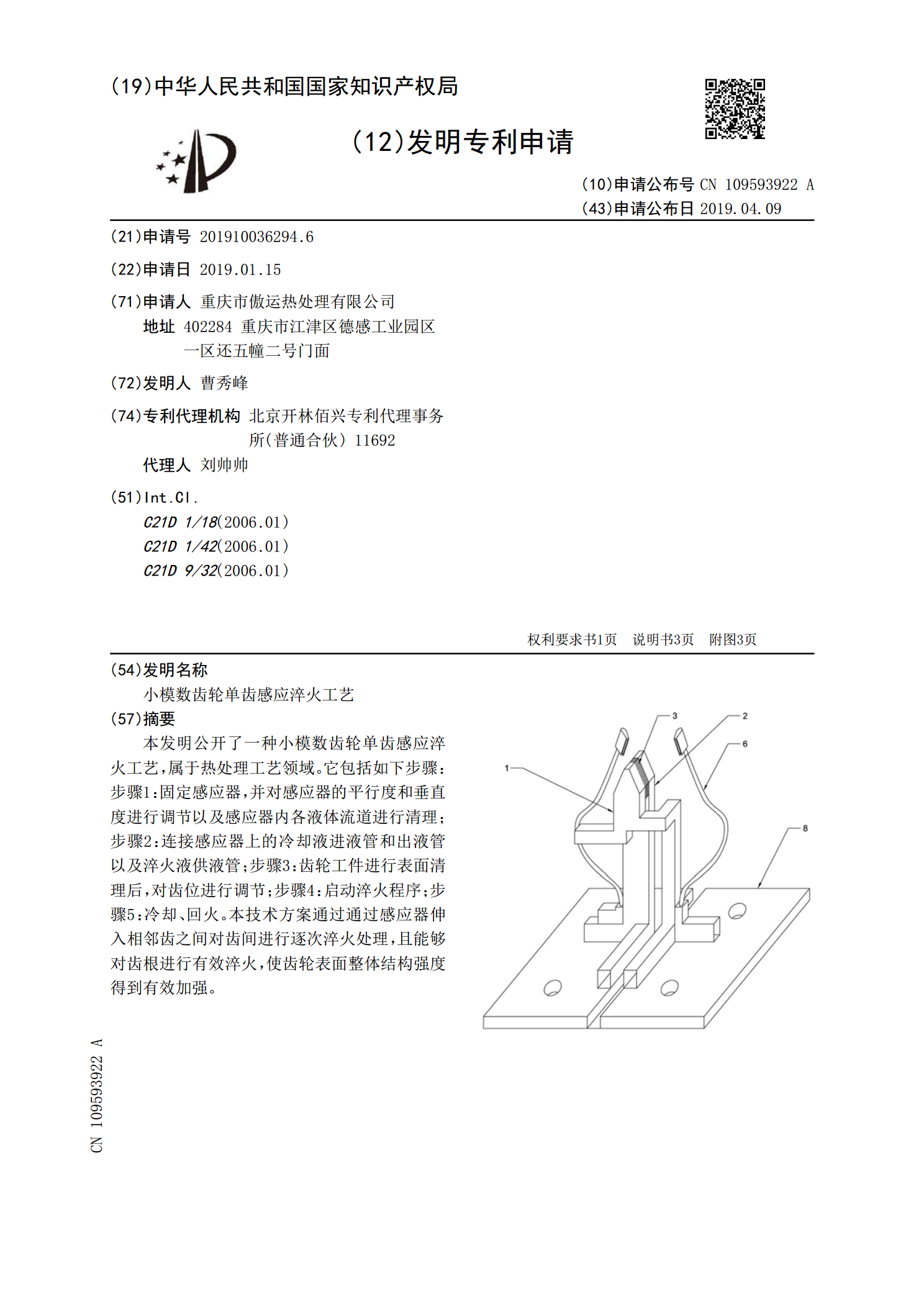
小模数齿轮单齿感应淬火工艺.pdf
本发明公开了一种小模数齿轮单齿感应淬火工艺,属于热处理工艺领域。它包括如下步骤:步骤1:固定感应器,并对感应器的平行度和垂直度进行调节以及感应器内各液体流道进行清理;步骤2:连接感应器上的冷却液进液管和出液管以及淬火液供液管;步骤3:齿轮工件进行表面清理后,对齿位进行调节;步骤4:启动淬火程序;步骤5:冷却、回火。本技术方案通过通过感应器伸入相邻齿之间对齿间进行逐次淬火处理,且能够对齿根进行有效淬火,使齿轮表面整体结构强度得到有效加强。
一种小模数齿轮专用淬火油及其制备方法.pdf
本发明公开了一种小模数齿轮专用淬火油及其制备方法,属于金属热处理技术领域。该淬火油的组成成分及各组分质量份数为:精制基础油35~40份,催冷复剂2~3份,发黑复剂0.5~0.8份,光亮剂0.3~0.7份,表面活性剂0.6~0.8份,抗氧化剂0.04~0.06份。本发明的淬火油是专门针对模数小于1毫米的小模数齿轮研发的,最佳使用温度在100~110℃之间,在此温度范围内,淬火油的流动性好,对小模数齿轮的冷却速度适中,在淬火的同时在齿轮表面自发黑形成保护膜,减少热处理后表面再次涂覆防锈处理,节约资源,减少工序

大模数大直径小宽度齿轮的加工方法及加工工具.pdf
本发明涉及一种大模数大直径小宽度齿轮的加工方法,该方法很好的解决了大模数大直径小宽度齿轮加工时存在的加工困难和加工中容易严重变形的问题,其加工过程合理,大大提高了齿轮的刚度,有效防止了齿轮的变形。
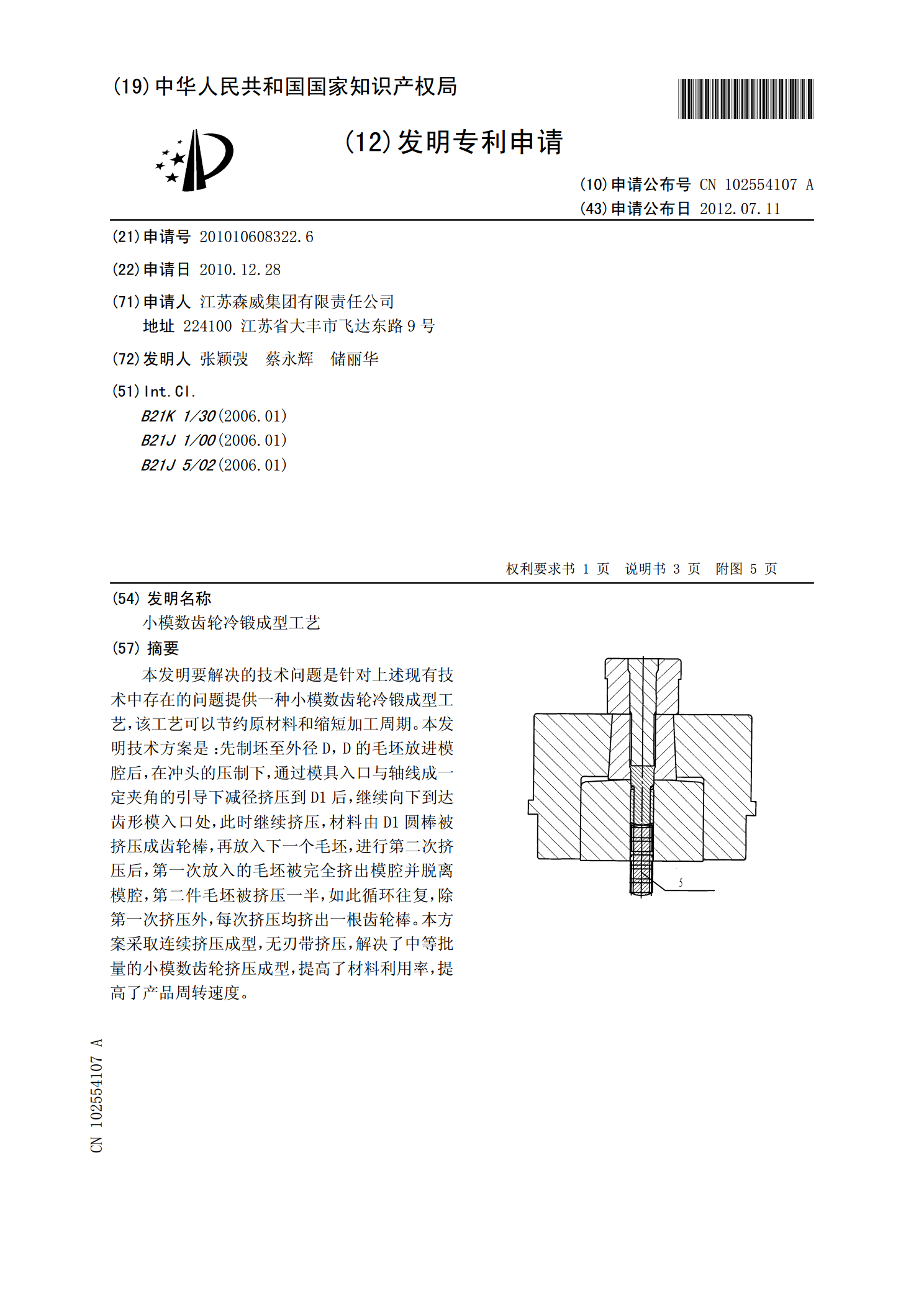
小模数齿轮冷锻成型工艺.pdf
本发明要解决的技术问题是针对上述现有技术中存在的问题提供一种小模数齿轮冷锻成型工艺,该工艺可以节约原材料和缩短加工周期。本发明技术方案是:先制坯至外径D,D的毛坯放进模腔后,在冲头的压制下,通过模具入口与轴线成一定夹角的引导下减径挤压到D1后,继续向下到达齿形模入口处,此时继续挤压,材料由D1圆棒被挤压成齿轮棒,再放入下一个毛坯,进行第二次挤压后,第一次放入的毛坯被完全挤出模腔并脱离模腔,第二件毛坯被挤压一半,如此循环往复,除第一次挤压外,每次挤压均挤出一根齿轮棒。本方案采取连续挤压成型,无刃带挤压,解决