
一种二辊四机架连轧机组.pdf

书生****瑞梦


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种二辊四机架连轧机组.pdf
本发明公开了一种二辊四机架连轧机组。包括毛管横移车、前台芯棒冷却润滑循环系统、芯棒限动系统、连轧机、脱管机;毛管横移车安装在穿孔机后台和连轧机前台之间;前台芯棒冷却润滑循环系统包括安装在芯棒传输链上的芯棒循环横移装置、石墨润滑装置、芯棒冷却装置、新芯棒上料预热装置;芯棒限动系统包括双面齿条、头部有可与芯棒尾端坚固联接的芯棒夹持头、两组与齿条啮合的齿轮;连轧机包括串联安装在底座上的四机架,其中两机架为卧式,机架Ⅱ、两机架为立式,轧辊与地面成45度或水平垂直交错安装;机架Ⅰ前端、机架Ⅱ和机架Ⅲ之间、机架Ⅳ后端

多机架二辊减径机组.pdf
本发明涉及无缝钢管热轧设备技术领域,尤其是一种多机架二辊减径机组。其包括传动电机、防护罩、箱体、主传动轴、传动齿轮副、从动传动轴、轧辊和轴承,箱体上设有轴承室和端盖,轴承安装在轴承室内,轴承末端设有调节盖板。箱体由于采用整体框架结构加工,具有较高的刚性及精度,能满足一般无缝钢管的轧制要求;对于一般中小壁厚无缝钢管的轧制都能通过更换轧辊得以实现,具有较高的在线孔型尺寸调整灵活性,方便企业根据需要组织生产,又不用添置各种不同型号的设备,在一定程度上降低了无缝钢管的生产成本。
热连轧精轧机组窜辊控制方法.pdf
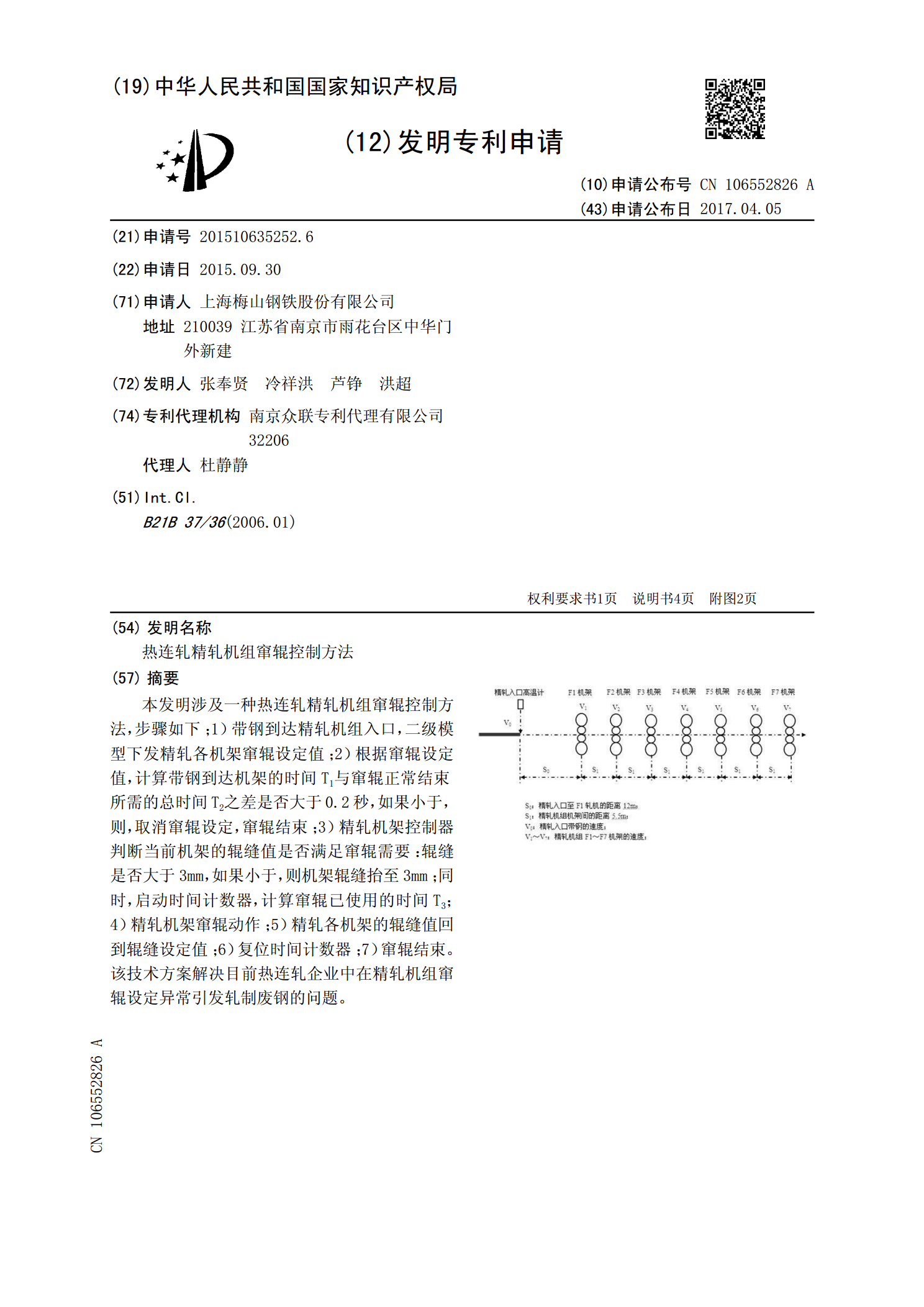
本发明涉及一种热连轧精轧机组窜辊控制方法,步骤如下;1)带钢到达精轧机组入口,二级模型下发精轧各机架窜辊设定值;2)根据窜辊设定值,计算带钢到达机架的时间T

一种双机架四辊平整机组的辊型曲线设计方法.pdf
本发明涉及一种双机架四辊平整机组的辊型曲线设计方法,其特征在于所述方法包括以下步骤:(a)收集双机架平整机组的设备特征参数;(b)收集带钢的各品种规格范围的典型规格产品来料参数;(c)设定第一机架、第二机架的弯辊力、倾辊在基态;(d)以辊型曲线参数和优化变量,设定工作辊和支承辊的辊型曲线;(e)优化计算出辊型曲线参数;(f)将最优辊型曲线参数代入得到最优工作辊和支承辊的辊型曲线方程。该技术方案在考虑到板形和辊耗的同时,兼顾到色差的控制,优化所得工作辊和支撑辊辊型曲线,可最大程度使轧制压力和辊间压力分布均匀

一种热连轧精轧机组弯辊的优化设定方法.pdf
一种热连轧精轧机组弯辊的优化设定方法,涉及热轧带钢板形控制领域,解决现有技术仅考虑热轧带钢头部板形控制需要来设定弯辊力的问题。本发明提出的弯辊优化设定方法对带钢全长轧制过程进行考虑,根据最近一次同钢种规格带钢的实际轧制力和凸度变化情况,预算本块带钢用于板形全长实时控制所需要的弯辊力变化值,结合弯辊的设备能力极限,为带钢中尾部板形控制需要预留必要的弯辊力调节量,而不是简单考虑将弯辊力设定在平衡力附近,而是根据整个轧制过程需要的弯辊力调节量,预先留出需要的弯辊能力,最大限度地利用弯辊设备能力。本发明考虑了热轧