
旋锻技术讲座课件.ppt

ca****ng


1/10

2/10

3/10

4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共68页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

旋锻技术讲座课件.ppt
旋锻技术讲座第一节旋锻过程及特点通常,旋转锻造有两种基本的锻造方法:一种是“进料锻造法”,其示意图如图1所示。锻造时模具绕坯料旋转,并对坯料作段冲程、高频率的锤击。坯料是直接从模具入口端送进,直至锻出所需的锻件长度为止。这种方法用在单项锻制细长台阶的场合,其台阶过渡锥锥角较小,一般最大为20°。另一种是“凹进锻造法”,其示意如图2所示。锻造时,模具除可绕坯料旋转和对坯料作段冲程。高频率的锤击外,还可以作“开启”与“闭合”动作。这种方法用在锻制双向台阶和中间变细轴的场合,其两端的台阶过渡锥短而陡峭。二、旋锻

冷旋锻技术讲座.ppt
冷旋锻技术讲座2345678910111213141516171819202122232425262728293031323334353637383940414243444546474849505152535455565758596061626364656667感谢您的关注

钨的旋锻加工缺陷分析.docx
钨的旋锻加工缺陷分析钨是一种重要的金属材料,具有高融点、高密度、高强度等优良特性,在航空航天、电子、化工等领域得到广泛应用。然而,在旋锻加工过程中,钨可能会出现一些缺陷,如裂纹、气孔、夹杂物等,这些缺陷会降低材料的性能和使用寿命。因此,对钨的旋锻加工缺陷进行分析和研究具有重要意义。1.裂纹是钨旋锻加工中常见的缺陷之一。裂纹的形成可能是由于材料在变形过程中应力集中、塑性变形不均匀、内部缺陷等原因导致的。裂纹的存在对钨材料的强度和韧性有着很大影响。为了避免裂纹的产生,可以采取一些措施,如提高旋锻温度、增加旋锻
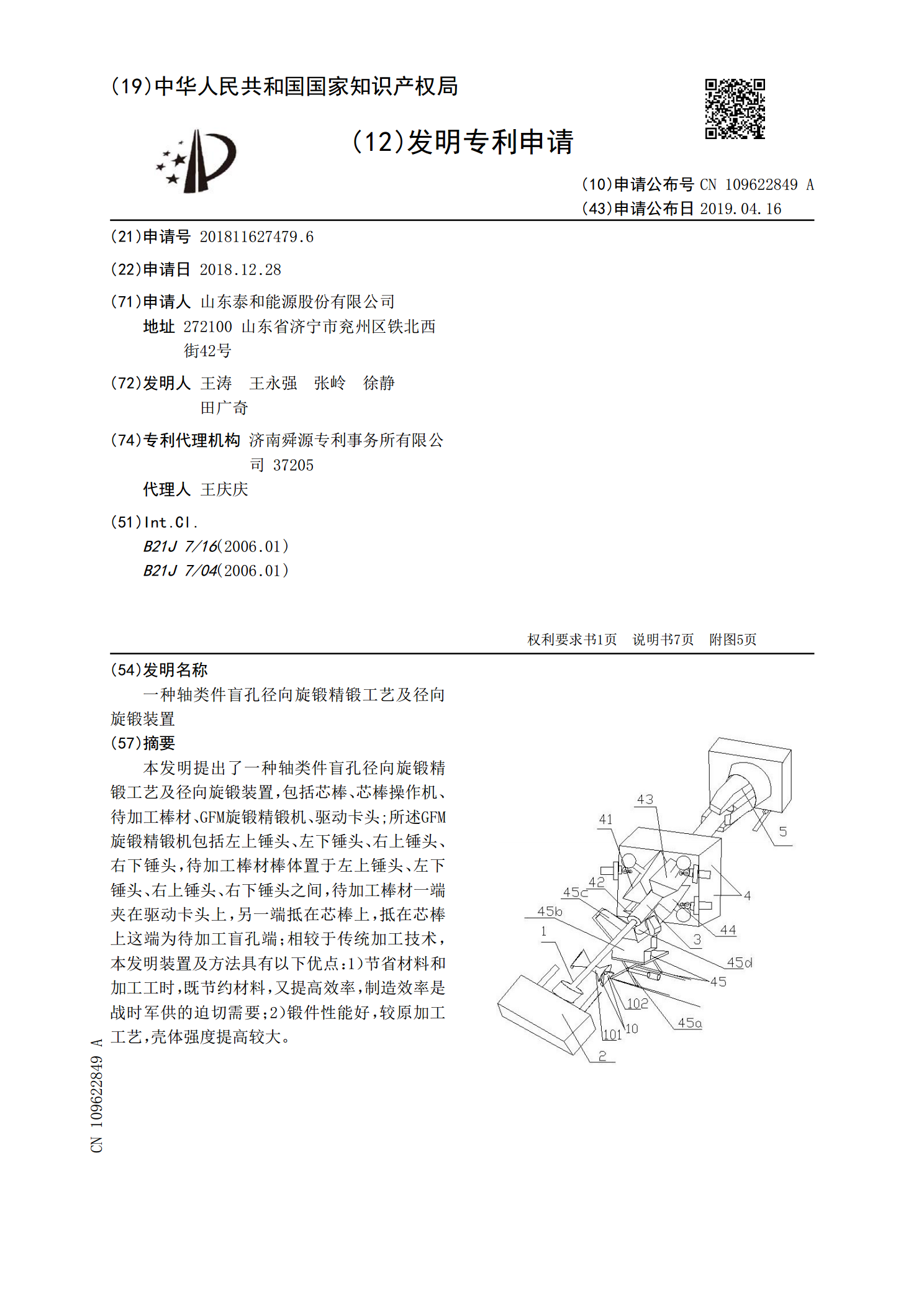
一种轴类件盲孔径向旋锻精锻工艺及径向旋锻装置.pdf
本发明提出了一种轴类件盲孔径向旋锻精锻工艺及径向旋锻装置,包括芯棒、芯棒操作机、待加工棒材、GFM旋锻精锻机、驱动卡头;所述GFM旋锻精锻机包括左上锤头、左下锤头、右上锤头、右下锤头,待加工棒材棒体置于左上锤头、左下锤头、右上锤头、右下锤头之间,待加工棒材一端夹在驱动卡头上,另一端抵在芯棒上,抵在芯棒上这端为待加工盲孔端;相较于传统加工技术,本发明装置及方法具有以下优点:1)节省材料和加工工时,既节约材料,又提高效率,制造效率是战时军供的迫切需要;2)锻件性能好,较原加工工艺,壳体强度提高较大。
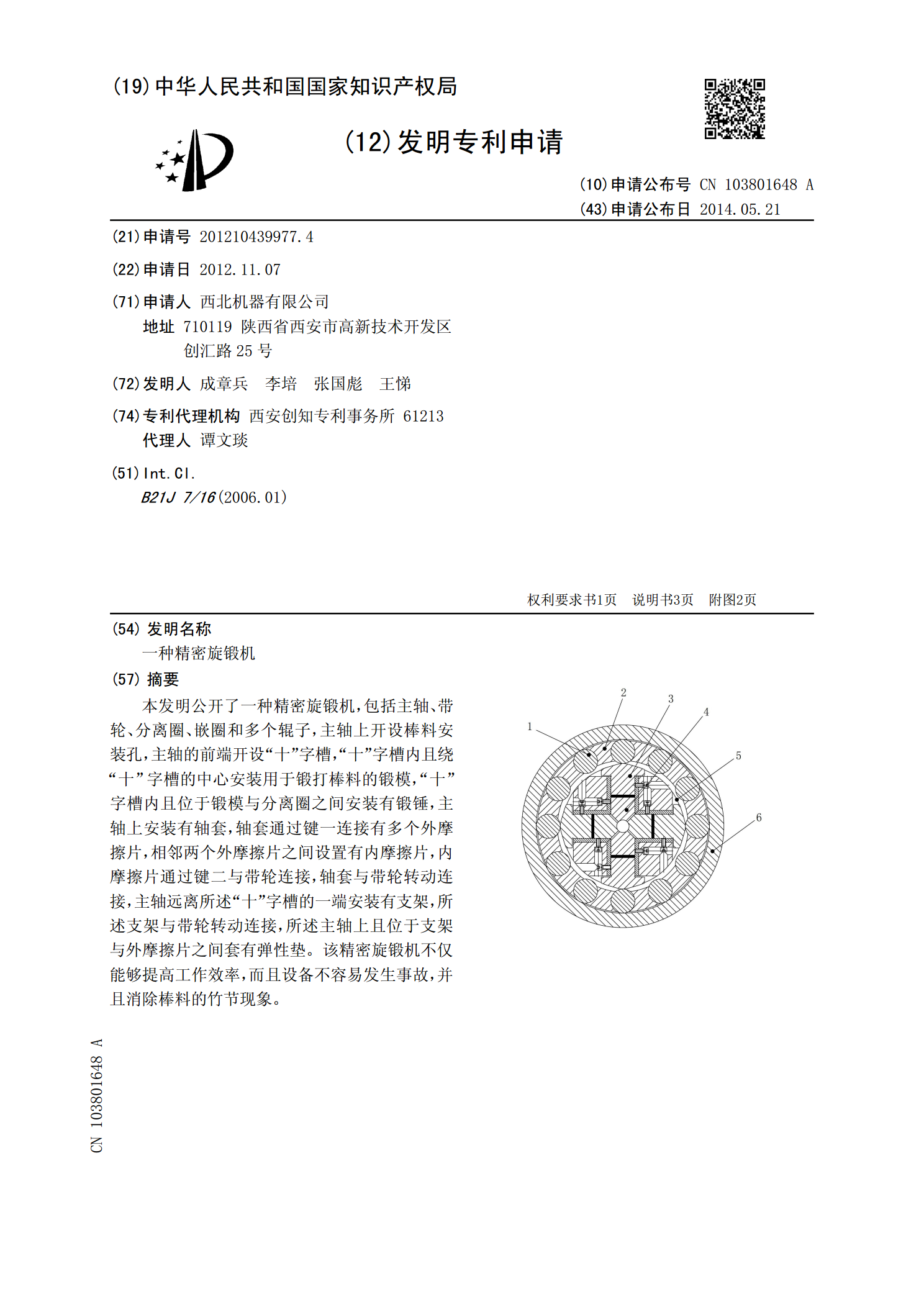
一种精密旋锻机.pdf
本发明公开了一种精密旋锻机,包括主轴、带轮、分离圈、嵌圈和多个辊子,主轴上开设棒料安装孔,主轴的前端开设“十”字槽,“十”字槽内且绕“十”字槽的中心安装用于锻打棒料的锻模,“十”字槽内且位于锻模与分离圈之间安装有锻锤,主轴上安装有轴套,轴套通过键一连接有多个外摩擦片,相邻两个外摩擦片之间设置有内摩擦片,内摩擦片通过键二与带轮连接,轴套与带轮转动连接,主轴远离所述“十”字槽的一端安装有支架,所述支架与带轮转动连接,所述主轴上且位于支架与外摩擦片之间套有弹性垫。该精密旋锻机不仅能够提高工作效率,而且设备不容易