
一种轴类件盲孔径向旋锻精锻工艺及径向旋锻装置.pdf

文光****iu


1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种轴类件盲孔径向旋锻精锻工艺及径向旋锻装置.pdf
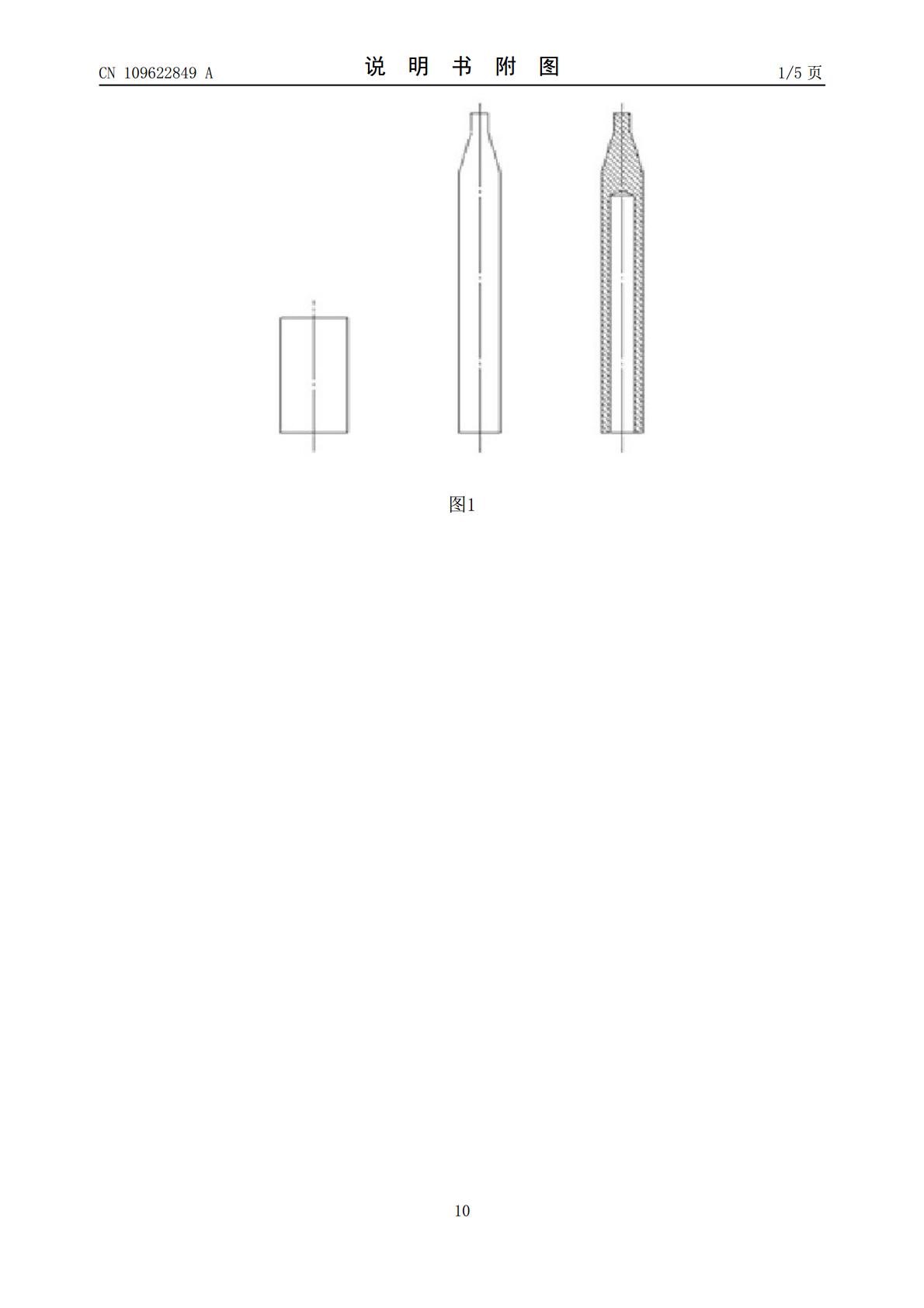
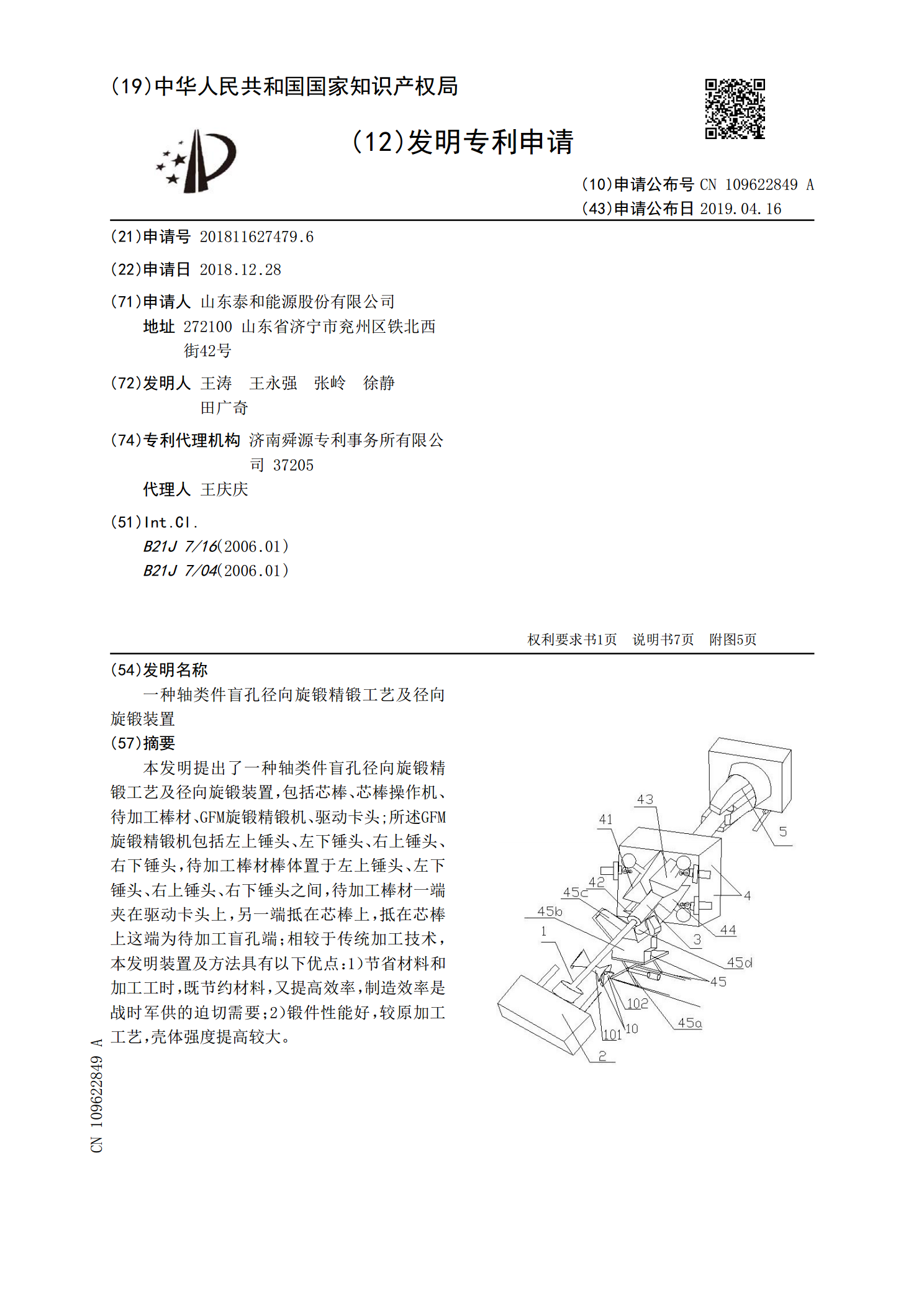
本发明提出了一种轴类件盲孔径向旋锻精锻工艺及径向旋锻装置,包括芯棒、芯棒操作机、待加工棒材、GFM旋锻精锻机、驱动卡头;所述GFM旋锻精锻机包括左上锤头、左下锤头、右上锤头、右下锤头,待加工棒材棒体置于左上锤头、左下锤头、右上锤头、右下锤头之间,待加工棒材一端夹在驱动卡头上,另一端抵在芯棒上,抵在芯棒上这端为待加工盲孔端;相较于传统加工技术,本发明装置及方法具有以下优点:1)节省材料和加工工时,既节约材料,又提高效率,制造效率是战时军供的迫切需要;2)锻件性能好,较原加工工艺,壳体强度提高较大。

一种小型轴类旋锻装置.pdf
本发明公开了一种小型轴类旋锻装置,涉及轴类旋锻设备领域,包括装置底座,所述装置底座的上方设有外罩,所述所述装置底座的顶面上设有对称设置的两组传动装置,对称设置的所述传动装置之间设有旋锻装置,所述传动装置的面且位于装置底座的顶面上设有电机动力装置,所述电机动力装置用于带动传动装置并最终带动旋锻装置对轴进行旋锻,该发明设置的传动装置以及旋锻装置互相配合,三件旋锻板在进行旋锻的过程中能通过施加的力实现对轴类限位,即使外部的转动夹爪的转动轴线出现偏移也会被旋锻板校正,保证轴的圆度;旋锻板在旋锻时为不易产生振动等影

无芯棒旋锻径向进给参数匹配研究.docx
无芯棒旋锻径向进给参数匹配研究标题:无芯棒旋锻径向进给参数匹配研究摘要:无芯棒旋锻是一种广泛应用于汽车、航空航天和机械制造等领域的金属加工方法。在无芯棒旋锻过程中,径向进给参数的选择对于产品质量和生产效率有着重要影响。本论文通过系统研究了无芯棒旋锻径向进给参数的匹配问题,推导了无芯棒旋锻径向进给参数的选择原理,并通过实验验证其有效性。关键词:无芯棒旋锻;径向进给参数;品质;效率1.引言无芯棒旋锻是一种应用广泛的金属加工方法,其通过在快速旋转的钢坯上施加轴向冲击力,在高温条件下改变钢坯内部结构从而加工成所需
空心旋锻轴钢管生产工艺.pdf
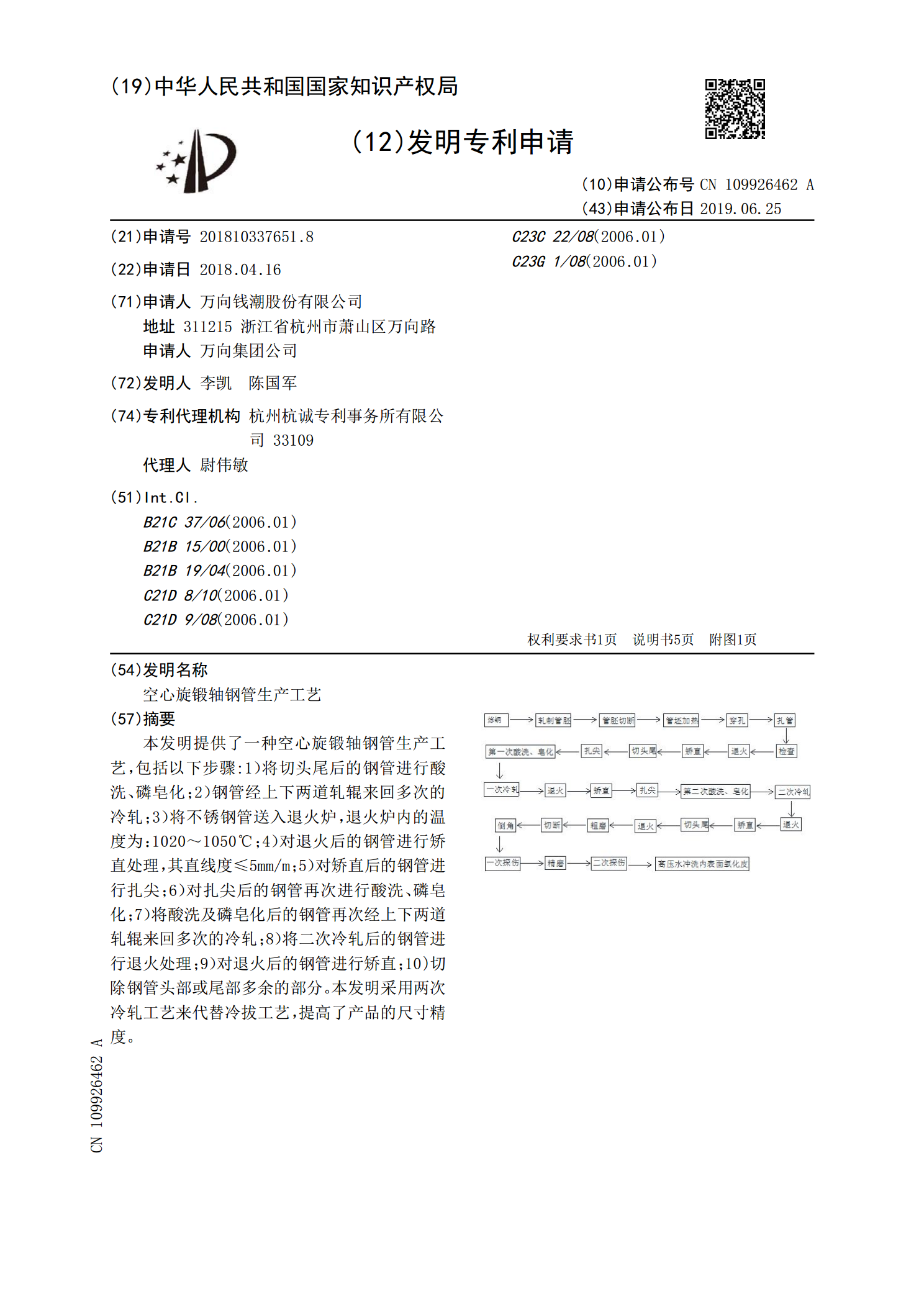
本发明提供了一种空心旋锻轴钢管生产工艺,包括以下步骤:1)将切头尾后的钢管进行酸洗、磷皂化;2)钢管经上下两道轧辊来回多次的冷轧;3)将不锈钢管送入退火炉,退火炉内的温度为:1020~1050℃;4)对退火后的钢管进行矫直处理,其直线度≤5mm/m;5)对矫直后的钢管进行扎尖;6)对扎尖后的钢管再次进行酸洗、磷皂化;7)将酸洗及磷皂化后的钢管再次经上下两道轧辊来回多次的冷轧;8)将二次冷轧后的钢管进行退火处理;9)对退火后的钢管进行矫直;10)切除钢管头部或尾部多余的部分。本发明采用两次冷轧工艺来代替冷拔

旋锻轴类零件上料工装.pdf
本申请公开了一种旋锻轴类零件上料工装,其属于夹持工装领域,包括:连接板、基座、转杆、电机、螺杆、夹爪;基座固定于连接板下方;转杆转动连接于基座上;电机固定在基座内,用于驱动转杆旋转;螺杆分设于转杆两端,两个螺杆的旋向相反;夹爪包含滑块、移动块、夹持件;基座上设有多个定位滑槽,定位滑槽位于开口两侧;滑块螺纹连接在螺杆上,且两侧嵌入定位滑槽内;与两个螺杆对应的两个滑块底端分别固定连接一移动块,两个移动块对称设置;移动上固定有夹持件,夹持件具有相交设置的第一斜面与第二斜面,二者之间形成一凹陷空间。本申请的有益效