
冷旋锻技术讲座.ppt

lj****88

1/10
2/10
3/10
4/10

5/10
6/10

7/10
8/10
9/10

10/10
亲,该文档总共68页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

冷旋锻技术讲座.ppt
冷旋锻技术讲座2345678910111213141516171819202122232425262728293031323334353637383940414243444546474849505152535455565758596061626364656667感谢您的关注

旋锻技术讲座课件.ppt
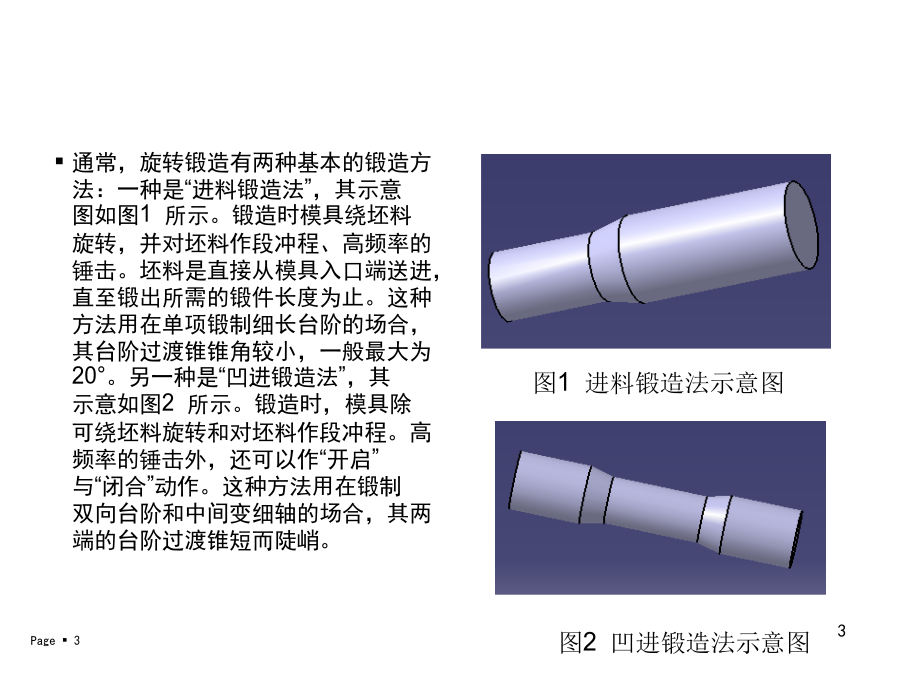
旋锻技术讲座第一节旋锻过程及特点通常,旋转锻造有两种基本的锻造方法:一种是“进料锻造法”,其示意图如图1所示。锻造时模具绕坯料旋转,并对坯料作段冲程、高频率的锤击。坯料是直接从模具入口端送进,直至锻出所需的锻件长度为止。这种方法用在单项锻制细长台阶的场合,其台阶过渡锥锥角较小,一般最大为20°。另一种是“凹进锻造法”,其示意如图2所示。锻造时,模具除可绕坯料旋转和对坯料作段冲程。高频率的锤击外,还可以作“开启”与“闭合”动作。这种方法用在锻制双向台阶和中间变细轴的场合,其两端的台阶过渡锥短而陡峭。二、旋锻

冷锻冲床.pdf
本发明涉及一种冷锻冲床,包括床身和驱动机构,驱动机构包括滑块,所述驱动机构包括齿轮机构、上肘节、下肘节、主传动轴、离合器、制动器和滑块调整装置,齿轮机构包括主电动机、大齿轮、小齿轮、飞轮、V型皮带、偏心轮和主动连杆,主电动机与飞轮之间通过V型皮带连接,小齿轮与飞轮具有相同的中心轴,小齿轮与大齿轮啮合,小齿轮的直径小于大齿轮的直径,偏心轮设置在大齿轮上,偏心轮的直径小于大齿轮的直径,主动连杆包括主动连杆大头和主动连杆小头。本发明能耗更低,压力强,精度高。
一种冷锻旋压成型工艺的数控花式律线机.pdf
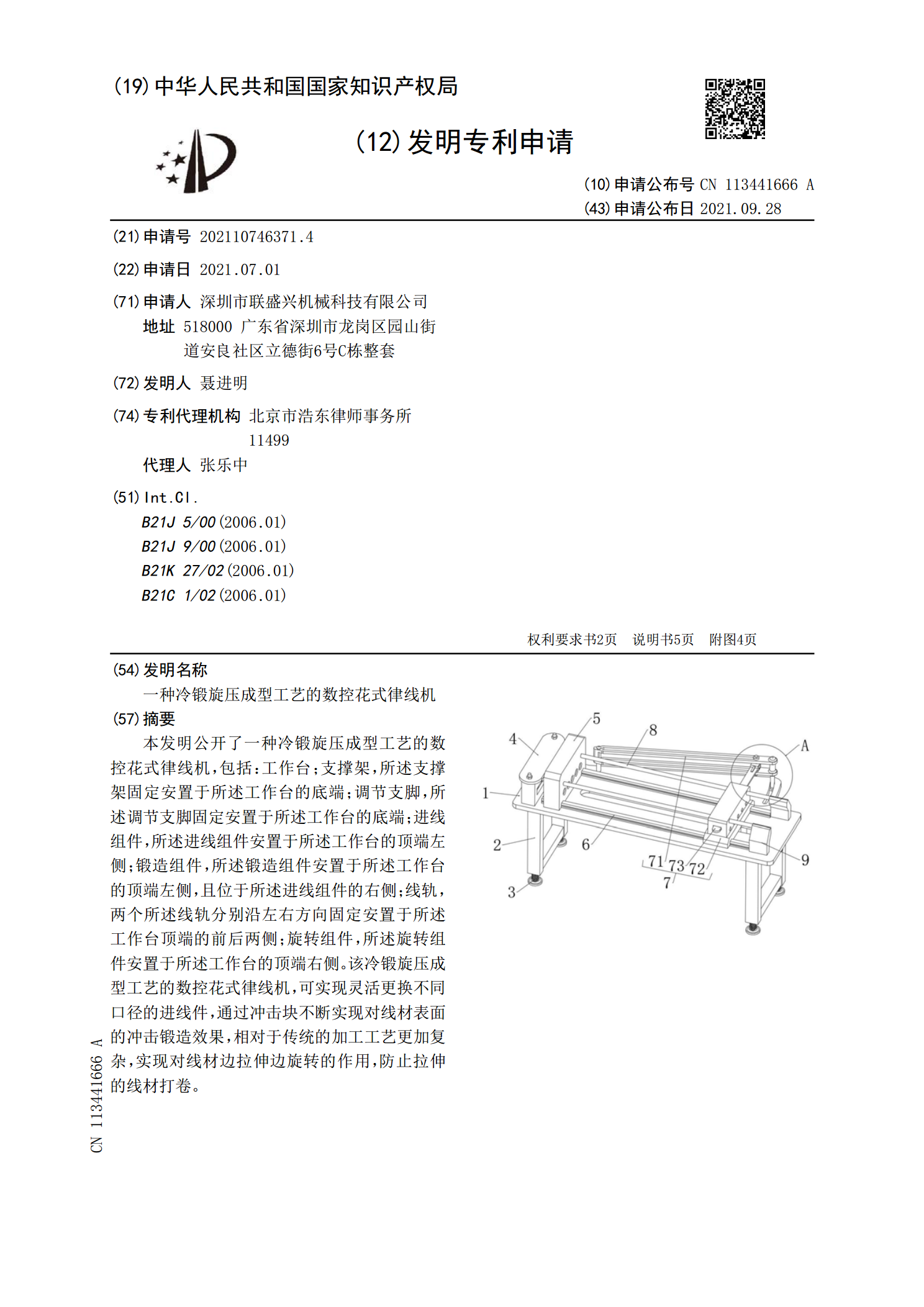
本发明公开了一种冷锻旋压成型工艺的数控花式律线机,包括:工作台;支撑架,所述支撑架固定安置于所述工作台的底端;调节支脚,所述调节支脚固定安置于所述工作台的底端;进线组件,所述进线组件安置于所述工作台的顶端左侧;锻造组件,所述锻造组件安置于所述工作台的顶端左侧,且位于所述进线组件的右侧;线轨,两个所述线轨分别沿左右方向固定安置于所述工作台顶端的前后两侧;旋转组件,所述旋转组件安置于所述工作台的顶端右侧。该冷锻旋压成型工艺的数控花式律线机,可实现灵活更换不同口径的进线件,通过冲击块不断实现对线材表面的冲击锻造

冷镦钢冷顶锻裂纹研究.docx
冷镦钢冷顶锻裂纹研究冷镦钢冷顶锻裂纹研究摘要:冷镦钢冷顶锻是一种重要的金属成形工艺,广泛应用于汽车零部件、工程机械和电子产品等领域。然而,冷镦钢冷顶锻过程中常会产生裂纹缺陷,这对产品品质和使用性能产生负面影响。本论文通过实验研究和数值模拟,探讨了冷镦钢冷顶锻裂纹产生的主要原因和控制方法,为改善冷顶锻工艺提供了参考。关键词:冷镦钢、冷顶锻、裂纹、原因、控制方法第一章引言1.1研究背景随着工业化的发展,金属制品的需求日益增加,冷镦工艺作为金属成形的一种重要方法,得到了广泛应用。冷顶锻是冷镦工艺中的一种重要工艺