
纤维片材及其制造方法.pdf

文库****坚白


1/10

2/10

3/10
4/10

5/10
6/10
7/10

8/10

9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
纤维片材及其制造方法.pdf
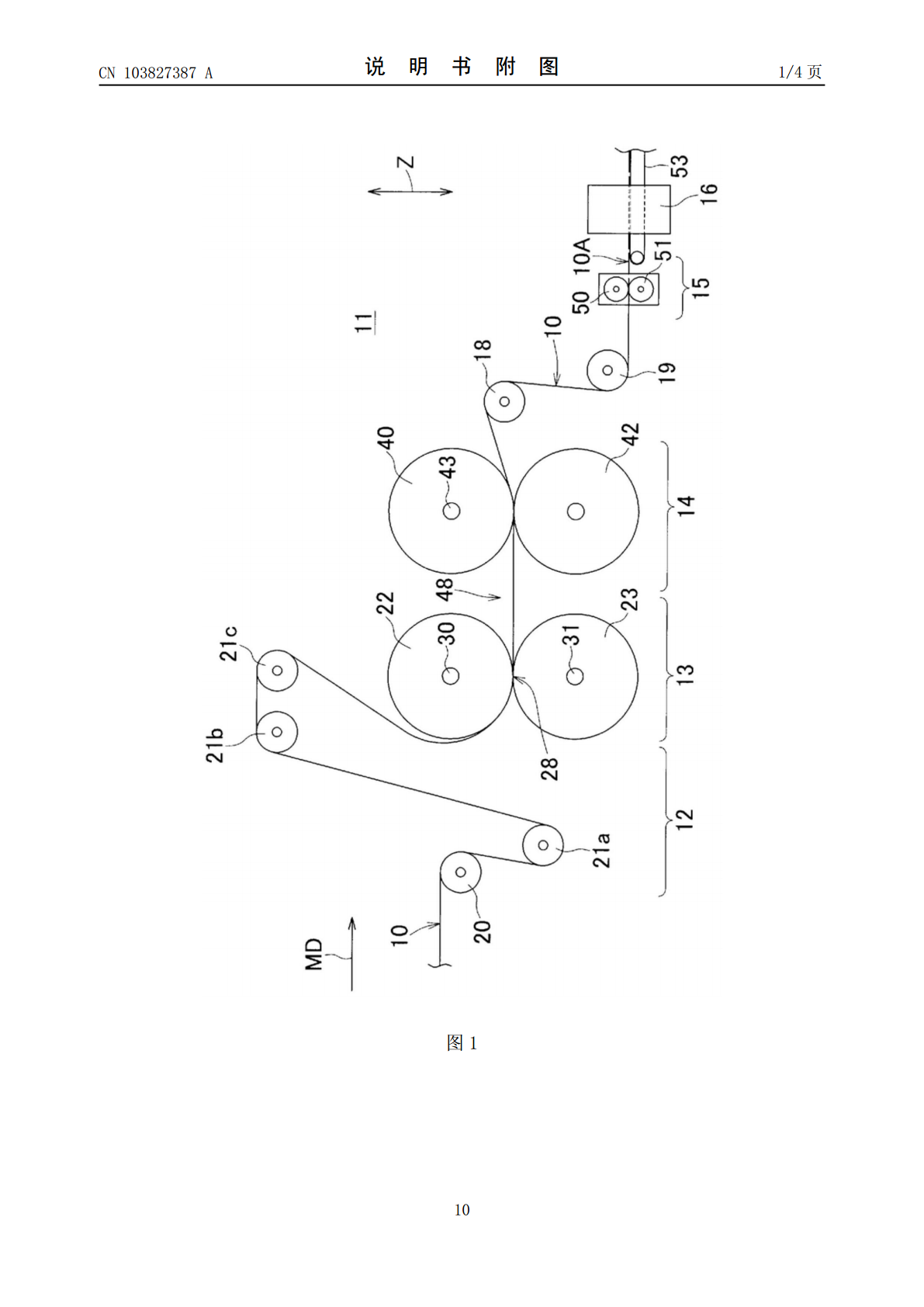
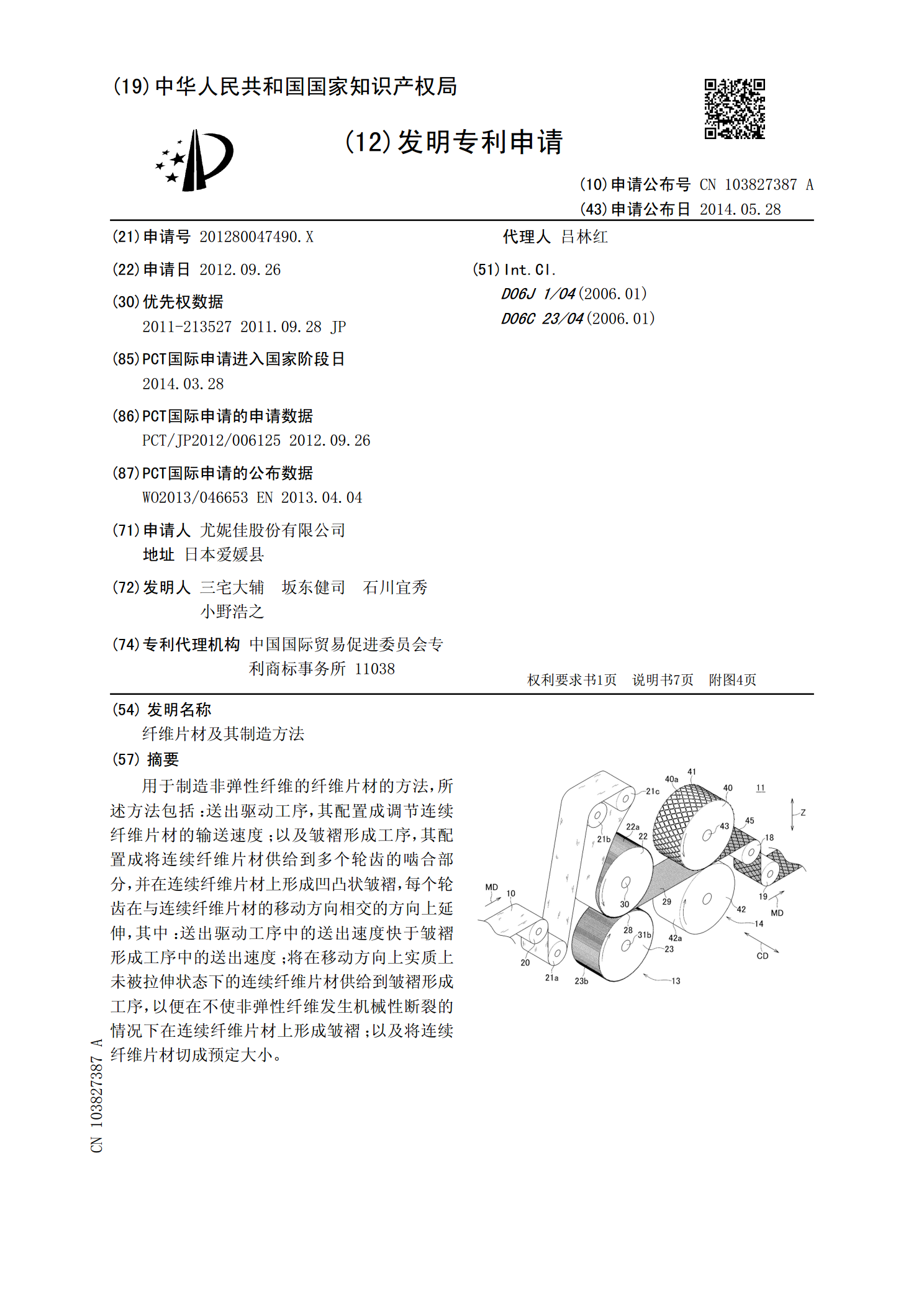
用于制造非弹性纤维的纤维片材的方法,所述方法包括:送出驱动工序,其配置成调节连续纤维片材的输送速度;以及皱褶形成工序,其配置成将连续纤维片材供给到多个轮齿的啮合部分,并在连续纤维片材上形成凹凸状皱褶,每个轮齿在与连续纤维片材的移动方向相交的方向上延伸,其中:送出驱动工序中的送出速度快于皱褶形成工序中的送出速度;将在移动方向上实质上未被拉伸状态下的连续纤维片材供给到皱褶形成工序,以便在不使非弹性纤维发生机械性断裂的情况下在连续纤维片材上形成皱褶;以及将连续纤维片材切成预定大小。

纤维直径测定装置、无机纤维片材的制造装置、纤维直径测定方法及无机纤维片材的制造方法.pdf
本发明的目的在于提供一种纤维直径测定装置、无机纤维片材的制造装置、纤维直径测定方法及无机纤维片材的制造方法,能够确保无机纤维片材中的无机纤维的纤维直径的连续的安全性,而且不仅在无机纤维片材的制造后,在无机纤维片材的制造过程中,也能够测定无机纤维片材中的无机纤维的纤维直径。本发明提供一种纤维直径测定装置,对含有无机纤维的无机纤维片材(1)中的上述无机纤维的纤维直径进行测定,其特征在于,具备:试样采集单元(2),能够在上述无机纤维片材(1)的整个区域中采集规定量的上述无机纤维;及测定单元(3),对所采集的上述

非织造纤维片材及其制造方法、以及过滤器.pdf
本发明涉及一种非织造纤维片材,其包含由非织造纤维结构体形成的基体材料层,所述非织造纤维结构体含有热熔粘结纤维、且通过所述热熔粘结纤维彼此发生熔粘使纤维固定而形成,其中,将所述基体材料层的平均厚度调整为0.2mm以上且小于1mm,所述热熔粘结纤维在所述基体材料层的面方向基本均匀地熔粘。该片材可以在所述基体材料层的至少一面具有由比基体材料层更高表观密度的非织造纤维结构体形成的表层。所述表层可以是经过热压而形成的层,也可以由熔喷无纺布形成。热熔粘结纤维在所述基体材料层的厚度方向基本均匀地进行了熔粘。所述热熔粘结
复合片材及其制造方法.pdf
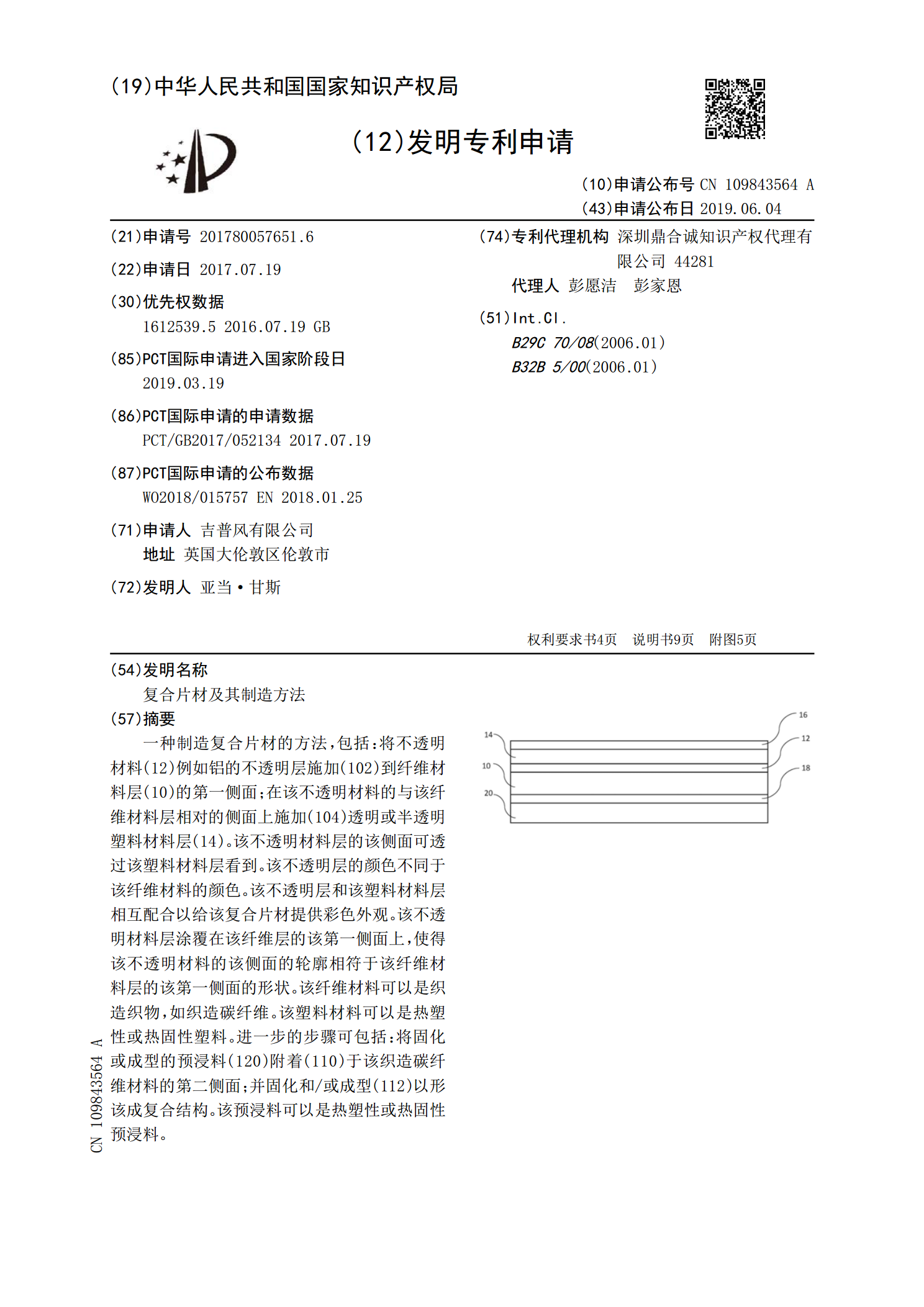
一种制造复合片材的方法,包括:将不透明材料(12)例如铝的不透明层施加(102)到纤维材料层(10)的第一侧面;在该不透明材料的与该纤维材料层相对的侧面上施加(104)透明或半透明塑料材料层(14)。该不透明材料层的该侧面可透过该塑料材料层看到。该不透明层的颜色不同于该纤维材料的颜色。该不透明层和该塑料材料层相互配合以给该复合片材提供彩色外观。该不透明材料层涂覆在该纤维层的该第一侧面上,使得该不透明材料的该侧面的轮廓相符于该纤维材料层的该第一侧面的形状。该纤维材料可以是织造织物,如织造碳纤维。该塑料材料可
高分子片材及其制造方法.pdf
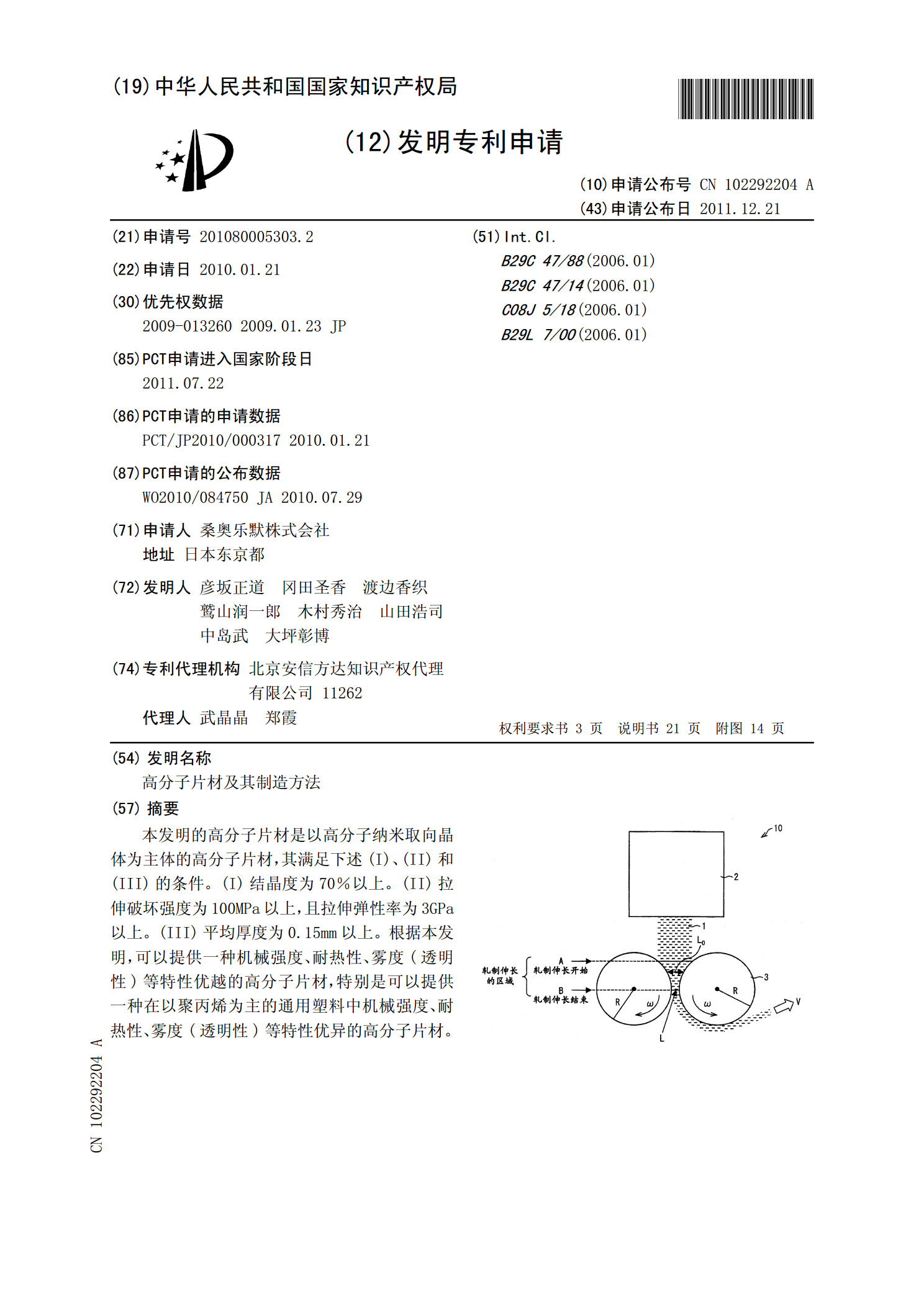
本发明的高分子片材是以高分子纳米取向晶体为主体的高分子片材,其满足下述(I)、(II)和(III)的条件。(I)结晶度为70%以上。(II)拉伸破坏强度为100MPa以上,且拉伸弹性率为3GPa以上。(III)平均厚度为0.15mm以上。根据本发明,可以提供一种机械强度、耐热性、雾度(透明性)等特性优越的高分子片材,特别是可以提供一种在以聚丙烯为主的通用塑料中机械强度、耐热性、雾度(透明性)等特性优异的高分子片材。