
齿轮局部喷砂防护罩工装.pdf

婀娜****aj


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

齿轮局部喷砂防护罩工装.pdf
本发明公开一种齿轮局部喷砂防护罩工装,目的是在喷砂处理时防护齿轮齿部。本发明齿轮局部喷砂工装是在底盘⑷中心连接的立柱⑴上依次套装套工件齿轮(3)和防护罩(2);底盘⑷放置在喷砂机的转盘上。本发明的优点在于:经济实用、操作方便,经久耐用,防护效果好。

齿轮局部离子氮化工装.pdf
本发明公开一种齿轮局部离子氮化工装,目的是解决离子氮化技术问题。齿轮局部离子氮化工装是在底盘(4)中心焊接的管式立柱(1)上依次套装套筒间隔垫(2),在套筒间隔垫(2)上装工件齿轮(3);底盘(4)放置在阴极盘承载工件面上;齿轮局部离子氮化的装炉工装,配备测温的热电偶,水冷的阳极罩;氨气、丙酮,供电系统、以及真空获得系统。本发明的优点在于:齿轮局部离子氮化的表面质量、几何尺寸均达到技术要求;工装经济实用。
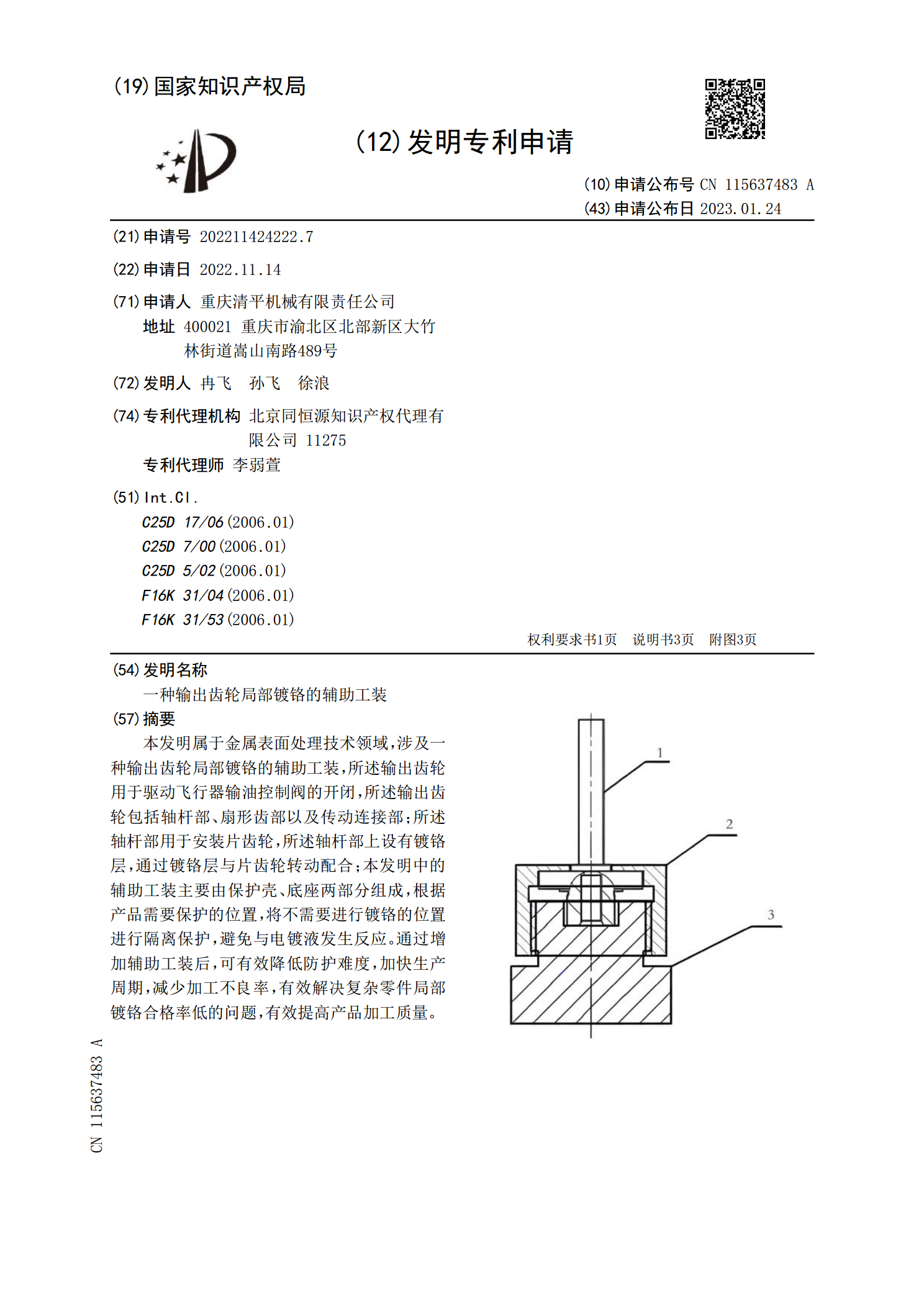
一种输出齿轮局部镀铬的辅助工装.pdf
本发明属于金属表面处理技术领域,涉及一种输出齿轮局部镀铬的辅助工装,所述输出齿轮用于驱动飞行器输油控制阀的开闭,所述输出齿轮包括轴杆部、扇形齿部以及传动连接部;所述轴杆部用于安装片齿轮,所述轴杆部上设有镀铬层,通过镀铬层与片齿轮转动配合;本发明中的辅助工装主要由保护壳、底座两部分组成,根据产品需要保护的位置,将不需要进行镀铬的位置进行隔离保护,避免与电镀液发生反应。通过增加辅助工装后,可有效降低防护难度,加快生产周期,减少加工不良率,有效解决复杂零件局部镀铬合格率低的问题,有效提高产品加工质量。

自动喷砂机工装.pdf
本发明涉及一种自动喷砂机工装,其特征在于:它包括底座(1)、固定座(2)、档杆(3)以及套环(4),所述固定座(2)设置于底座(1)上,所述固定座(2)的上表面设置有至少四个插孔(5),所述档杆(3)设置有至少四个,所述档杆(3)设置于插孔(5)内,所述套环(5)套设于档杆(3)的上半段外部。本发明通过档杆与套环对涡轮进行限位,且档杆的插设可以根据涡轮型号进行位置调整。该自动喷砂机工装具有能够适应不同型号涡轮,便于放置固定的优点。
无油墨遮蔽的局部喷砂技术.pdf
本发明公开了无油墨遮蔽的局部喷砂技术。包括以下步骤:①、将产品冲制成形;②、产品抛光处理:通过抛光布轮在产品表面进行摩擦切削操作;③、阳极氧化亮光:将产品置于阳极,施加电压和电流后,促使产品表面形成氧化膜;④、喷砂:通过喷枪对产品进行喷砂操作,用砂粒对产品表面进行切削处理,使产品表面形成细微的凸凹不平的凹坑,再利用碱蚀工艺和化抛工艺使之前的凸凹不平均匀化;⑤、阳极氧化染色。本技术无需油墨遮蔽印刷,也可以做到亮面和喷砂面共存,解决了具有异形面的产品无法印刷的难题。