
一种切割玻璃的方法和切割刀轮.pdf

一条****杉淑


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种切割玻璃的方法和切割刀轮.pdf
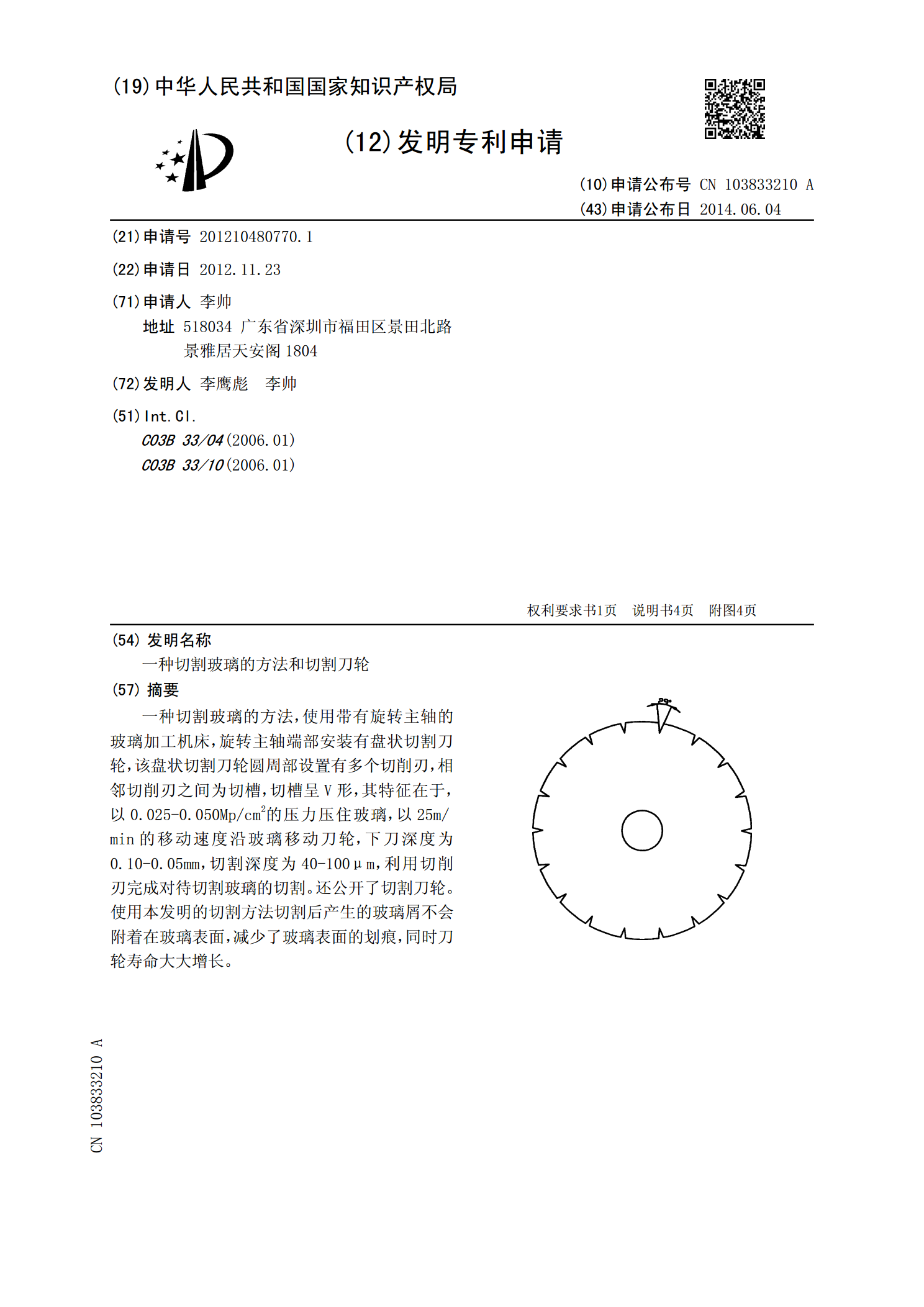
一种切割玻璃的方法,使用带有旋转主轴的玻璃加工机床,旋转主轴端部安装有盘状切割刀轮,该盘状切割刀轮圆周部设置有多个切削刃,相邻切削刃之间为切槽,切槽呈V形,其特征在于,以0.025-0.050Mp/cm2的压力压住玻璃,以25m/min的移动速度沿玻璃移动刀轮,下刀深度为0.10-0.05mm,切割深度为40-100μm,利用切削刃完成对待切割玻璃的切割。还公开了切割刀轮。使用本发明的切割方法切割后产生的玻璃屑不会附着在玻璃表面,减少了玻璃表面的划痕,同时刀轮寿命大大增长。
一种玻璃切割刀及其加工方法.pdf
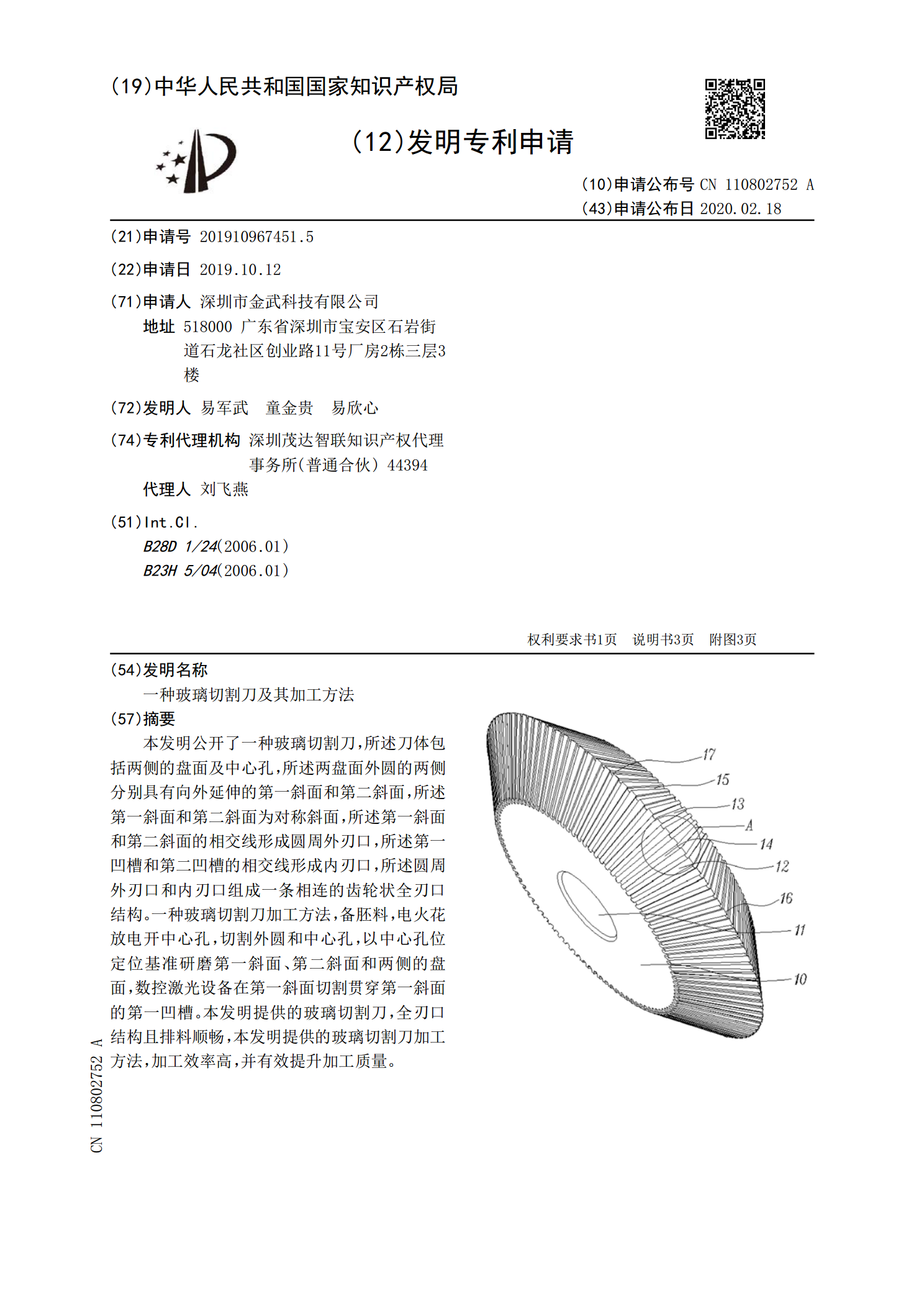
本发明公开了一种玻璃切割刀,所述刀体包括两侧的盘面及中心孔,所述两盘面外圆的两侧分别具有向外延伸的第一斜面和第二斜面,所述第一斜面和第二斜面为对称斜面,所述第一斜面和第二斜面的相交线形成圆周外刃口,所述第一凹槽和第二凹槽的相交线形成内刃口,所述圆周外刃口和内刃口组成一条相连的齿轮状全刃口结构。一种玻璃切割刀加工方法,备胚料,电火花放电开中心孔,切割外圆和中心孔,以中心孔位定位基准研磨第一斜面、第二斜面和两侧的盘面,数控激光设备在第一斜面切割贯穿第一斜面的第一凹槽。本发明提供的玻璃切割刀,全刃口结构且排料顺
一种双刀轮基板玻璃切割刀头.pdf
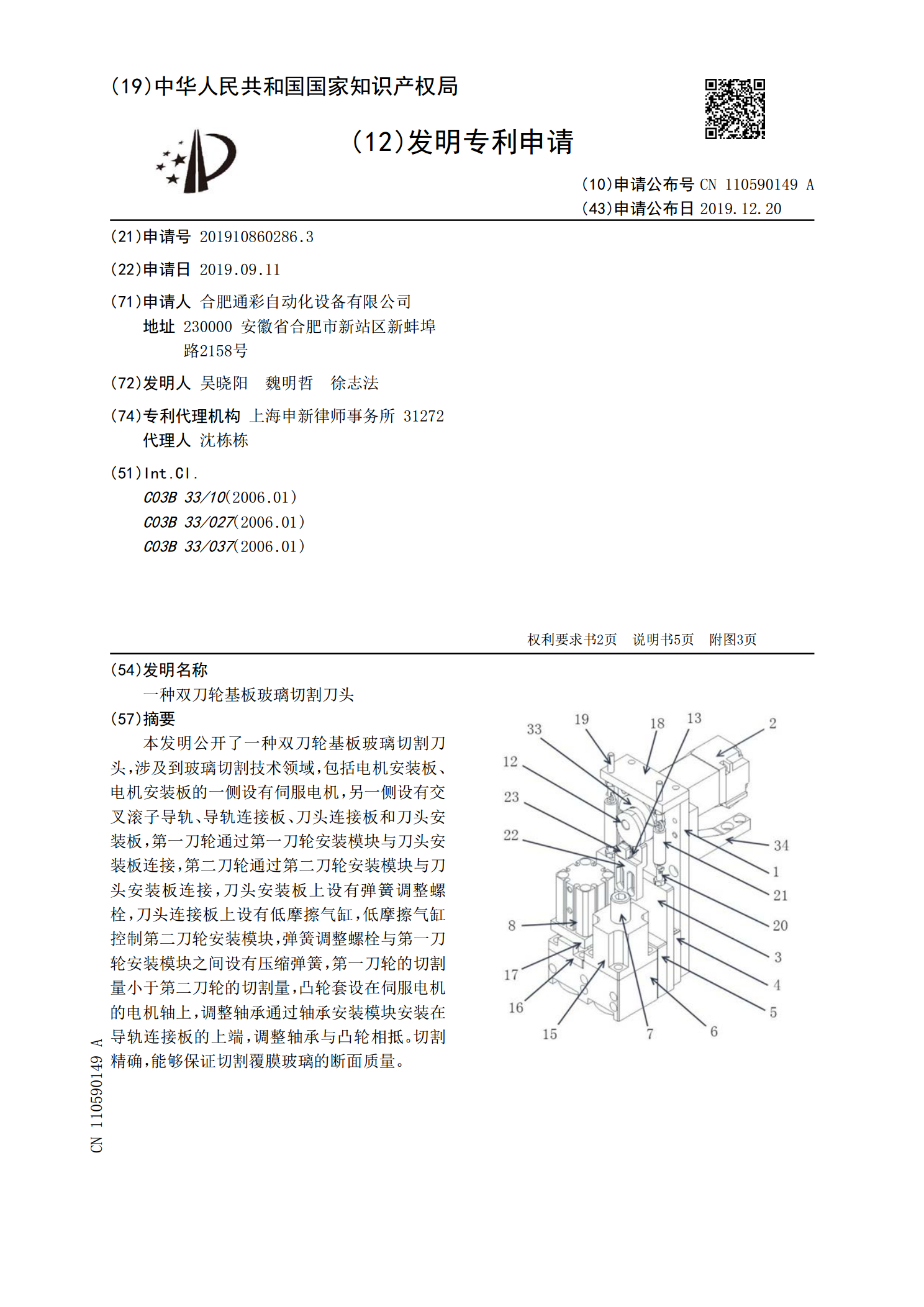
本发明公开了一种双刀轮基板玻璃切割刀头,涉及到玻璃切割技术领域,包括电机安装板、电机安装板的一侧设有伺服电机,另一侧设有交叉滚子导轨、导轨连接板、刀头连接板和刀头安装板,第一刀轮通过第一刀轮安装模块与刀头安装板连接,第二刀轮通过第二刀轮安装模块与刀头安装板连接,刀头安装板上设有弹簧调整螺栓,刀头连接板上设有低摩擦气缸,低摩擦气缸控制第二刀轮安装模块,弹簧调整螺栓与第一刀轮安装模块之间设有压缩弹簧,第一刀轮的切割量小于第二刀轮的切割量,凸轮套设在伺服电机的电机轴上,调整轴承通过轴承安装模块安装在导轨连接板的
一种双刀轮基板玻璃切割刀头.pdf
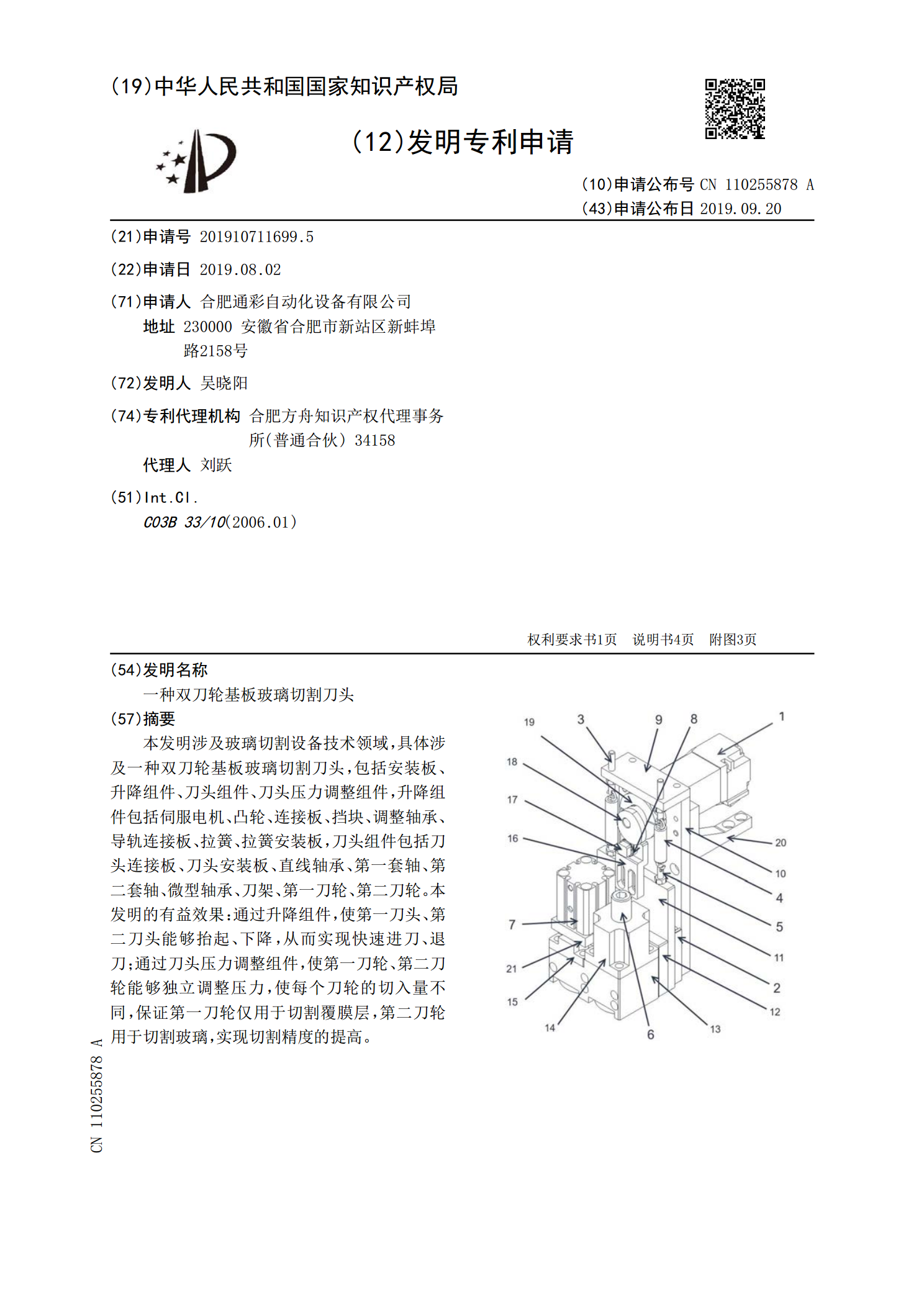
本发明涉及玻璃切割设备技术领域,具体涉及一种双刀轮基板玻璃切割刀头,包括安装板、升降组件、刀头组件、刀头压力调整组件,升降组件包括伺服电机、凸轮、连接板、挡块、调整轴承、导轨连接板、拉簧、拉簧安装板,刀头组件包括刀头连接板、刀头安装板、直线轴承、第一套轴、第二套轴、微型轴承、刀架、第一刀轮、第二刀轮。本发明的有益效果:通过升降组件,使第一刀头、第二刀头能够抬起、下降,从而实现快速进刀、退刀;通过刀头压力调整组件,使第一刀轮、第二刀轮能够独立调整压力,使每个刀轮的切入量不同,保证第一刀轮仅用于切割覆膜层,第
切割刀轮和切割装置.pdf
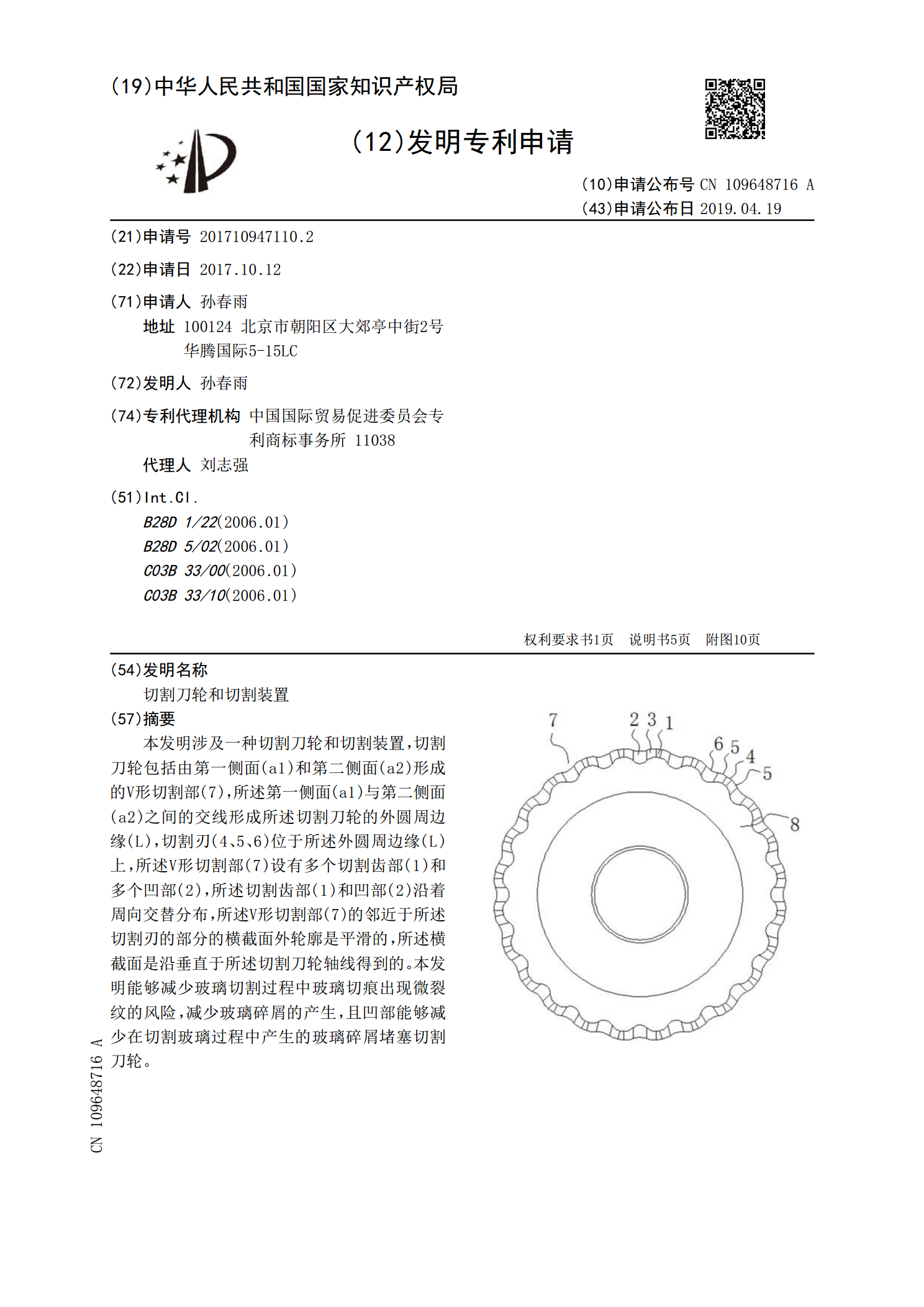
本发明涉及一种切割刀轮和切割装置,切割刀轮包括由第一侧面(a1)和第二侧面(a2)形成的V形切割部(7),所述第一侧面(a1)与第二侧面(a2)之间的交线形成所述切割刀轮的外圆周边缘(L),切割刃(4、5、6)位于所述外圆周边缘(L)上,所述V形切割部(7)设有多个切割齿部(1)和多个凹部(2),所述切割齿部(1)和凹部(2)沿着周向交替分布,所述V形切割部(7)的邻近于所述切割刃的部分的横截面外轮廓是平滑的,所述横截面是沿垂直于所述切割刀轮轴线得到的。本发明能够减少玻璃切割过程中玻璃切痕出现微裂纹的风险