
制造凸轮轴的方法.pdf

永香****能手


1/9

2/9

3/9

4/9

5/9

6/9

7/9
8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

凸轮轴以及凸轮轴的制造方法.pdf
一种能够提高凸轮轴的制造效率,能够降低凸轮轴的制造成本的凸轮轴以及凸轮轴的制造方法。凸轮轴是轴部(11)和凸轮部(12)一体成形的凸轮轴(10),在成形将具有相同形状的多根凸轮轴(10)由设置于轴部(11)的切断预定部(22)在轴向接合而构成的凸轮轴集合体(20)后,在切断预定部(22)切断,制造多根凸轮轴(10)。

制造凸轮轴的方法.pdf
本发明公开了一种制造凸轮轴的方法。具体地,本发明涉及制造凸轮轴的方法,该方法包括单次烧结操作和钎焊操作,由此降低了制造时间。
凸轮轴及其制造方法.pdf
本发明提供一种凸轮轴及其制造方法,其包括:芯轴,具有轴向延伸的轴孔;芯轴上具有配合段,所述配合段的外周面上环向交替设有键齿和键槽;凸轮和传动单元,套设在所述芯轴的配合段上,凸轮和传动单元的内周面轮廓与所述配合段的外周面轮廓一致,且与所述芯轴胀紧固定。本发明当芯轴与凸轮、传动单元配合的时候,可实现精准定位,实现两者之间固定的、抗转动地连接;能够简化现有凸轮轴的结构和制造工艺,缩短凸轮轴制造过程的耗时、降低成本,同时保证足够大的传递扭矩。
凸轮轴及其制造方法.pdf
一根凸轮筒(12)是通过连结多个筒状构件(40)而成的,该多个筒状构件(40)包含具有凸轮部(11)的多个凸轮构件(41、42),被构成为:被局部地配置在至少包含该凸轮构件(41、42)的构件的内筒面(44)上的多个阴花键(45)、与被形成在驱动轴(13)的外筒面(46)上的阳花键(47)嵌合,从而凸轮筒(12)与驱动轴(13)一体旋转并且在其轴向上移动自如。
凸轮轴及其制造方法.pdf
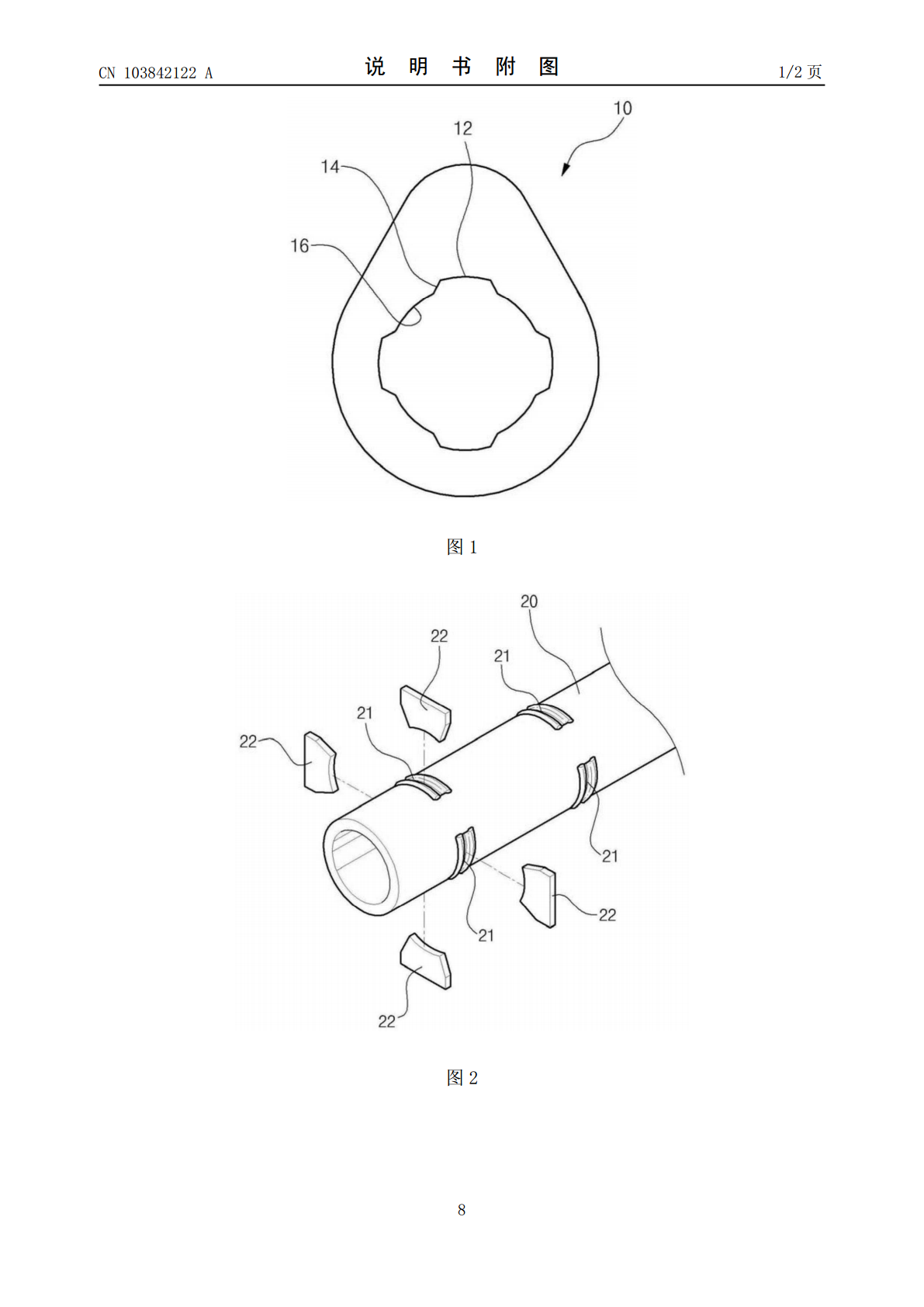
本发明涉及凸轮轴及其制造方法。凸轮轴(10)装配有内轴(18),内轴(18)能旋转地布置在圆柱形外轴(16)内。另外,在内轴(18)中,多个销孔(22)沿着内轴(18)的直径方向延伸,并且沿着内轴(18)的轴向方向间隔地设置。相邻的销孔(22)的延伸方向以通过将360度除以气缸的数量而得到的角度布置。销(20)中的每个设置有小直径部分(37)和大直径部分(30),内轴(18)和内凸轮(14)在销(28)的大直径部分(30)穿过内凸轮(14)的插入孔(38)和外轴(16)的凹口(20)被压配合到销孔(22)