
对锥齿轮倒角的方法.pdf

俊英****22

1/10

2/10
3/10
4/10

5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

对锥齿轮倒角的方法.pdf
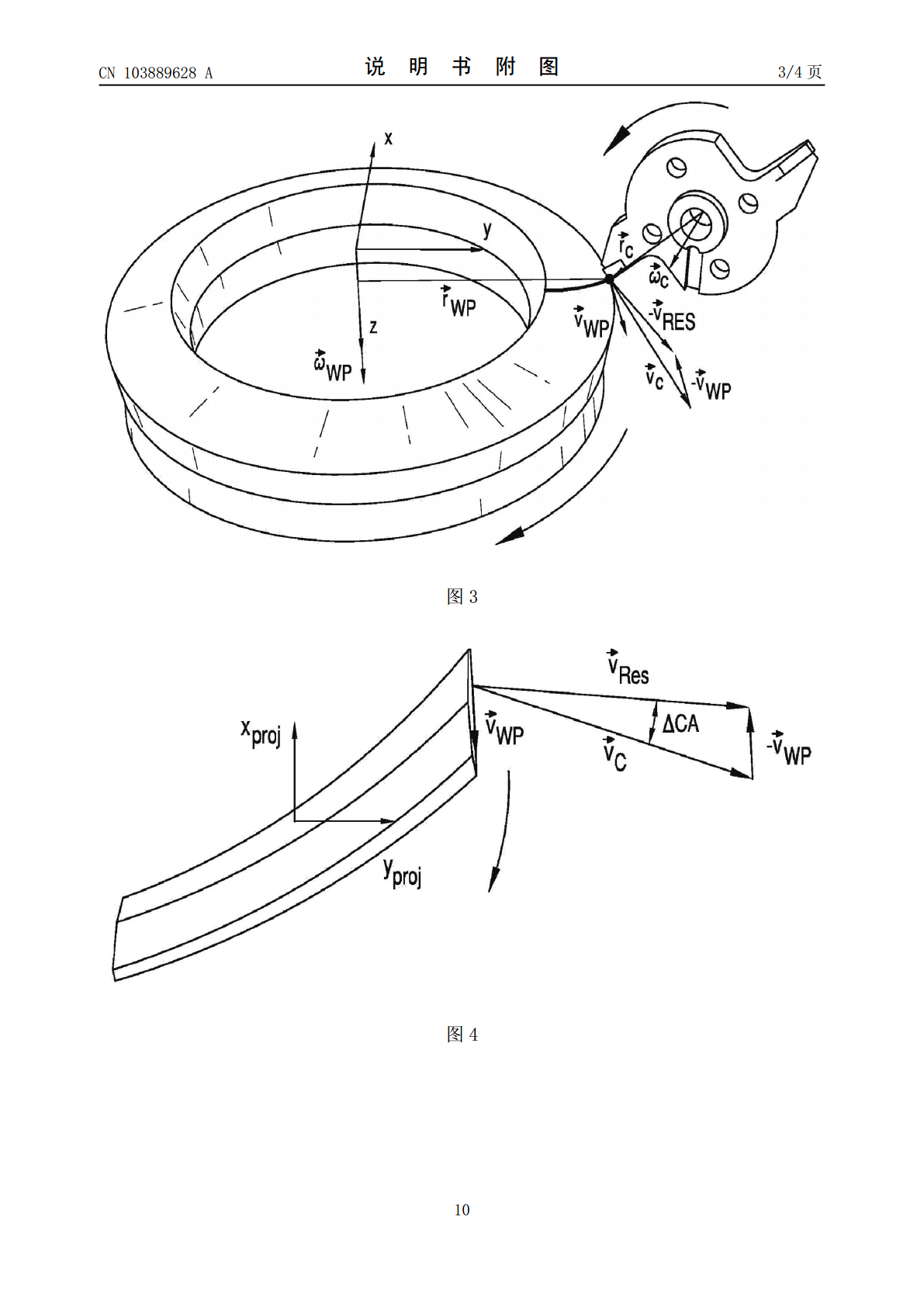
一种倒角方法,包括:利用理论数据定义齿边缘,利用理论齿边缘数据定义实际齿边缘,定义倒角刀具的运动路径,以及通过根据运动路径将倒角刀具与实际齿边缘相对于彼此移动来对实际齿边缘进行倒角,从而对实际齿边缘进行倒角。
锥齿轮的内孔端口倒角装置及倒角方法.pdf
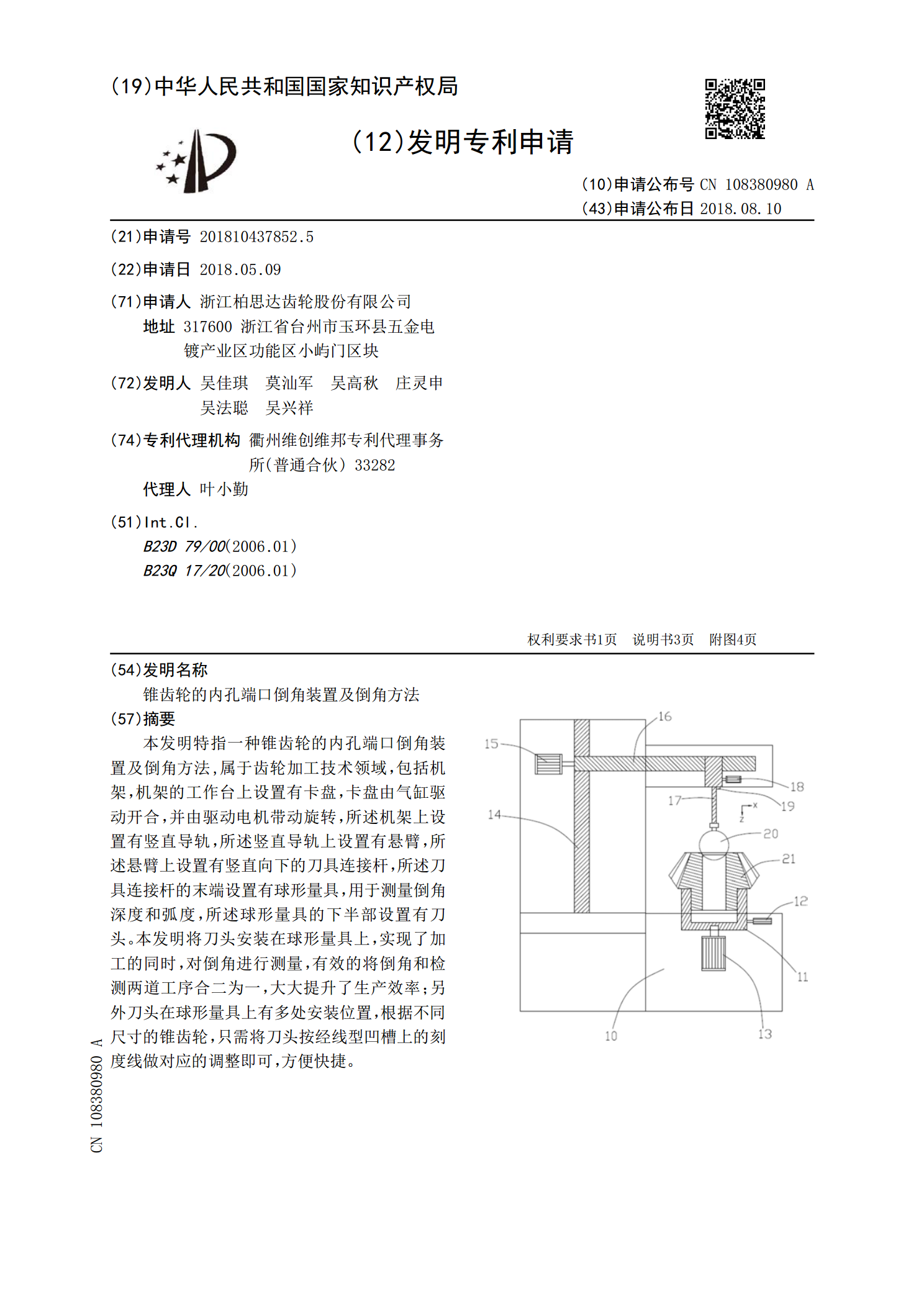
本发明特指一种锥齿轮的内孔端口倒角装置及倒角方法,属于齿轮加工技术领域,包括机架,机架的工作台上设置有卡盘,卡盘由气缸驱动开合,并由驱动电机带动旋转,所述机架上设置有竖直导轨,所述竖直导轨上设置有悬臂,所述悬臂上设置有竖直向下的刀具连接杆,所述刀具连接杆的末端设置有球形量具,用于测量倒角深度和弧度,所述球形量具的下半部设置有刀头。本发明将刀头安装在球形量具上,实现了加工的同时,对倒角进行测量,有效的将倒角和检测两道工序合二为一,大大提升了生产效率;另外刀头在球形量具上有多处安装位置,根据不同尺寸的锥齿轮,
用于对锥齿轮的齿缘进行倒角的锥齿轮切削机和方法.pdf
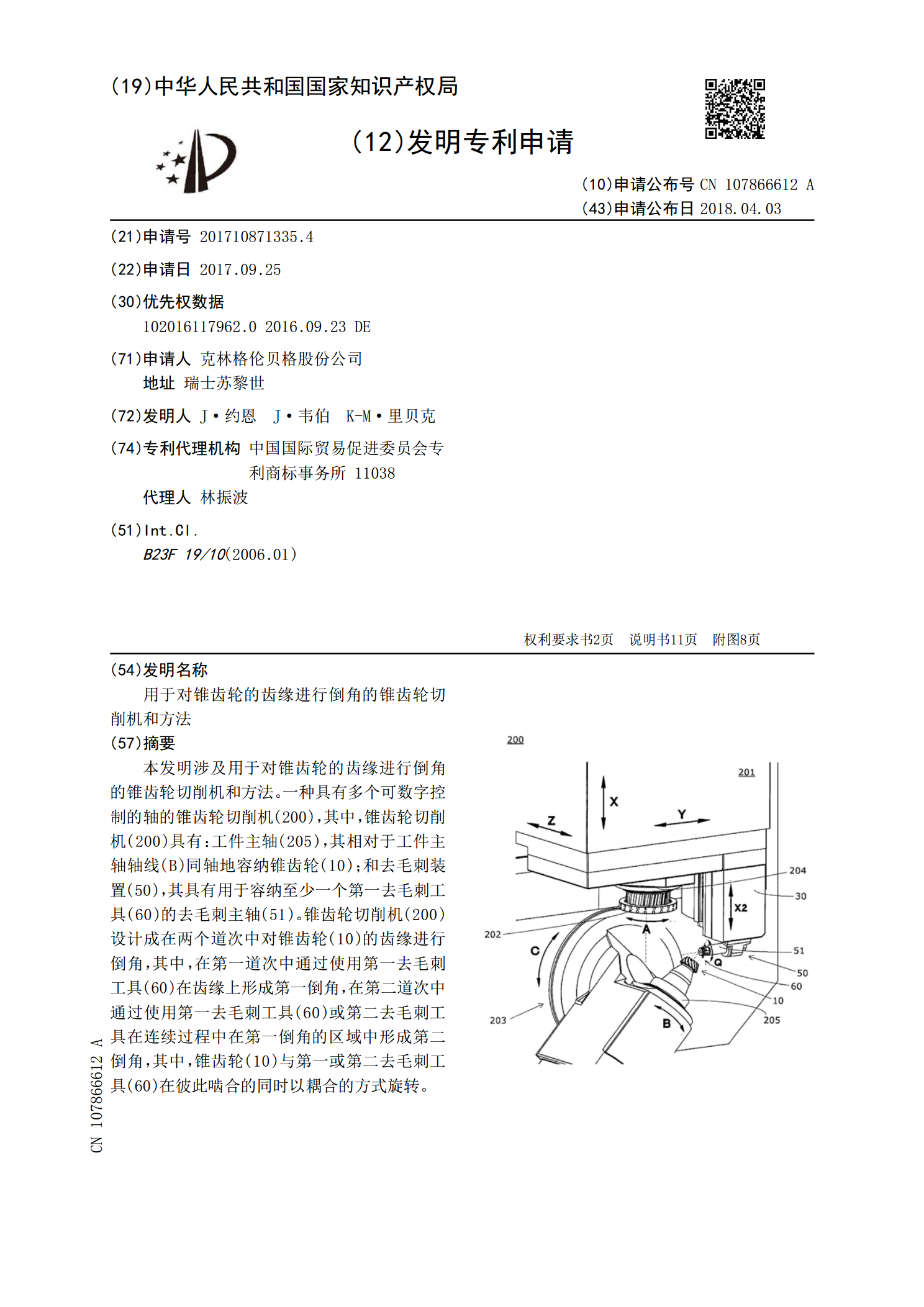
本发明涉及用于对锥齿轮的齿缘进行倒角的锥齿轮切削机和方法。一种具有多个可数字控制的轴的锥齿轮切削机(200),其中,锥齿轮切削机(200)具有:工件主轴(205),其相对于工件主轴轴线(B)同轴地容纳锥齿轮(10);和去毛刺装置(50),其具有用于容纳至少一个第一去毛刺工具(60)的去毛刺主轴(51)。锥齿轮切削机(200)设计成在两个道次中对锥齿轮(10)的齿缘进行倒角,其中,在第一道次中通过使用第一去毛刺工具(60)在齿缘上形成第一倒角,在第二道次中通过使用第一去毛刺工具(60)或第二去毛刺工具在连续

自备倒角的锥齿轮锻模.pdf
本发明公开了一种自备倒角的锥齿轮锻模,它是设有锥齿的凹模。所述凹模每个齿模大端两则顺顶角预留斜置的梗,凹模每一个齿槽中对称置放的梗在锻压时构成锻坯齿大端两侧留有倒角的锻压成型结构。本发明的实施能可靠地实现锻坯齿大端面两侧预留倒角,因倒角相对车削方向的斜置角β值远大于90
一种锥齿轮齿顶加工方法及锥齿轮齿顶倒角机.pdf
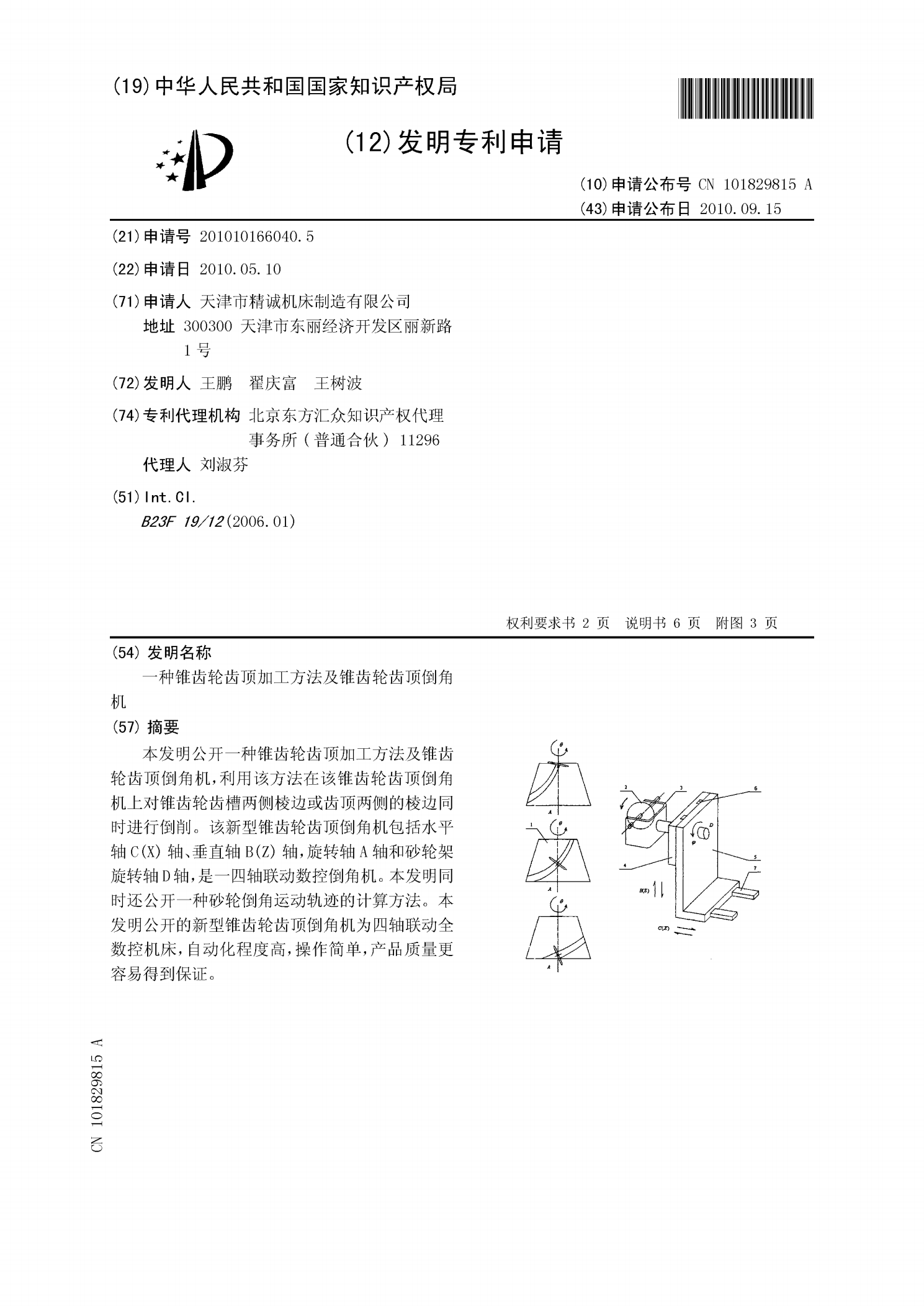
本发明公开一种锥齿轮齿顶加工方法及锥齿轮齿顶倒角机,利用该方法在该锥齿轮齿顶倒角机上对锥齿轮齿槽两侧棱边或齿顶两侧的棱边同时进行倒削。该新型锥齿轮齿顶倒角机包括水平轴C(X)轴、垂直轴B(Z)轴,旋转轴A轴和砂轮架旋转轴D轴,是一四轴联动数控倒角机。本发明同时还公开一种砂轮倒角运动轨迹的计算方法。本发明公开的新型锥齿轮齿顶倒角机为四轴联动全数控机床,自动化程度高,操作简单,产品质量更容易得到保证。