
双轮随动焊缝自动跟踪机构.pdf

雨巷****凝海


1/6

2/6

3/6

4/6

5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

双轮随动焊缝自动跟踪机构.pdf
本发明公开了一种双轮随动焊缝自动跟踪机构,是为实现高效的管道智能化焊接而设计的。本跟踪机构带保护罩的两个跟踪轮均设有锥形外端面,锥形外端面上均连接直径小于跟踪轮直径的基准轮;两个跟踪轮分别通过轮轴反向并错位地固定在随动轮架的两端;焊炬固定在随动轮架中部,随动轮架通过套装弹簧的双头螺栓连接支撑板和弹簧调整螺母,支撑板连接固定在焊机主体上的焊接单元上。本跟踪机构与现有自动焊结合,适用于V型、U型及X型坡口的焊缝跟踪,跟踪误差小于±0.3mm,焊缝跟踪精确,焊缝成型美观,边缘熔合均匀,力学性能良好。本跟踪机构提
焊缝跟踪机构.pdf
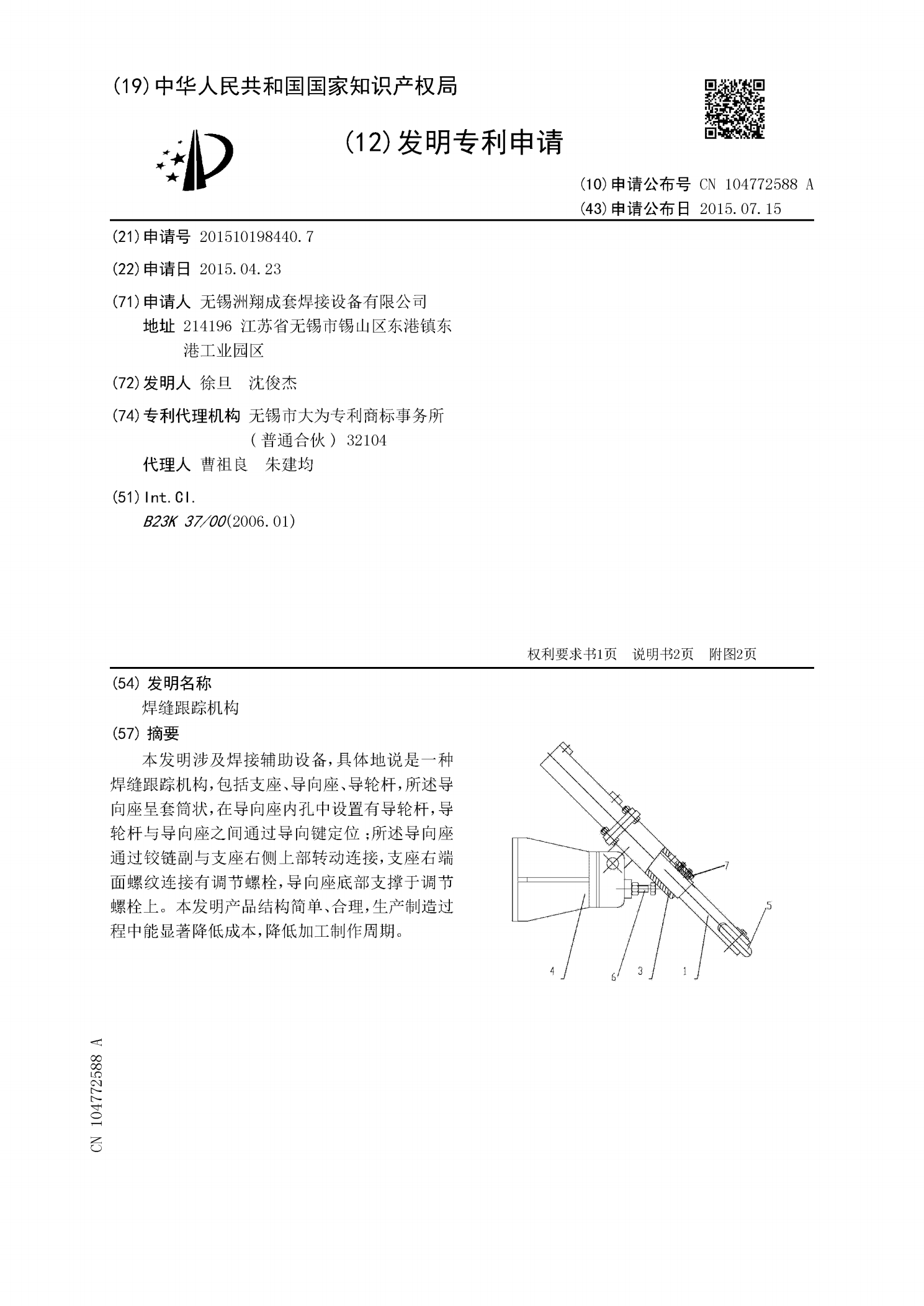
本发明涉及焊接辅助设备,具体地说是一种焊缝跟踪机构,包括支座、导向座、导轮杆,所述导向座呈套筒状,在导向座内孔中设置有导轮杆,导轮杆与导向座之间通过导向键定位;所述导向座通过铰链副与支座右侧上部转动连接,支座右端面螺纹连接有调节螺栓,导向座底部支撑于调节螺栓上。本发明产品结构简单、合理,生产制造过程中能显著降低成本,降低加工制作周期。
一种双轮同步随动计米器.pdf
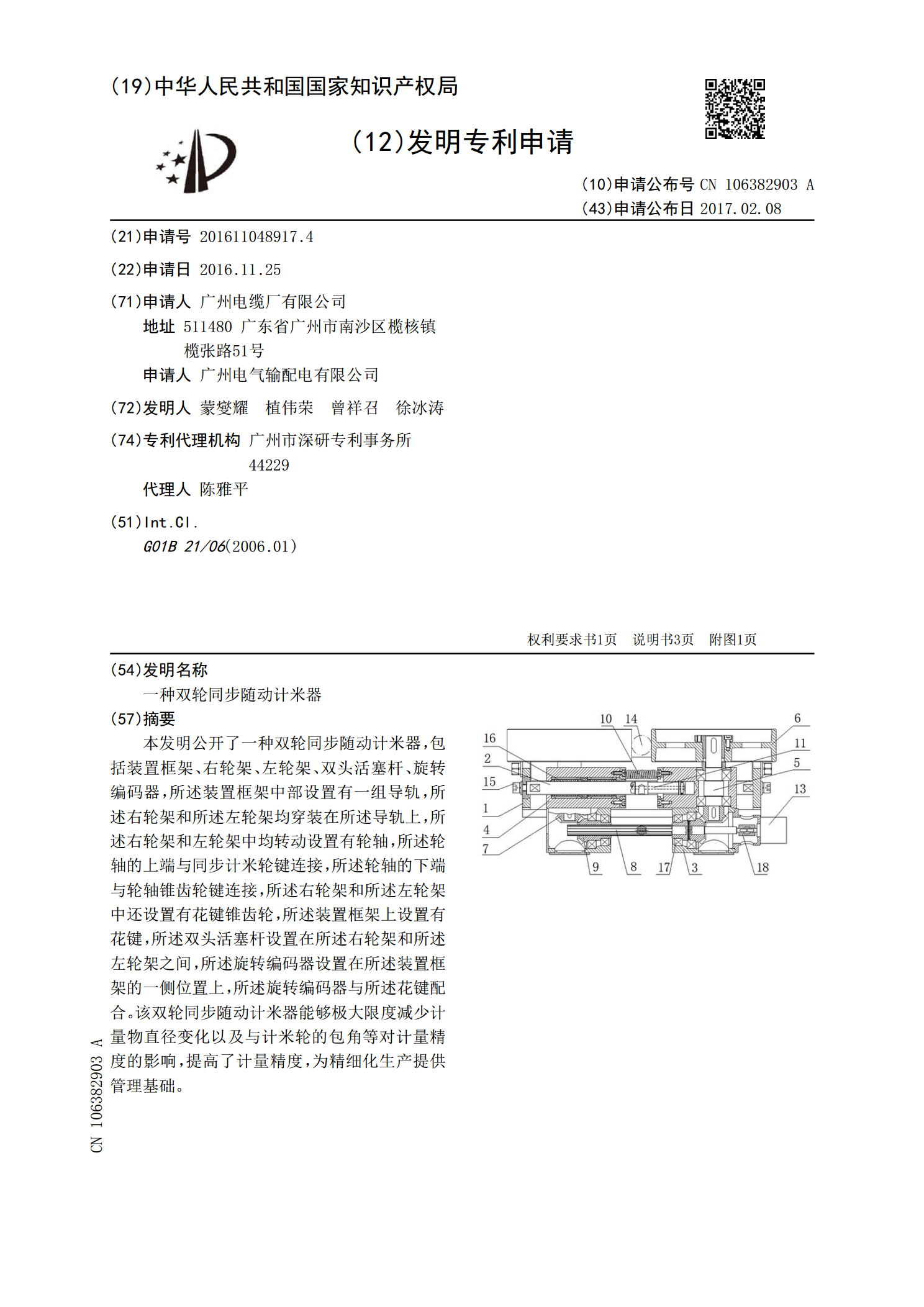
本发明公开了一种双轮同步随动计米器,包括装置框架、右轮架、左轮架、双头活塞杆、旋转编码器,所述装置框架中部设置有一组导轨,所述右轮架和所述左轮架均穿装在所述导轨上,所述右轮架和左轮架中均转动设置有轮轴,所述轮轴的上端与同步计米轮键连接,所述轮轴的下端与轮轴锥齿轮键连接,所述右轮架和所述左轮架中还设置有花键锥齿轮,所述装置框架上设置有花键,所述双头活塞杆设置在所述右轮架和所述左轮架之间,所述旋转编码器设置在所述装置框架的一侧位置上,所述旋转编码器与所述花键配合。该双轮同步随动计米器能够极大限度减少计量物直径

随动转阀式换向阀及随动换向机构和随动换向方法.pdf
一种随动转阀式换向阀及随动换向机构和随动换向方法,属于飞机前轮转弯机构操纵作动筒控制阀门。该阀门由旋转阀芯(2),耐压壳体(4),口盖(8),分腔键(10)等组成主体结构;旋转阀芯(2)和耐压壳体(4)分别与前轮转弯机构操纵作动筒和前起落架支柱撑架连接。该阀门由操纵作动筒的转动直接带动旋转阀芯(2)转动,无需外加驱动及控制反馈回路即可完成预定转角位置的油路换向功能,并且保持连通操纵作动筒头尾腔的油路随作动筒随动转动。该换向阀机械运动平稳,结构紧凑,并能有效的降低阀控系统重量,提高阀控系统可靠性。
随动前托料机构.pdf
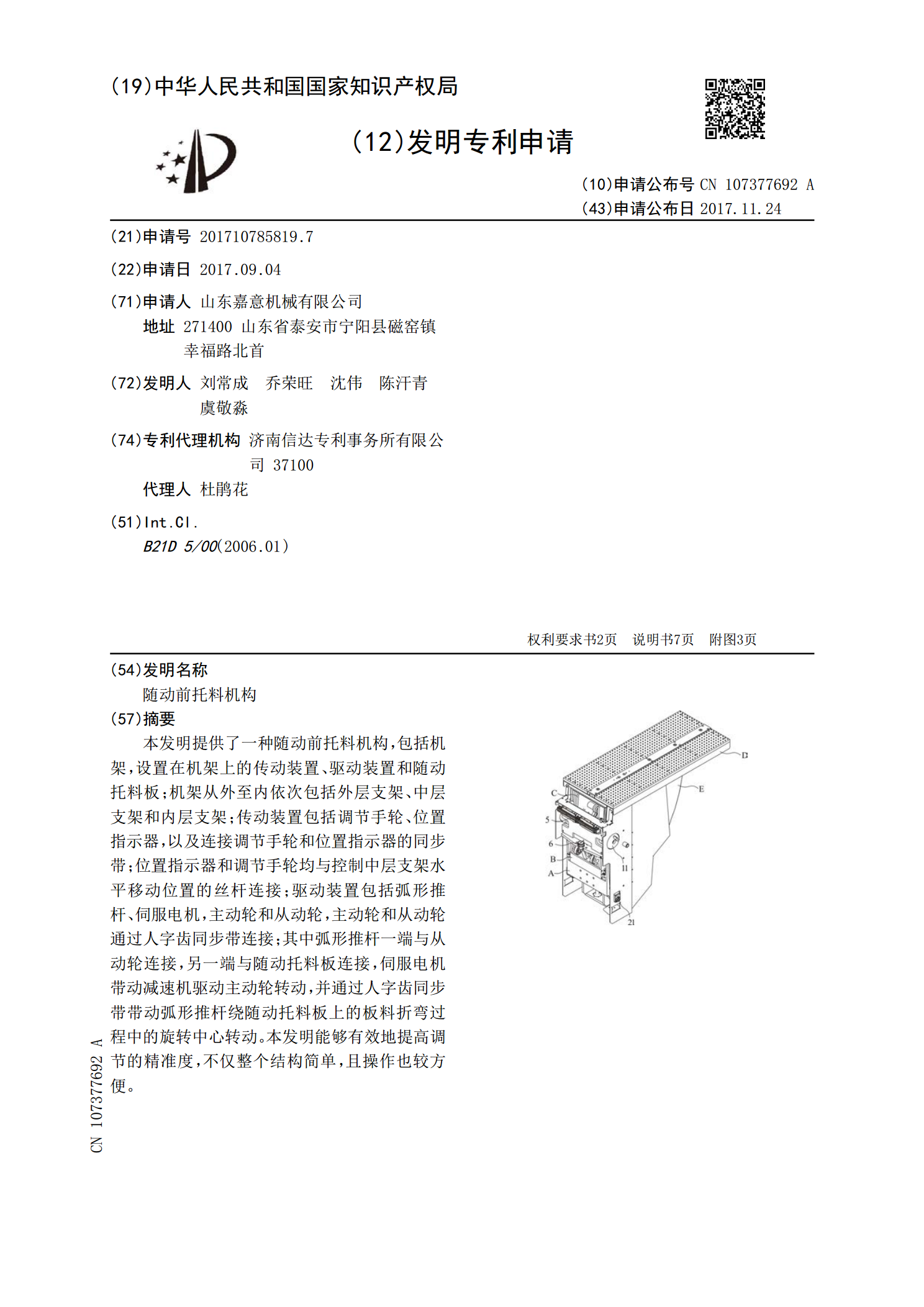
本发明提供了一种随动前托料机构,包括机架,设置在机架上的传动装置、驱动装置和随动托料板;机架从外至内依次包括外层支架、中层支架和内层支架;传动装置包括调节手轮、位置指示器,以及连接调节手轮和位置指示器的同步带;位置指示器和调节手轮均与控制中层支架水平移动位置的丝杆连接;驱动装置包括弧形推杆、伺服电机,主动轮和从动轮,主动轮和从动轮通过人字齿同步带连接;其中弧形推杆一端与从动轮连接,另一端与随动托料板连接,伺服电机带动减速机驱动主动轮转动,并通过人字齿同步带带动弧形推杆绕随动托料板上的板料折弯过程中的旋转中