
加工治具、双轮廓加工系统及方法.pdf

书生****aa


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

加工治具、双轮廓加工系统及方法.pdf
一种双轮廓加工方法,该方法包括如下步骤:获取双轮廓产品的基准边的加工程序;通过加工治具的刀具对加工材料进行第一次加工,以得到第一次加工后基准边的第一实际加工点;通过加工治具的刀具对加工材料进行第二次加工,以得到第二次加工后基准边的第二实际加工点;根据第二实际加工点计算间隙边的每个理论点的偏移量,以修正间隙边的加工程序,并根据修正后的间隙边的加工程序,对加工材料进行加工,以得到双轮廓产品。本发明还提供一种双轮廓加工系统及加工治具。利用本发明可以保证加工出来双轮廓所有点的偏差值可以控制在偏差阀值内。
转移治具、3D玻璃加工系统及加工方法.pdf
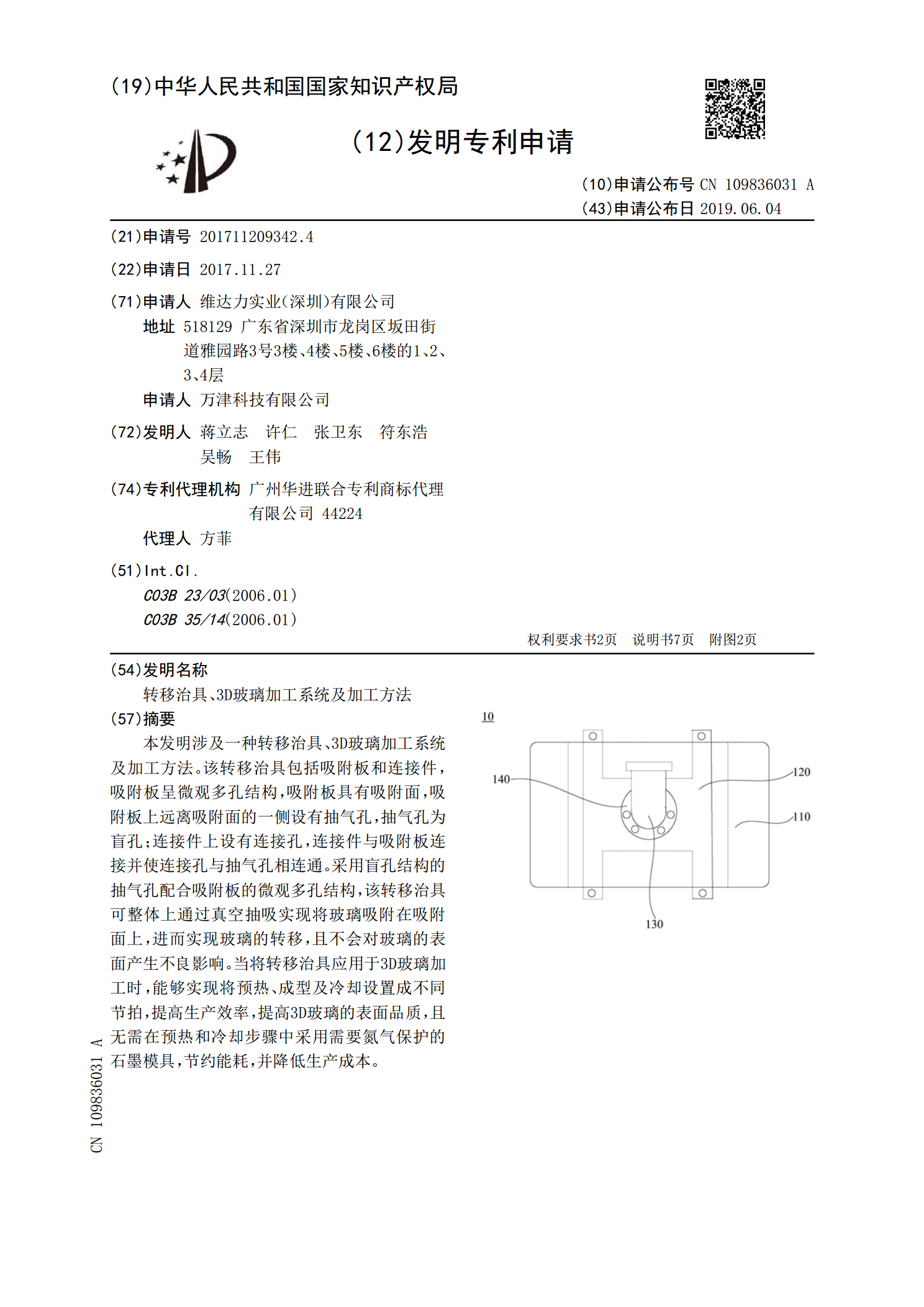
本发明涉及一种转移治具、3D玻璃加工系统及加工方法。该转移治具包括吸附板和连接件,吸附板呈微观多孔结构,吸附板具有吸附面,吸附板上远离吸附面的一侧设有抽气孔,抽气孔为盲孔;连接件上设有连接孔,连接件与吸附板连接并使连接孔与抽气孔相连通。采用盲孔结构的抽气孔配合吸附板的微观多孔结构,该转移治具可整体上通过真空抽吸实现将玻璃吸附在吸附面上,进而实现玻璃的转移,且不会对玻璃的表面产生不良影响。当将转移治具应用于3D玻璃加工时,能够实现将预热、成型及冷却设置成不同节拍,提高生产效率,提高3D玻璃的表面品质,且无需

水口加工治具.pdf
一种水口加工治具,用于切削内框上的水口,内框具有基准面和侧壁,侧壁和基准面相交,待切削的水口位于侧壁,侧壁还具有点胶平面,点胶平面到基准面的垂直距离大于水口至基准面垂直距离,加工治具包括:支架和刀刃,支架具有底面,用于和基准面贴合;刀刃受支架支撑,刀刃和底面相交,且交角等于侧壁和基准面的交角,刀刃的长度小于点胶平面到基准面的垂直距离,且等于或者大于水口至基准面的垂直距离。本申请提供的水口加工治具在切割水口时干净无残留,且不会影响点胶平面,能提高产品良率,避免浪费物料。
金属加工治具.pdf
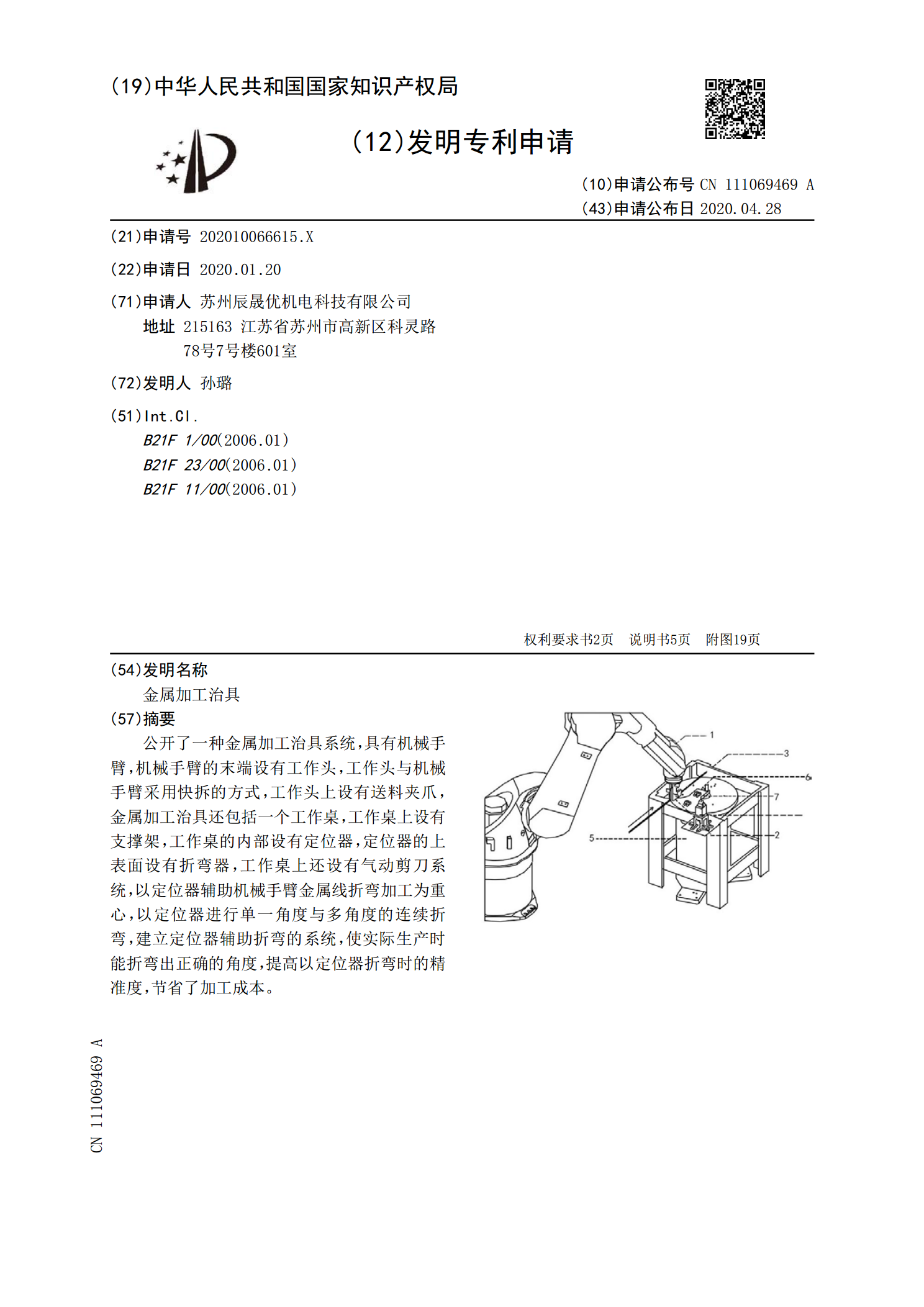
公开了一种金属加工治具系统,具有机械手臂,机械手臂的末端设有工作头,工作头与机械手臂采用快拆的方式,工作头上设有送料夹爪,金属加工治具还包括一个工作桌,工作桌上设有支撑架,工作桌的内部设有定位器,定位器的上表面设有折弯器,工作桌上还设有气动剪刀系统,以定位器辅助机械手臂金属线折弯加工为重心,以定位器进行单一角度与多角度的连续折弯,建立定位器辅助折弯的系统,使实际生产时能折弯出正确的角度,提高以定位器折弯时的精准度,节省了加工成本。

一种工装治具的加工方法.pdf
本发明一种工装治具的加工方法,步骤包括,S1备料:根据图纸加工需求进行毛坯备料;S2平面粗铣:固定于加工机床上进行粗铣;S3粗磨:固定于中磨床上进行外形的粗加工磨削;S4数控中心粗铣:数控加工中心进行铣内槽;数控加工中心进行钻孔且预倒角到尺寸;在内槽上铣待切割的各棱边,不留余量;S5热处理;S6平磨:固定于小磨床上进行内槽检测硬度面的磨削,将杂质磨除直至物料见光;S7检验:进行硬度检测;S8精磨:固定于中磨床上进行磨削,磨外形六面保证各面的平面度、粗糙度;S9精磨:固定于小磨床上进行内槽的精加工磨削;S1