
转移治具、3D玻璃加工系统及加工方法.pdf

一条****轩吗


1/10

2/10

3/10
4/10

5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
转移治具、3D玻璃加工系统及加工方法.pdf
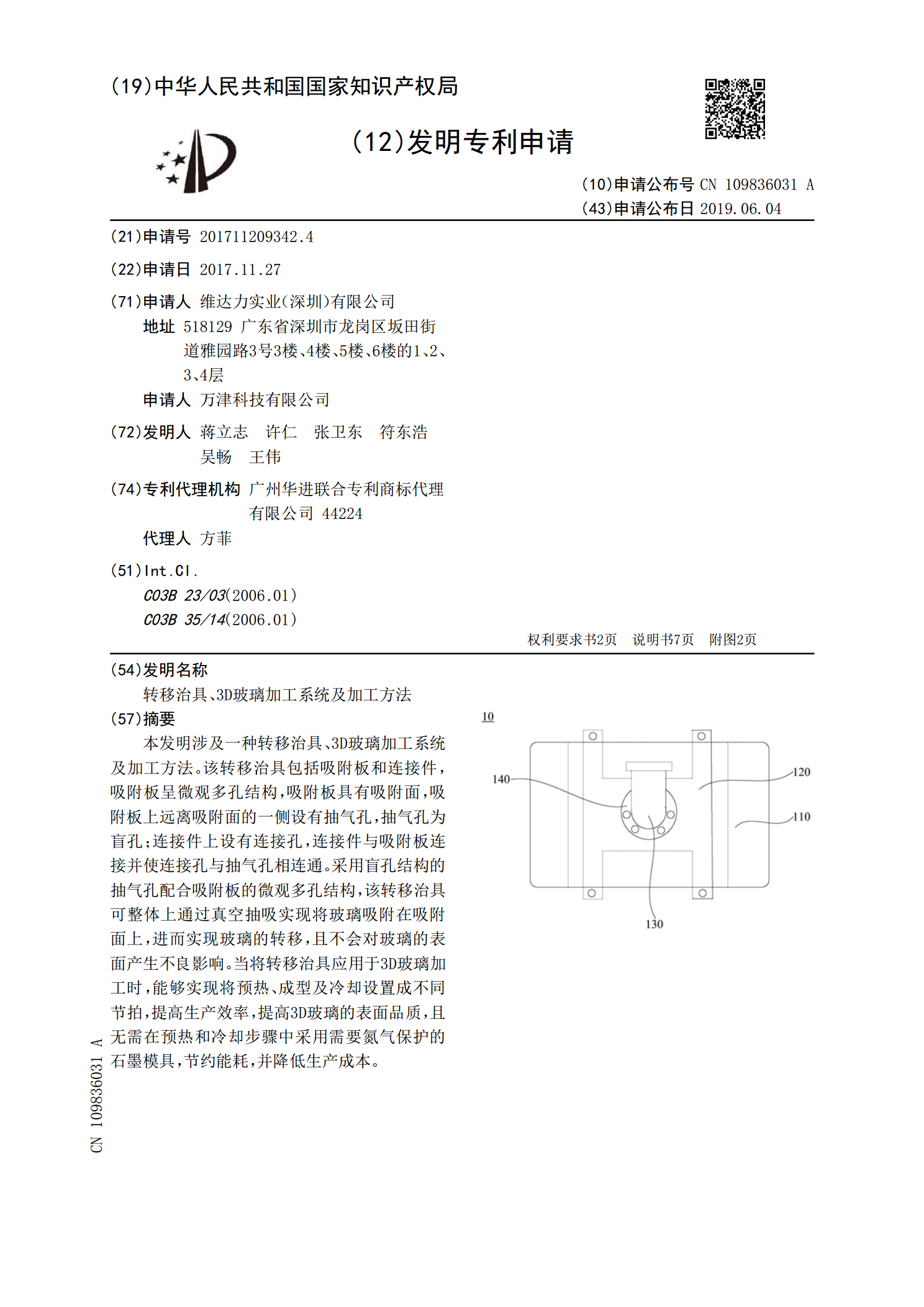
本发明涉及一种转移治具、3D玻璃加工系统及加工方法。该转移治具包括吸附板和连接件,吸附板呈微观多孔结构,吸附板具有吸附面,吸附板上远离吸附面的一侧设有抽气孔,抽气孔为盲孔;连接件上设有连接孔,连接件与吸附板连接并使连接孔与抽气孔相连通。采用盲孔结构的抽气孔配合吸附板的微观多孔结构,该转移治具可整体上通过真空抽吸实现将玻璃吸附在吸附面上,进而实现玻璃的转移,且不会对玻璃的表面产生不良影响。当将转移治具应用于3D玻璃加工时,能够实现将预热、成型及冷却设置成不同节拍,提高生产效率,提高3D玻璃的表面品质,且无需

加工治具、双轮廓加工系统及方法.pdf
一种双轮廓加工方法,该方法包括如下步骤:获取双轮廓产品的基准边的加工程序;通过加工治具的刀具对加工材料进行第一次加工,以得到第一次加工后基准边的第一实际加工点;通过加工治具的刀具对加工材料进行第二次加工,以得到第二次加工后基准边的第二实际加工点;根据第二实际加工点计算间隙边的每个理论点的偏移量,以修正间隙边的加工程序,并根据修正后的间隙边的加工程序,对加工材料进行加工,以得到双轮廓产品。本发明还提供一种双轮廓加工系统及加工治具。利用本发明可以保证加工出来双轮廓所有点的偏差值可以控制在偏差阀值内。

一种玻璃加工治具.pdf
本发明公开一种玻璃加工治具,包括底座、支撑架,所述支撑架固定设置在所述底座上;所述底座上设置有底支撑件,底支撑件用于与玻璃的底部接触;所述支撑架包括对应设置的第一架体和第二架体,第一架体和第二架体形成盛放部,玻璃设置在所述盛放部内;所述第二架体上设置有调节槽,对应所述调节槽还设置有固定板,固定板的两端分别设置在对应两侧板的调节槽上,侧支撑件设置在固定板上;本发明通过所述侧支撑件的固定结构,可实现所述侧支撑件的位置调节,从而使玻璃加工治具适用于不同尺寸的玻璃并可将不同尺寸的玻璃同时设置于玻璃加工治具上同时进

水口加工治具.pdf
一种水口加工治具,用于切削内框上的水口,内框具有基准面和侧壁,侧壁和基准面相交,待切削的水口位于侧壁,侧壁还具有点胶平面,点胶平面到基准面的垂直距离大于水口至基准面垂直距离,加工治具包括:支架和刀刃,支架具有底面,用于和基准面贴合;刀刃受支架支撑,刀刃和底面相交,且交角等于侧壁和基准面的交角,刀刃的长度小于点胶平面到基准面的垂直距离,且等于或者大于水口至基准面的垂直距离。本申请提供的水口加工治具在切割水口时干净无残留,且不会影响点胶平面,能提高产品良率,避免浪费物料。
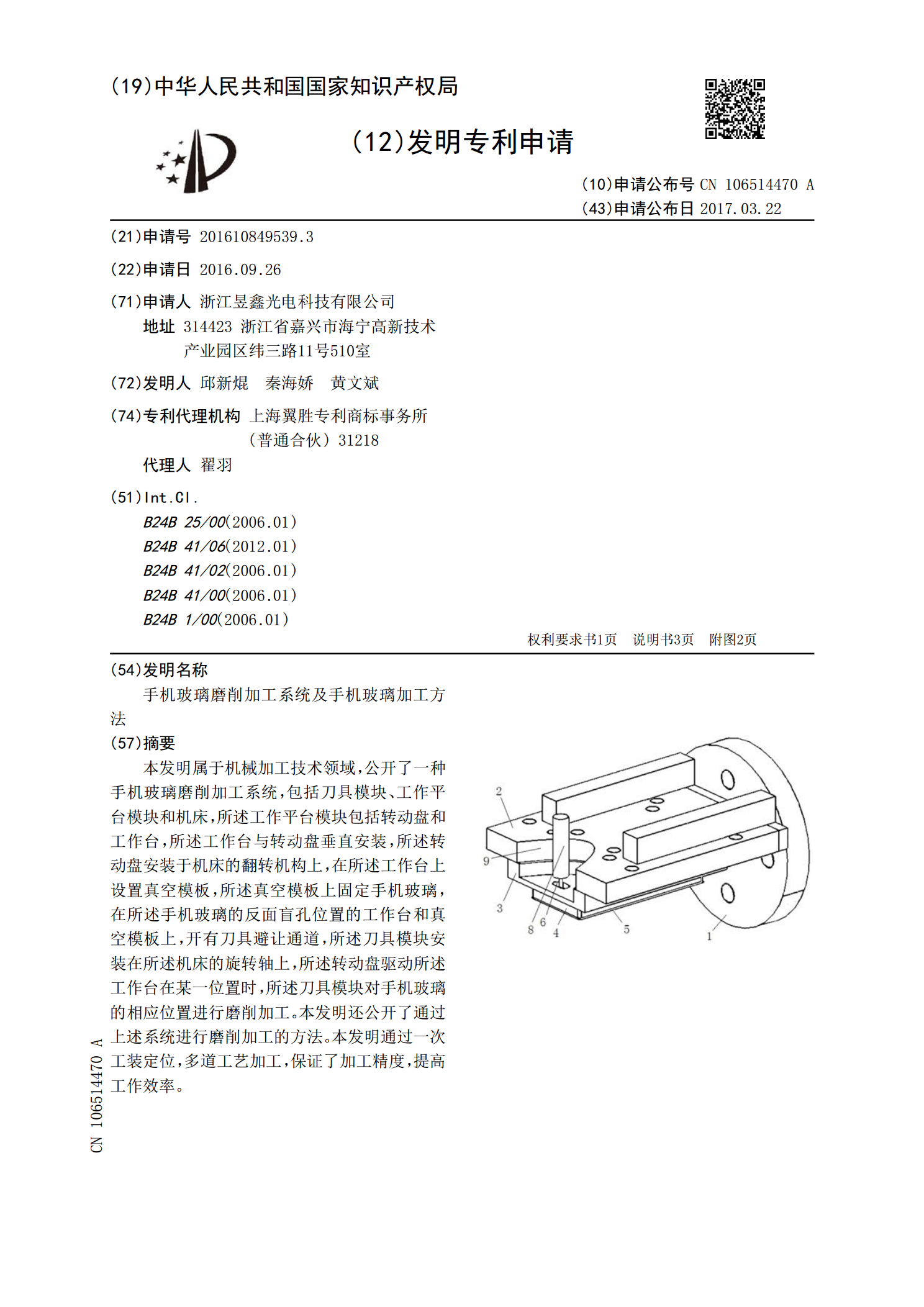
手机玻璃磨削加工系统及手机玻璃加工方法.pdf
本发明属于机械加工技术领域,公开了一种手机玻璃磨削加工系统,包括刀具模块、工作平台模块和机床,所述工作平台模块包括转动盘和工作台,所述工作台与转动盘垂直安装,所述转动盘安装于机床的翻转机构上,在所述工作台上设置真空模板,所述真空模板上固定手机玻璃,在所述手机玻璃的反面盲孔位置的工作台和真空模板上,开有刀具避让通道,所述刀具模块安装在所述机床的旋转轴上,所述转动盘驱动所述工作台在某一位置时,所述刀具模块对手机玻璃的相应位置进行磨削加工。本发明还公开了通过上述系统进行磨削加工的方法。本发明通过一次工装定位,多