
水辅注塑成型的模具.pdf

冬易****娘子


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

水辅注塑成型的模具.pdf
本发明为一种水辅注塑成型的模具,涉及高分子材料成型技术领域的装置,具体是一种水辅助注射成型模具。发明主要包括动模(1a)、定模(1b)、固定在模具上并引入水流的水针机构(3)、限流元件(4a);其中,动模(1a)和定模(1b)闭合后与水针机构(3)一起形成成型中空制品(6)的型腔(2)、溢料腔(5)、型腔(2)和溢料腔(5)之间的连接通道(4),水针机构(3)的水流输出端位于型腔(2)中,限流元件(4a)设置在型腔(2)和溢料腔(5)之间的连接通道(4)上。发明的优点是,通过在模具型腔和溢料腔之间的连接通
水辅注塑成型用水针装置.pdf
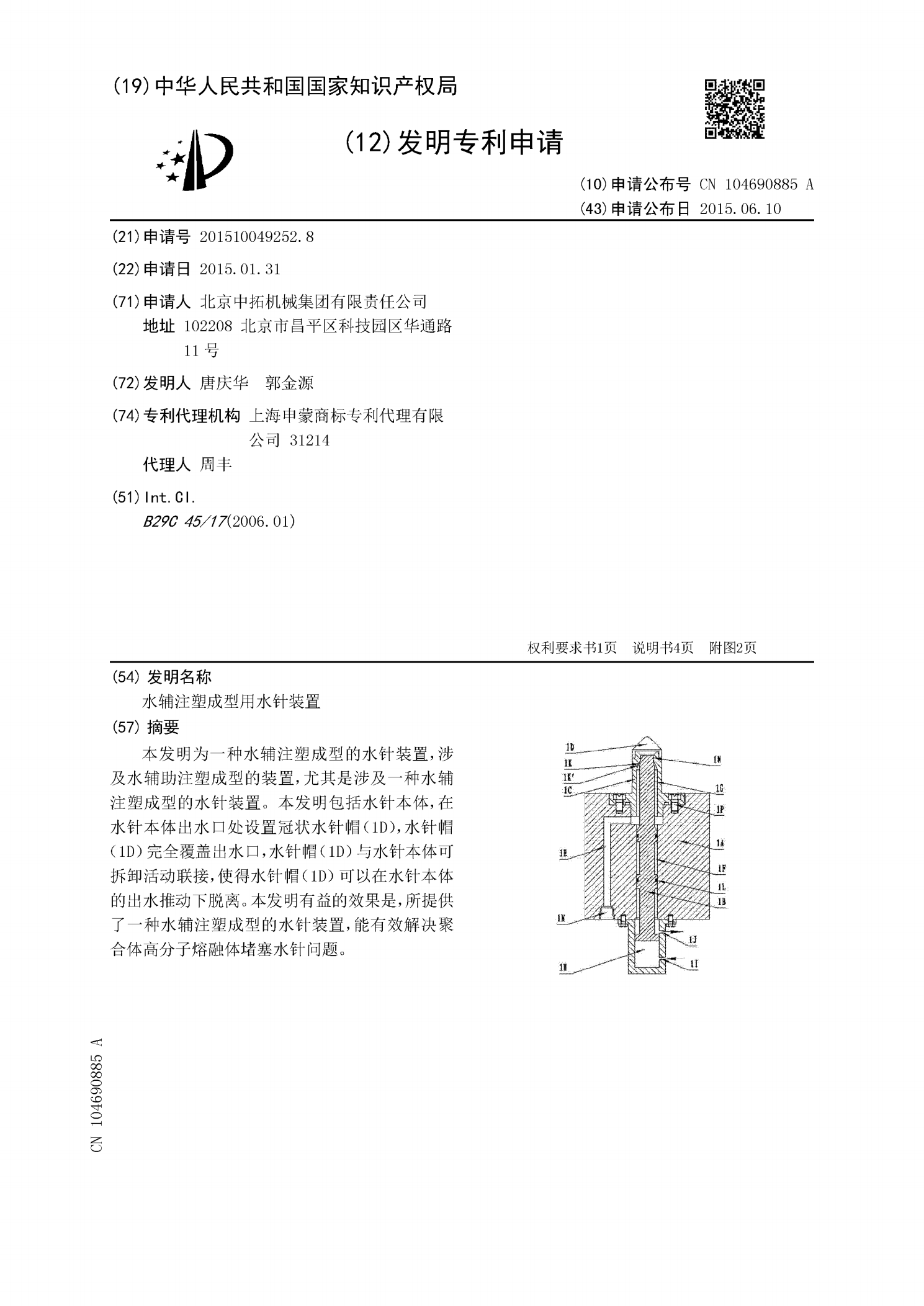
本发明为一种水辅注塑成型的水针装置,涉及水辅助注塑成型的装置,尤其是涉及一种水辅注塑成型的水针装置。本发明包括水针本体,在水针本体出水口处设置冠状水针帽(1D),水针帽(1D)完全覆盖出水口,水针帽(1D)与水针本体可拆卸活动联接,使得水针帽(1D)可以在水针本体的出水推动下脱离。本发明有益的效果是,所提供了一种水辅注塑成型的水针装置,能有效解决聚合体高分子熔融体堵塞水针问题。

气辅注塑成型.ppt
气体辅助注塑成型注塑成型原理注塑成型新技术的发展动向气辅注塑成型技术气辅注塑成型技术多腔控制气辅成型技术(PEP气辅技术)多腔控制气辅成型的工艺过程如下图所示:(a)注嘴阀打开,PEP阀关闭,熔体进入并充满模腔;(b)注嘴阀闭合,注气开始;(c)气体穿透熔体形成中空,PEP阀打开,熔体进入次级模腔;(d)料筒进料开始下次循环。多腔控制气辅成型的特点:冷却气体气辅技术冷却气体形成的过程是:常温气体通过一个腔室,在其中被液氮冷却。这种冷却气体辅助成型技术的主要优势在于:当冷却气体穿透熔体时,在模腔内会产生塞流

水辅成型和气辅成型共用喷嘴.pdf
水辅成型和气辅成型共用喷嘴,该喷嘴第五防漏圈(29)与第四铜套(25)紧固连接,第三铜套(14)与第五铜套(29)用销钉连接,第三铜套(14)与第一铜套(26)啮合连接,第四防漏圈(24)安装在喷嘴主体(8)后端的台阶孔中,第四防漏圈(24)用第五铜套(29)、第一铜套(26)、第三铜套(14)压紧,喷嘴主体(8)与第二铜套(21)螺纹连接,喷嘴主体(8)内部的第二级芯杆(19)的前端与喷嘴(8)间隙配合。该喷嘴适合注塑成型时,水辅或气辅成型,它密封好,压力可调节。

注塑成型与模具知识介绍.ppt
注塑成型與模具知識介紹InjectionMoldingIntroductionEquipment设备----射出成型機机器注射容量選擇:(MachineShotsize)1.注塑量確定:G=產品重(依3D計算)+料頭重(依流道計算)2.與機台注塑量確認:2-1.PartWeight=30-80%ofMachineShotSize制件重量=30-80%机器最大注射量(實際)2-2.機器最大注塑量(實際):機器注塑容量(實際)=機器注塑容量(理論)*PM/PPS機器注塑容量(理論):查機器參數.PM-----