
注塑成型与模具知识介绍.ppt

文库****品店

1/10
2/10
3/10

4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

注塑成型与模具知识介绍.ppt
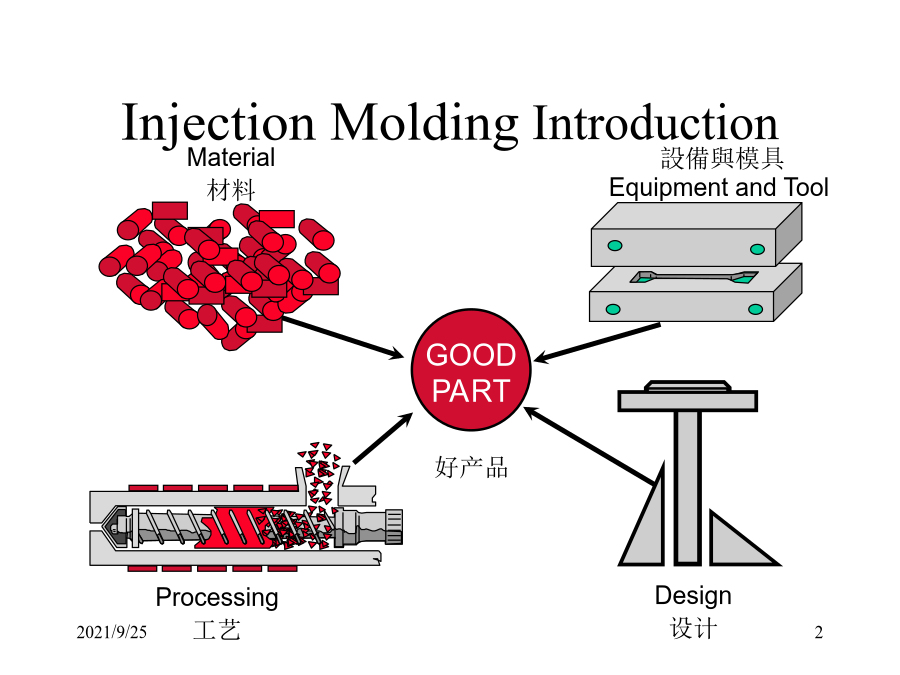
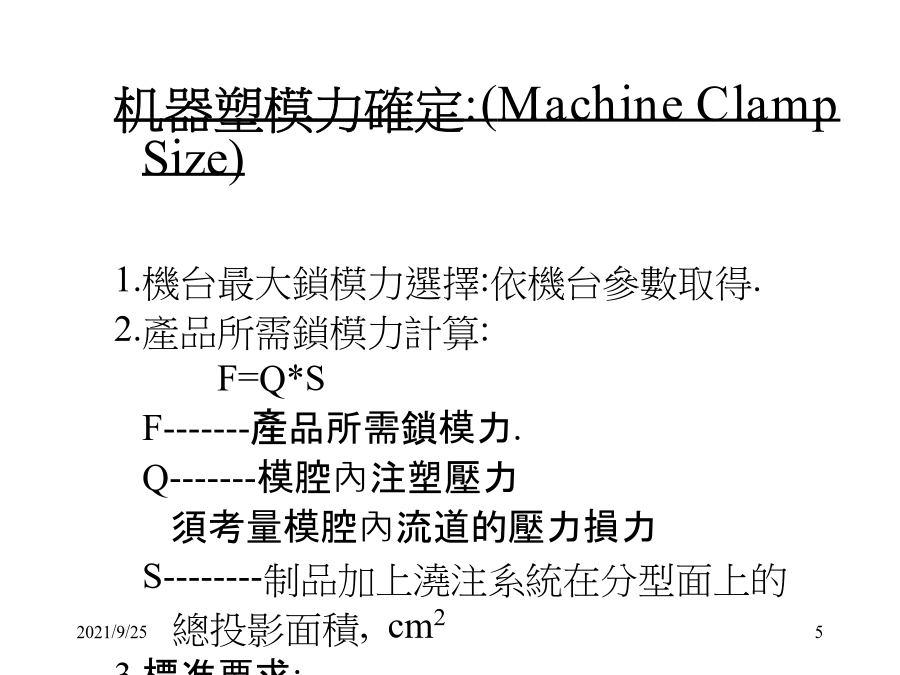
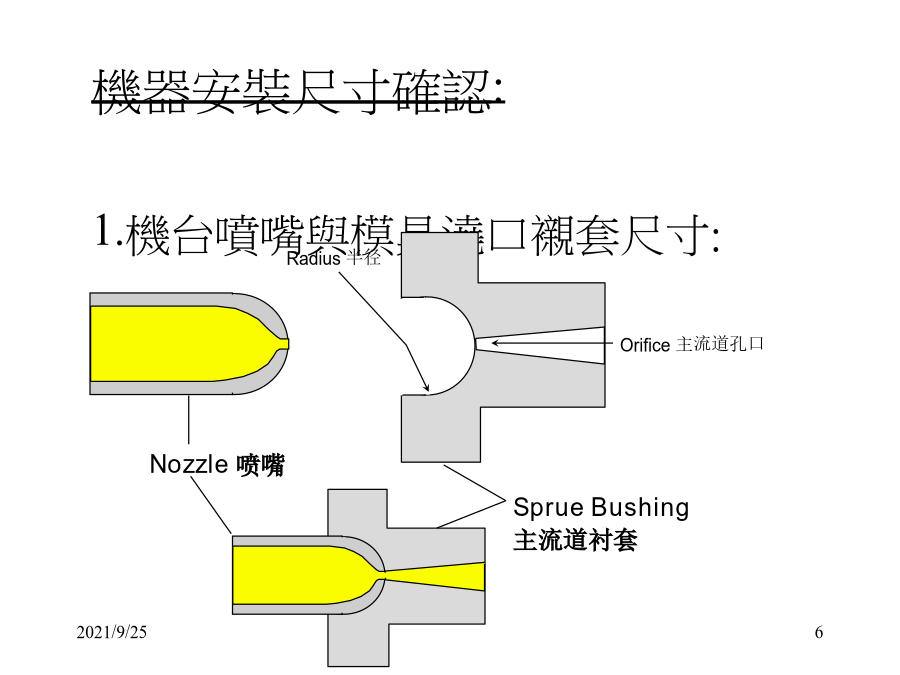
注塑成型與模具知識介紹InjectionMoldingIntroductionEquipment设备----射出成型機机器注射容量選擇:(MachineShotsize)1.注塑量確定:G=產品重(依3D計算)+料頭重(依流道計算)2.與機台注塑量確認:2-1.PartWeight=30-80%ofMachineShotSize制件重量=30-80%机器最大注射量(實際)2-2.機器最大注塑量(實際):機器注塑容量(實際)=機器注塑容量(理論)*PM/PPS機器注塑容量(理論):查機器參數.PM-----

注塑成型与模具知识(二).ppt
注塑成型與模具知識介紹(二)模具知識介紹模具概述模具結構與分類模具結構與分類2.三板式模具(由定模和動模/脫料板組成):三板模之開模順序3.無澆道模具:熱流道圖示模具零件材料選擇模具組成系統模具流道系統流道介紹流道分布形式澆口介紹側進膠搭接式進膠潛伏式進膠香蕉形進膠扇形進膠針點進膠模具冷卻系統水路設計原則2)﹑冷卻水路的布置要合理。當制品肉厚基本均勻時﹐冷卻水路離成品表面距離最好相等﹐分布與輪廓吻合﹐如圖a﹔當成品肉厚不均一時﹐則在肉厚的地方加強冷卻﹐如圖b。3)﹑設計時冷卻水路的排布一般為1﹕1.5~2

模具温度对注塑成型的影响.docx
模具温度对注塑成型的影响模具温度对注塑成型的影响在模具设计中,模具温度对注塑成型有影响吗?下面yjbys为大家解开这个问题,希望对大家学习模具设计有帮助!模具温度是注塑成型中最重要的变量——无论注塑何种塑料,必须保证形成模具表面基本的湿润。一个热的模具表面使塑料表面长时间保持液态,足以在型腔内形成压力。如果型腔填满而且在冻结的表皮出现硬化之前,型腔压力可将柔软的塑料压在金属上,那么型腔表面的复制就高。另一方面,如果在低压下进入型腔的塑料暂停了,不论时间多短,那么它与金属的轻微接触都

模具温度对注塑成型的影响.docx
模具温度对注塑成型的影响模具温度对注塑成型的影响在模具设计中,模具温度对注塑成型有影响吗?下面为大家解开这个问题,希望对大家学习模具设计有帮助!模具温度是注塑成型中最重要的变量——无论注塑何种塑料,必须保证形成模具表面基本的湿润。一个热的模具表面使塑料表面长时间保持液态,足以在型腔内形成压力。如果型腔填满而且在冻结的表皮出现硬化之前,型腔压力可将柔软的塑料压在金属上,那么型腔表面的复制就高。另一方面,如果在低压下进入型腔的塑料暂停了,不论时间多短,那么它与金属的轻微接触都会造成污点

模具温度对注塑成型的影响.docx
模具温度对注塑成型的影响模具温度对注塑成型的影响在模具设计中,模具温度对注塑成型有影响吗?下面yjbys为大家解开这个问题,希望对大家学习模具设计有帮助!模具温度是注塑成型中最重要的变量——无论注塑何种塑料,必须保证形成模具表面基本的湿润。一个热的模具表面使塑料表面长时间保持液态,足以在型腔内形成压力。如果型腔填满而且在冻结的表皮出现硬化之前,型腔压力可将柔软的塑料压在金属上,那么型腔表面的复制就高。另一方面,如果在低压下进入型腔的塑料暂停了,不论时间多短,那么它与金属的轻微接触都