
一种具有曲面微沟槽结构的飞行体及其制造方法.pdf

努力****亚捷


1/9

2/9

3/9

4/9

5/9

6/9

7/9

8/9

9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种具有曲面微沟槽结构的飞行体及其制造方法.pdf
本发明公开了一种具有曲面微沟槽结构的飞行体及其制造方法。该飞行体包括圆柱体和圆锥头,沿着圆锥头的曲表面轴向截面轮廓间隔均匀分布多条微沟槽,曲表面为抛物面或椭圆面的二维旋转面。加工时,先将柱状材料加工成带有圆锥头的曲面轮廓的粗糙曲表面的飞行体;然后利用细粒度金刚石砂轮的圆环端面边角沿着曲表面轮廓加工成光滑的曲表面;最后,将砂轮轴向转向与工件旋转轴垂直或者倾斜成一定角度并保持工件固定,利用高速旋转的金刚石砂轮V形尖端沿着光滑的曲表面轮廓径向进给将曲表面加工出微沟槽。该方法将飞行体加工出有规则可控的微沟槽结构的

具有引出结构的沟槽侧壁栅极及其制造方法.pdf
本发明涉及一种具有引出结构的沟槽侧壁栅极及其制造方法,所述方法包括:在基底上刻蚀形成第一、第二沟槽;向第一、第二沟槽内填充栅极材料;在基底上形成露出第一沟槽、且部分露出第二沟槽的刻蚀阻挡层;刻蚀第一沟槽中的栅极材料;去除刻蚀阻挡层后进行化学气相淀积,形成覆盖第一、第二沟槽的硅氧化物;通过普刻将第一沟槽中的栅极材料上的硅氧化物去除;以第一沟槽的侧壁留存的硅氧化物为阻挡层刻蚀第一沟槽中的栅极材料,在第一沟槽的底部侧壁形成沟槽侧壁栅极,与沟槽侧壁栅极连通为一体的第二沟槽内的栅极材料作为栅极引出结构。本发明第二沟

具有屏蔽栅沟槽结构的半导体器件及其制造方法.pdf
本发明提供了一种具有屏蔽栅沟槽的半导体器件及其制造方法,在回刻蚀场氧化层以形成核心区的屏蔽氧化层之后,且在通过热氧化工艺一步形成核心区屏蔽栅上方的栅间氧化层和栅氧化层之前,先通过平坦化工艺或者回刻蚀工艺来降低终端区的沟槽中的缝隙深度,由此在后续形成核心区的多晶硅栅的工艺中能避免在终端区的沟槽中产生的多晶硅残留,有效解决终端区器件的CP参数失效问题,保证半导体器件的性能。

沟槽隔离结构及其制造方法.pdf
本发明涉及一种沟槽隔离结构及其制造方法,所述方法包括:在晶圆表面形成上宽下窄的浅槽;通过淀积向浅槽内填充氧化硅;通过刻蚀去除掉一部分氧化硅;通过热氧化在浅槽顶部的拐角处形成氧化硅拐角结构;在晶圆表面淀积氮化硅,覆盖浅槽内的氧化硅表面及氧化硅拐角结构表面;干法刻蚀氮化硅,将浅槽内的氧化硅表面的氮化硅去除,氧化硅拐角结构表面形成向沟槽内延伸的氮化硅残留;以氮化硅残留为掩膜,继续向下刻蚀形成深槽;在深槽的侧壁和底部形成氧化硅层;向浅槽和深槽内淀积多晶硅;去除氮化硅;在浅槽内形成氧化硅将多晶硅覆盖。本发明的浅槽有
一种沟槽MOSFET器件的制造方法及其结构.pdf
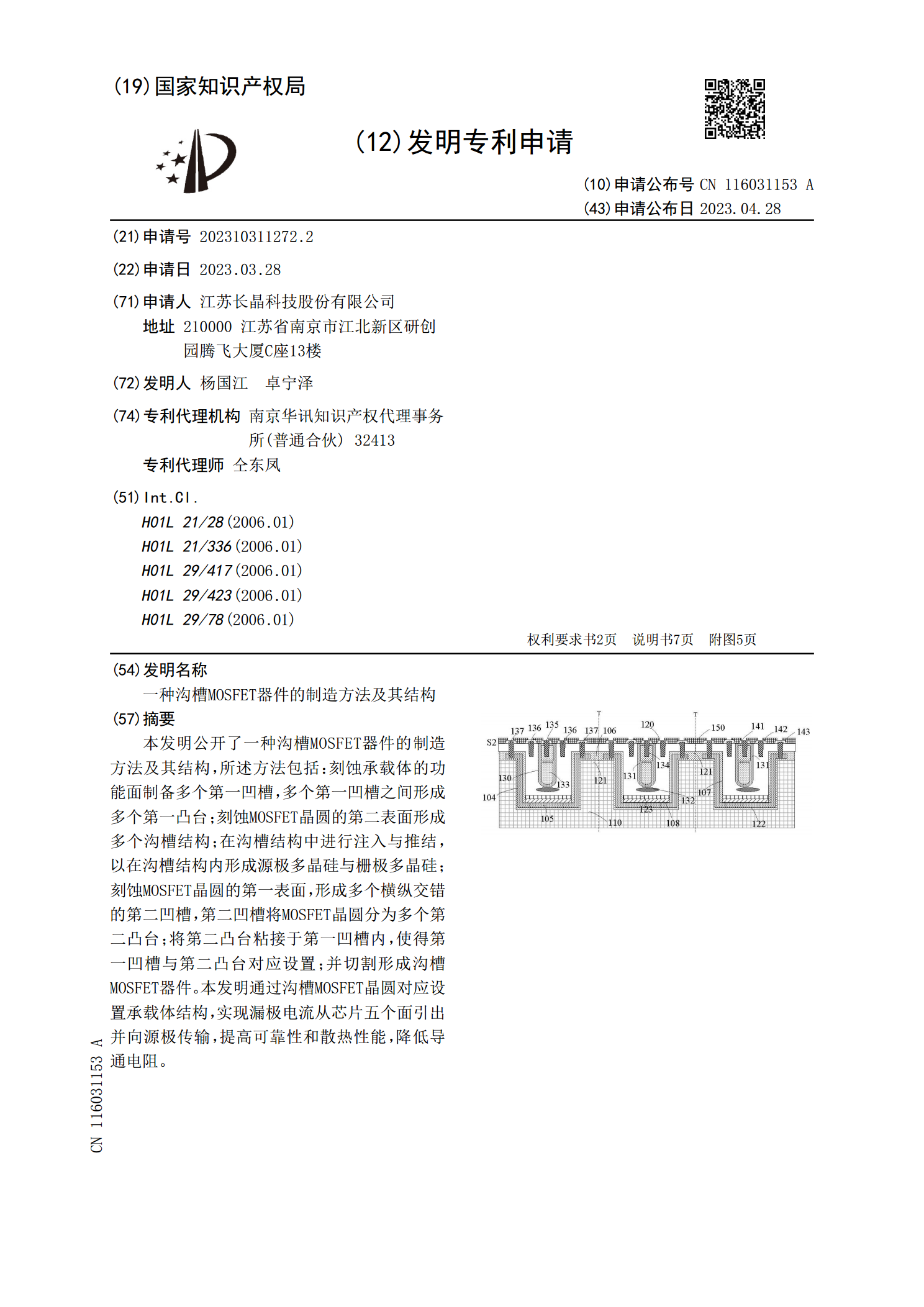
(19)国家知识产权局(12)发明专利申请(10)申请公布号CN116031153A(43)申请公布日2023.04.28(21)申请号202310311272.2(22)申请日2023.03.28(71)申请人江苏长晶科技股份有限公司地址210000江苏省南京市江北新区研创园腾飞大厦C座13楼(72)发明人杨国江卓宁泽(74)专利代理机构南京华讯知识产权代理事务所(普通合伙)32413专利代理师仝东凤(51)Int.Cl.H01L21/28(2006.01)H01L21/336(2006.01)H01L