
用于加工燃气轮机叶片的方法以及具有这种叶片的燃气轮机.pdf

岚风****55


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

用于加工燃气轮机叶片的方法以及具有这种叶片的燃气轮机.pdf
通过应用不同的陶瓷层能够制造不同配置的燃气轮机,所述不同配置的燃气轮机于是对于基本负荷运行或峰值负荷运行的相应的使用领域是最佳的。
用于燃气轮机的叶片以及制造这种叶片的方法.pdf
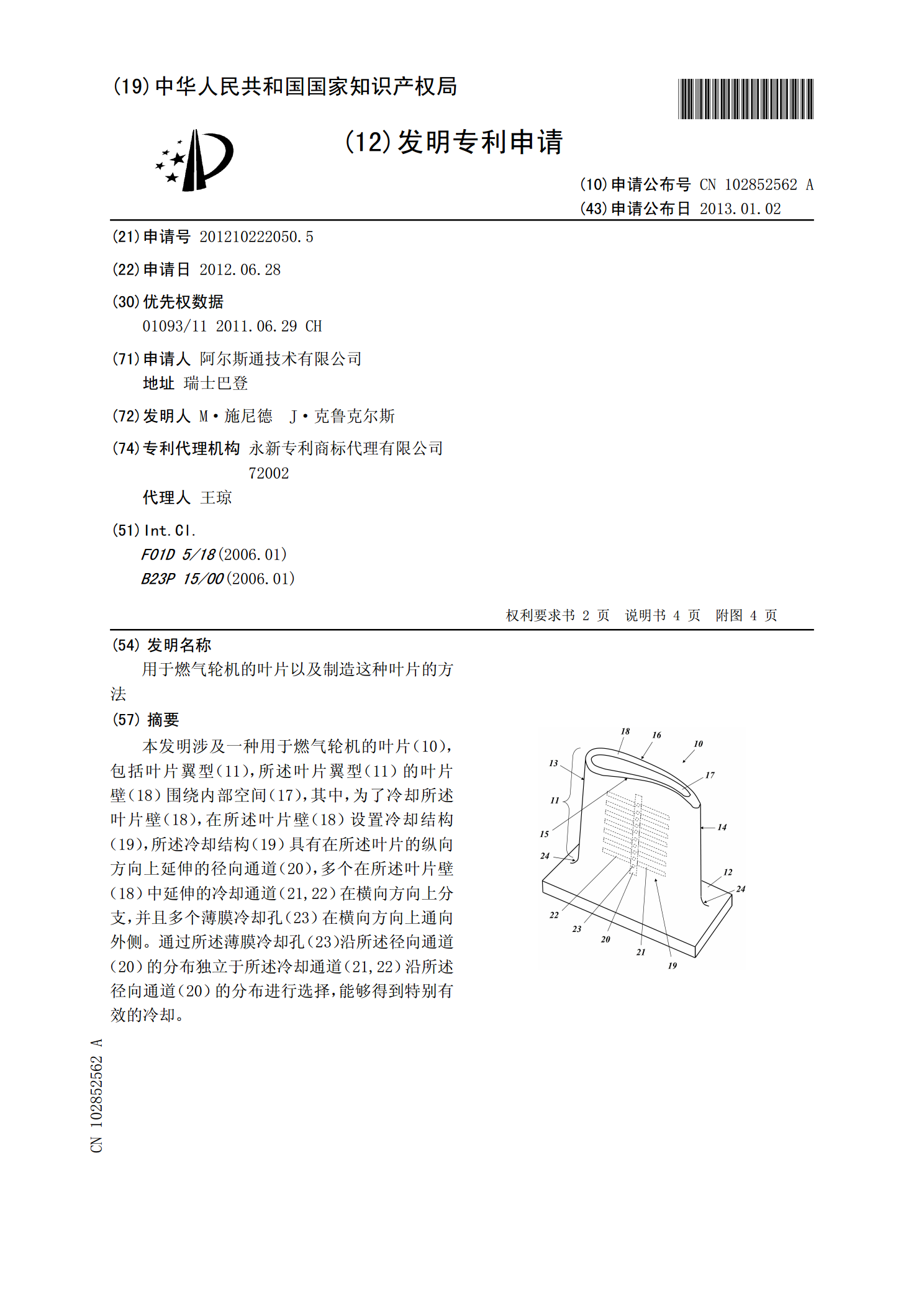
本发明涉及一种用于燃气轮机的叶片(10),包括叶片翼型(11),所述叶片翼型(11)的叶片壁(18)围绕内部空间(17),其中,为了冷却所述叶片壁(18),在所述叶片壁(18)设置冷却结构(19),所述冷却结构(19)具有在所述叶片的纵向方向上延伸的径向通道(20),多个在所述叶片壁(18)中延伸的冷却通道(21,22)在横向方向上分支,并且多个薄膜冷却孔(23)在横向方向上通向外侧。通过所述薄膜冷却孔(23)沿所述径向通道(20)的分布独立于所述冷却通道(21,22)沿所述径向通道(20)的分布进行选择

燃气轮机及燃气轮机叶片、以及燃气轮机叶片的制造方法.pdf
本发明提供兼具优异的冷却性能与制造性的燃气轮机以及燃气轮机叶片。燃气轮机叶片的特征在于,具备作为在制冷剂通道中最靠近前缘侧的流道的第一流道、与上述第一流道邻接的第二流道、设在划分上述第一流道与上述第二流道的上述隔壁上的接触冷却孔,在叶片形部与柄部之间具有连接上述第二流道和与上述第二流道邻接的第三流道的第一转向部,在上述叶片形部侧的前端部具有连接上述第三流道和与上述第三流道邻接的第四流道的第二转向部,至少上述第一流道与上述第二流道延伸到上述叶片形部的外周侧端,与上述叶片形部不同的部件的外周侧板安装在上述叶片

燃气轮机动叶片的修补方法以及燃气轮机动叶片.pdf
本发明涉及在对燃气轮机动叶片的叶片前端的削减部进行修补时,能够防止堆焊焊接中的裂缝等缺陷的产生,可进行可靠性高的修补的燃气轮机动叶片的修补方法、以及通过该修补方法修补后得到的燃气轮机动叶片。燃气轮机动叶片的修补方法具备:除去叶片前端的削减部,将叶片前端加工成平面的削减部除去工序;在被加工成平面的叶片前端,利用激光将延展性比构成燃气轮机动叶片的基材大的堆焊材料的粉末熔融,多层地进行堆焊,形成规定厚度的堆焊部的堆焊焊接工序;将堆焊部的形状加工成与发生削减之前的最初的叶片前端的形状相同的形状的成形工序;和将因堆

叶片、具备该叶片的燃气轮机、以及叶片的制造方法.pdf
叶片(50)的端板(60)具有:朝向燃烧气体流路(49)侧的气路面(61)、沿着气路面(61)的边缘的端面(63)、多个通道(81p)以及芯头孔(75p)。多个通道(81p)在沿着作为端面(63)的一部分的部分端面(63p)的方向延伸,并且在相对于部分端面(63p)的远近方向排列。芯头孔(75p)在部分端面(63p)开口。芯头孔(75p)与多个通道(81p)中远离部分端面(63p)的内侧通道(83p)连通。