
粉末注射成形中空涡轮的合金选择及制备方法.pdf

醉香****mm


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

粉末注射成形中空涡轮的合金选择及制备方法.pdf
本发明涉及一种粉末注射成形中空涡轮的合金选择及制备方法。本发明以碳含量0.08-0.12%的K418、碳含量0.01-0.05%的K213和碳含量0.13-0.17%的K417合金粉末作为原料,采用粉末注射成形工艺,分别制备得到最高服役温度为850℃、750℃或1050℃的增压器中空涡轮。本发明在涡轮合金选择上采用现有铸造合金,在成分设计上将碳含量严格控制在中下限,选择的合金通过气雾化制粉、粉末与粘结剂混合制备喂料、喂料注射成形中空涡轮、脱脂与烧结、热等静压等工艺制备出完全致密的中空涡轮,注射成形中空涡轮

粉末注射成形涡轮及其结构优化设计方法.pdf
本发明公开了粉末注射成形增压器涡轮的结构优化设计方法,它以涡轮结构质量最轻和最高转速下涡轮的应力集中系数最小,在确保涡轮结构满足强度要求和使用寿命要求的前提下,优化设计目标函数,以涡轮在最高转速工作状态下的最大等效应力为约束条件,以涡轮结构减重特征几何尺寸为设计变量,建立所述涡轮结构的优化数学模型,本发明采用粉末注射成形工艺,有效去除了精密铸造固有的热裂、缩孔、缩松等缺陷。同时可减少优化过程中的约束条件,可以改变涡轮现有的结构形式,从而最大化地对其进行结构优化,通过该优化设计方法来确定的涡轮各部份尺寸,可

粉末注射成形钨镍硬质合金的制备工艺.pdf
本发明公开了一种粉末注射成形钨镍硬质合金的制备工艺,依次经过如下步骤:喂料配置,将WC‑10Ni粉末和粘结剂混炼,制成WC‑10Ni喂料;注射成形,将喂料注入注射机料筒中,由注射机喷嘴注入模具中成形,出模制得WC‑10Ni注射坯;脱脂,将WC‑10Ni注射坯中的粘结剂脱除,制得WC‑10Ni脱脂坯;高温烧结,WC‑10Ni脱脂坯在保护气氛作用下,放置在高温烧结炉中逐步升温,并保温2~4个小时,然后冷却,得到WC‑10Ni烧结坯。通过上述方式,本发明粉末注射成形钨镍硬质合金的制备工艺制得的钨镍硬质合金具有较
采用粉末注射成形制备铁钴合金复杂零件的方法.pdf
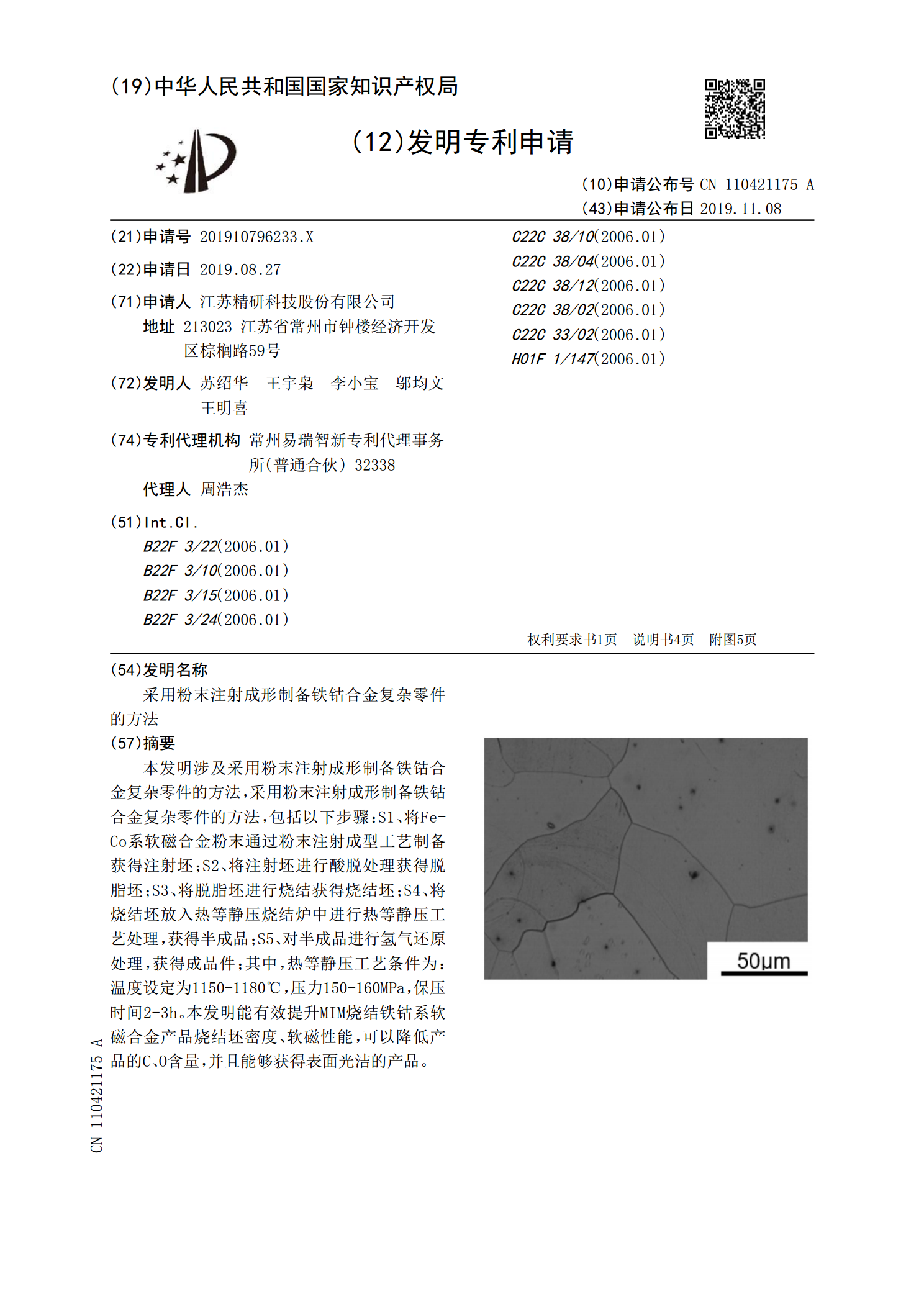
本发明涉及采用粉末注射成形制备铁钴合金复杂零件的方法,采用粉末注射成形制备铁钴合金复杂零件的方法,包括以下步骤:S1、将Fe‑Co系软磁合金粉末通过粉末注射成型工艺制备获得注射坯;S2、将注射坯进行酸脱处理获得脱脂坯;S3、将脱脂坯进行烧结获得烧结坯;S4、将烧结坯放入热等静压烧结炉中进行热等静压工艺处理,获得半成品;S5、对半成品进行氢气还原处理,获得成品件;其中,热等静压工艺条件为:温度设定为1150‑1180℃,压力150‑160MPa,保压时间2‑3h。本发明能有效提升MIM烧结铁钴系软磁合金产品
一种采用粉末注射成形制备两相高熵合金制作方法.pdf
本发明涉及一种采用粉末注射成形制备两相高熵合金制作方法,S1、粉末制备:将纯铁、钴、铬、锰四种金属加热熔炼,并通过超音速气体雾化制成粉末;S2、喂料制备;S3、生坯制备:将喂料注入注射机的料筒中,然后通过注射机注入模具中成形,出模制得两相高熵合金毛坯件;S4、脱脂;S5、烧结:将脱脂坯放入高温烧结炉,通入惰性气体采用正压烧结致密化催化坯,最后通过快速冷却得到烧结坯;S6、热处理:对烧结坯进行10~16小时中低温退火。本发明通过粉末注射成形技术制备获得两相高熵合金产品,且通过工艺优化有效提高了高熵合金产品的