
采用粉末注射成形制备铁钴合金复杂零件的方法.pdf

一条****贺6

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
采用粉末注射成形制备铁钴合金复杂零件的方法.pdf
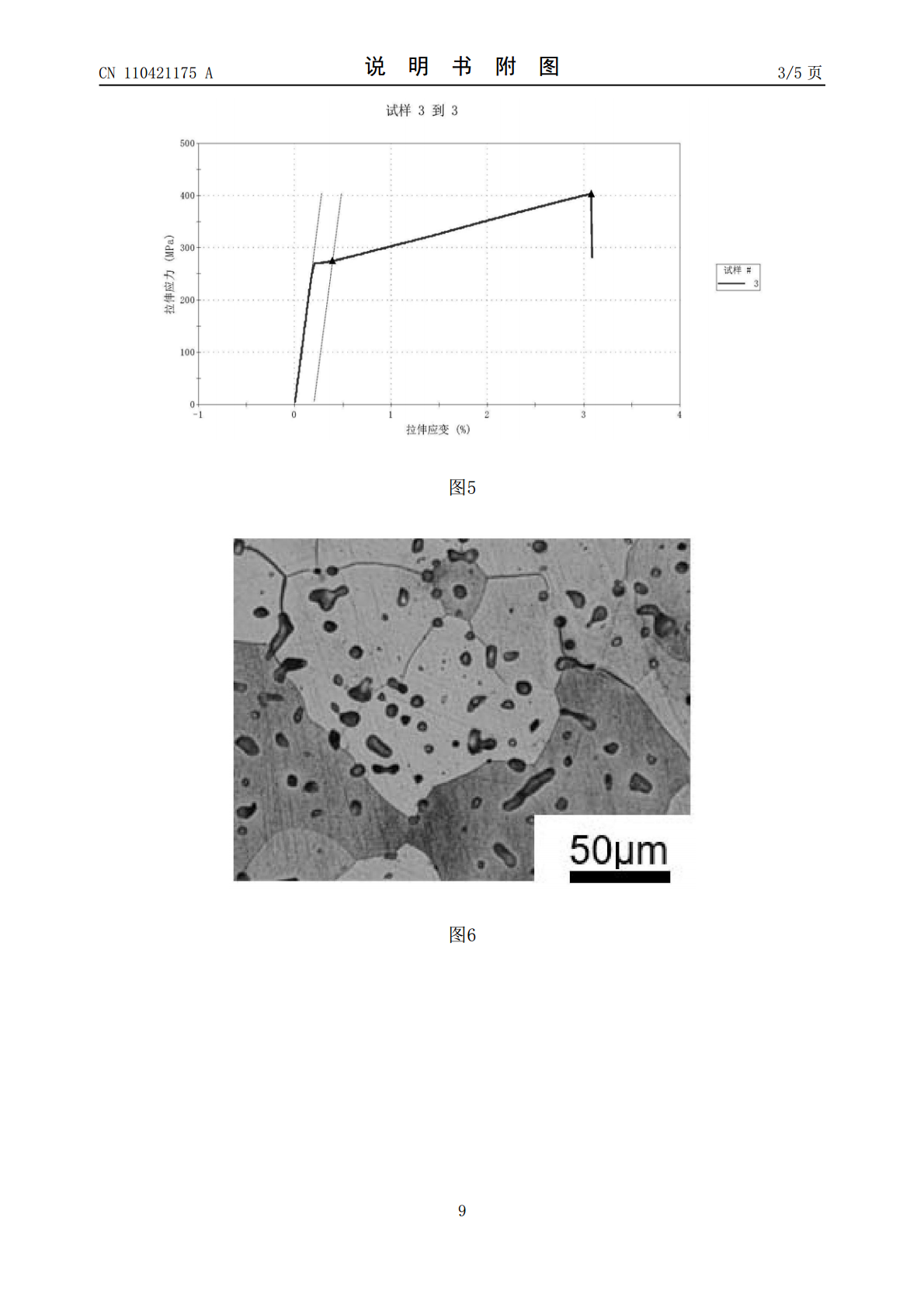
本发明涉及采用粉末注射成形制备铁钴合金复杂零件的方法,采用粉末注射成形制备铁钴合金复杂零件的方法,包括以下步骤:S1、将Fe‑Co系软磁合金粉末通过粉末注射成型工艺制备获得注射坯;S2、将注射坯进行酸脱处理获得脱脂坯;S3、将脱脂坯进行烧结获得烧结坯;S4、将烧结坯放入热等静压烧结炉中进行热等静压工艺处理,获得半成品;S5、对半成品进行氢气还原处理,获得成品件;其中,热等静压工艺条件为:温度设定为1150‑1180℃,压力150‑160MPa,保压时间2‑3h。本发明能有效提升MIM烧结铁钴系软磁合金产品
一种采用粉末注射成型制备钴基合金复杂零件的方法.pdf
本发明涉及一种采用粉末注射成型制备钴基合金复杂零件的方法,包括以下步骤:A、选择钴基粉末和粘结剂;B、喂料制备:将选择的钴基粉末和粘结剂按照最佳装载量均匀混合形成喂料;C、注射成型:将制备的喂料置于粉末注射成型机中,在100~180MPa注射压力和150~200℃的注射温度条件下注射到复杂零件的模具型腔内,形成注射坯;D、催化脱脂;E、烧结:将脱脂坯置于连续烧结炉中,在H
采用粉末注射成型制备TC4钛合金零件的方法.pdf
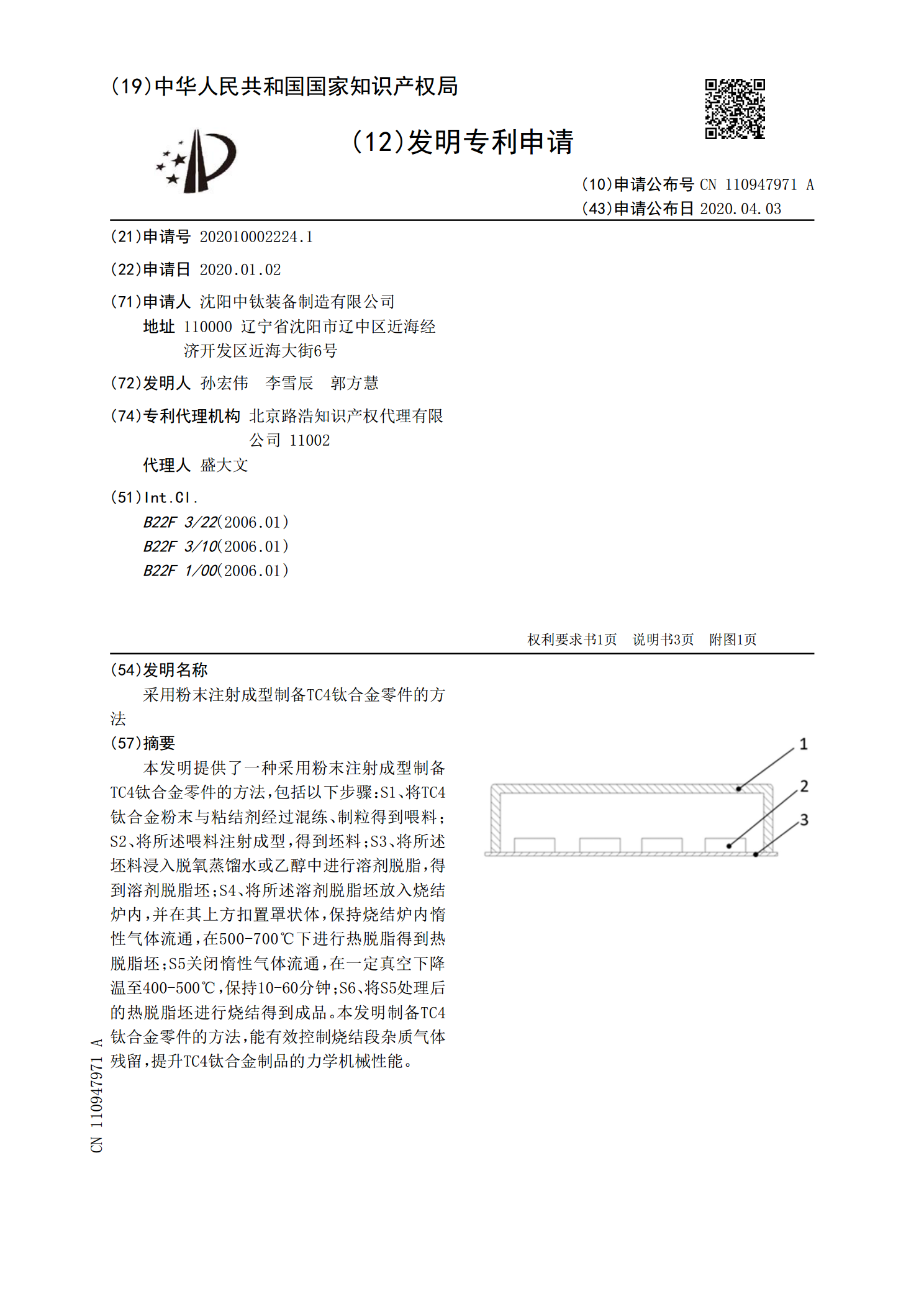
本发明提供了一种采用粉末注射成型制备TC4钛合金零件的方法,包括以下步骤:S1、将TC4钛合金粉末与粘结剂经过混练、制粒得到喂料;S2、将所述喂料注射成型,得到坯料;S3、将所述坯料浸入脱氧蒸馏水或乙醇中进行溶剂脱脂,得到溶剂脱脂坯;S4、将所述溶剂脱脂坯放入烧结炉内,并在其上方扣置罩状体,保持烧结炉内惰性气体流通,在500‑700℃下进行热脱脂得到热脱脂坯;S5关闭惰性气体流通,在一定真空下降温至400‑500℃,保持10‑60分钟;S6、将S5处理后的热脱脂坯进行烧结得到成品。本发明制备TC4钛合金零

粉末注射成形中空涡轮的合金选择及制备方法.pdf
本发明涉及一种粉末注射成形中空涡轮的合金选择及制备方法。本发明以碳含量0.08-0.12%的K418、碳含量0.01-0.05%的K213和碳含量0.13-0.17%的K417合金粉末作为原料,采用粉末注射成形工艺,分别制备得到最高服役温度为850℃、750℃或1050℃的增压器中空涡轮。本发明在涡轮合金选择上采用现有铸造合金,在成分设计上将碳含量严格控制在中下限,选择的合金通过气雾化制粉、粉末与粘结剂混合制备喂料、喂料注射成形中空涡轮、脱脂与烧结、热等静压等工艺制备出完全致密的中空涡轮,注射成形中空涡轮
一种采用粉末注射成形制备两相高熵合金制作方法.pdf
本发明涉及一种采用粉末注射成形制备两相高熵合金制作方法,S1、粉末制备:将纯铁、钴、铬、锰四种金属加热熔炼,并通过超音速气体雾化制成粉末;S2、喂料制备;S3、生坯制备:将喂料注入注射机的料筒中,然后通过注射机注入模具中成形,出模制得两相高熵合金毛坯件;S4、脱脂;S5、烧结:将脱脂坯放入高温烧结炉,通入惰性气体采用正压烧结致密化催化坯,最后通过快速冷却得到烧结坯;S6、热处理:对烧结坯进行10~16小时中低温退火。本发明通过粉末注射成形技术制备获得两相高熵合金产品,且通过工艺优化有效提高了高熵合金产品的