
一种飞轮壳用双面加工铣床.pdf

一只****ng


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种飞轮壳用双面加工铣床.pdf
本发明公开了一种飞轮壳用双面加工铣床,主要包括机架、安装座、左刀头及右刀头,所述安装座位于机架上且与机架内的横向调节单元及纵向调节单元连接,所述左刀头及右刀头位于安装座的上方,左刀头安装在机架的侧壁上,在机架内还设置有驱使右刀头做水平方向往复运动的横向调节装置,横向调节装置包括丝杆、与丝杆相配合的丝母、导杆及横移驱动电机,丝母的尾端固定有支撑座,右刀头安装在支撑座上,导杆由焊接在机架内部的两支撑耳支撑,所述支撑座与丝杆及导杆间隙配合。本发明可同时对飞轮壳的两端同时进行加工,节约二次装夹时间,单班产量提高了

一种加工飞轮壳用夹具.pdf
本发明公开了一种加工飞轮壳用夹具,包括机架、两结构相同的夹紧块及夹紧块驱动装置,所述机架为方形框,在机架的顶部对称设置有两安装孔;两夹紧块分别位于两安装孔内并与机架铰接,所述夹紧块驱动装置包括双旋向螺杆、导块及导杆,所述双旋向螺杆与导杆相平行且两端均安装在机架的侧壁上,所述两导块分别与双旋向螺杆上的反向螺纹相配合,两导块的一端均与导杆间隙配合,另一端与对应的夹紧块相抵靠。所述螺杆的输入端连接有手柄或驱动电机。本发明能够快速完成对飞轮壳的装夹,结构简单,能够对不同型号的飞轮壳进行快速装夹固定,便于同时对飞轮

一种柴油机用飞轮壳的加工工艺.pdf
本发明提供了一种柴油机用飞轮壳的加工工艺,所述加工工艺包括以下步骤:粗铣机体连接面;粗车飞轮止口和飞轮止口面;以飞轮止口定位,加工机体连接面;以机体面定位销孔定位,在立式加工中心上镗加工加工止口面以及周边尺寸。本发明具有克服了传统加工工艺中设备、人员投入量大的缺陷,以及生产成本高的弊端,以及装夹过程复杂,有效的降低了前期设备投入成本,提高人均产值,节约装夹时间,提高了生产效率的优点。

一种柴油机用飞轮壳的加工工艺.pdf
本发明涉及一种柴油机用飞轮壳的加工工艺,包括以下步骤:粗铣机体连接面;粗车飞轮止口和飞轮止口端面;以飞轮止口定位,加工机体连接面;加工齿轮室轴承安装孔;精车飞轮止口及飞轮止口端面,精车飞轮止口步骤中以飞轮室轴承安装孔为加工基准,保证了飞轮止口与飞轮室轴承安装孔的同轴度,安装精度高。
一种飞轮壳加工工装.pdf
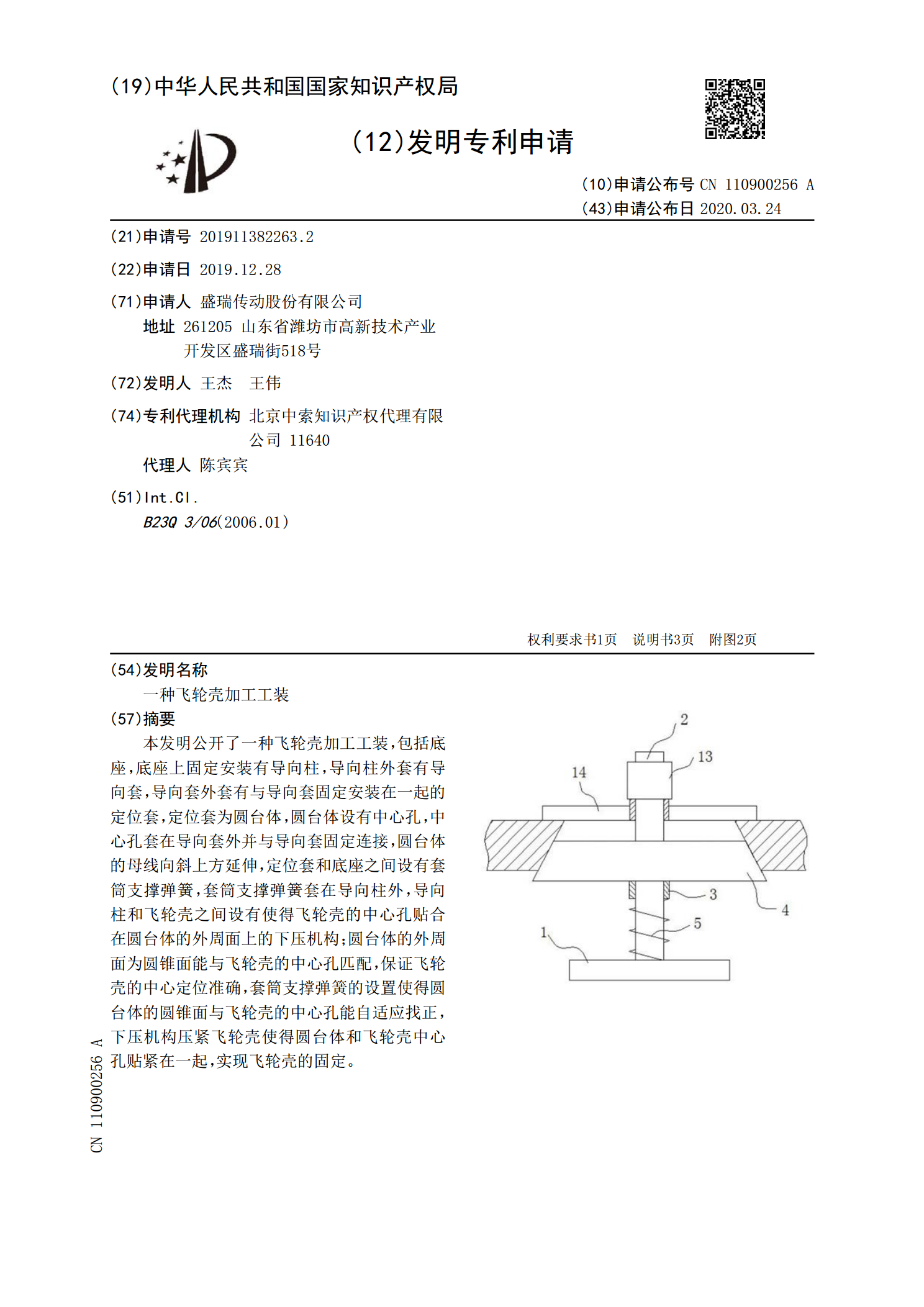
本发明公开了一种飞轮壳加工工装,包括底座,底座上固定安装有导向柱,导向柱外套有导向套,导向套外套有与导向套固定安装在一起的定位套,定位套为圆台体,圆台体设有中心孔,中心孔套在导向套外并与导向套固定连接,圆台体的母线向斜上方延伸,定位套和底座之间设有套筒支撑弹簧,套筒支撑弹簧套在导向柱外,导向柱和飞轮壳之间设有使得飞轮壳的中心孔贴合在圆台体的外周面上的下压机构;圆台体的外周面为圆锥面能与飞轮壳的中心孔匹配,保证飞轮壳的中心定位准确,套筒支撑弹簧的设置使得圆台体的圆锥面与飞轮壳的中心孔能自适应找正,下压机构压