
一种旋压轮毂预加工工艺.pdf

猫巷****松臣


1/8

2/8

3/8

4/8

5/8

6/8

7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种旋压轮毂预加工工艺.pdf
本发明涉及一种旋压轮毂预加工工艺,将粗材进行追溯性打刻后,先对粗材进行预加工,控制轮圈尺寸,并进行预热以及旋压。本发明的旋压轮毂预加工工艺,提高了轮毂的机械性能,可适当减薄轮毂胎环厚度,节省原材料,提升生产效率,降低生产成本;轮毂在模具上定位具有更高的精准性。
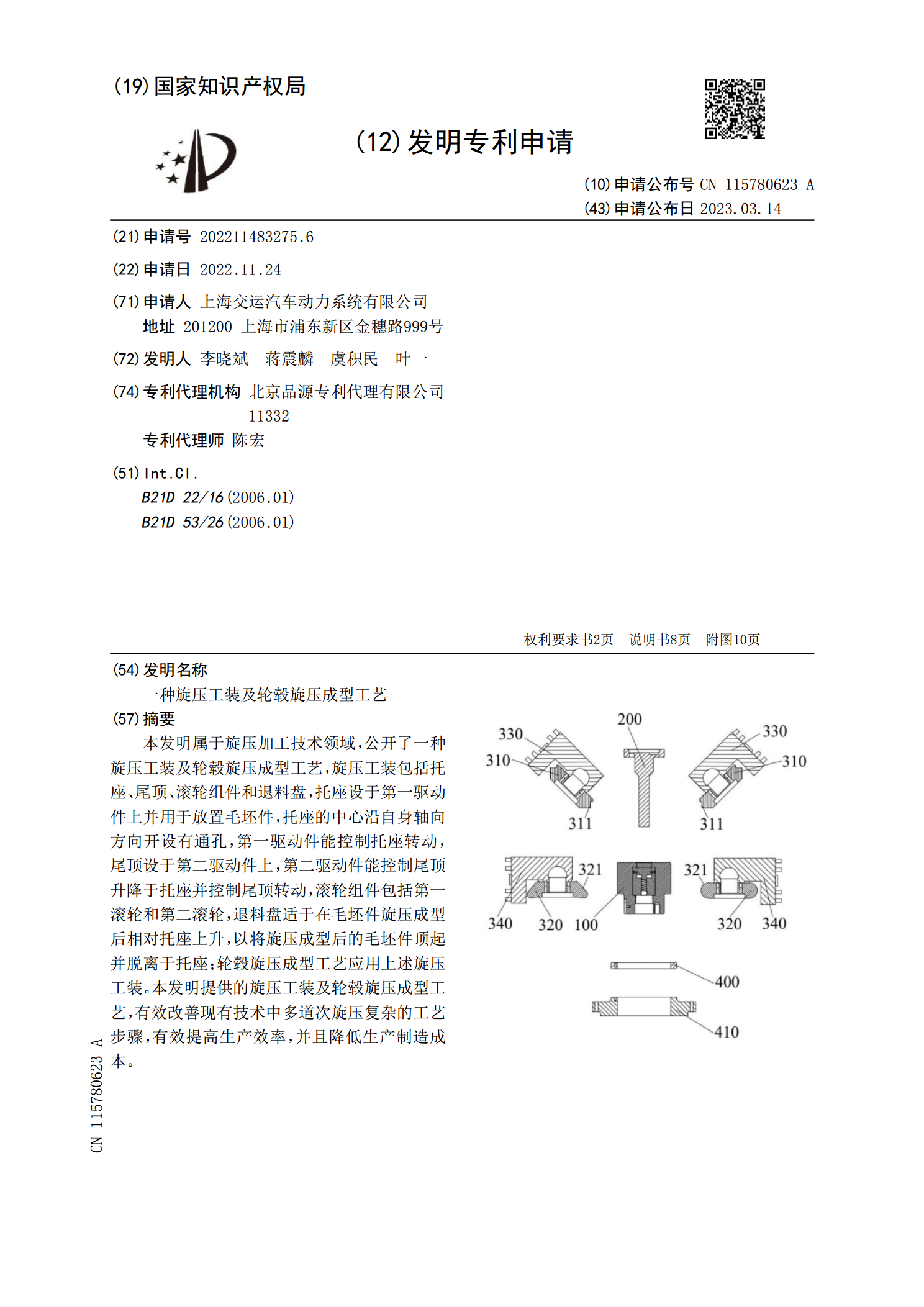
一种旋压工装及轮毂旋压成型工艺.pdf
本发明属于旋压加工技术领域,公开了一种旋压工装及轮毂旋压成型工艺,旋压工装包括托座、尾顶、滚轮组件和退料盘,托座设于第一驱动件上并用于放置毛坯件,托座的中心沿自身轴向方向开设有通孔,第一驱动件能控制托座转动,尾顶设于第二驱动件上,第二驱动件能控制尾顶升降于托座并控制尾顶转动,滚轮组件包括第一滚轮和第二滚轮,退料盘适于在毛坯件旋压成型后相对托座上升,以将旋压成型后的毛坯件顶起并脱离于托座;轮毂旋压成型工艺应用上述旋压工装。本发明提供的旋压工装及轮毂旋压成型工艺,有效改善现有技术中多道次旋压复杂的工艺步骤,有
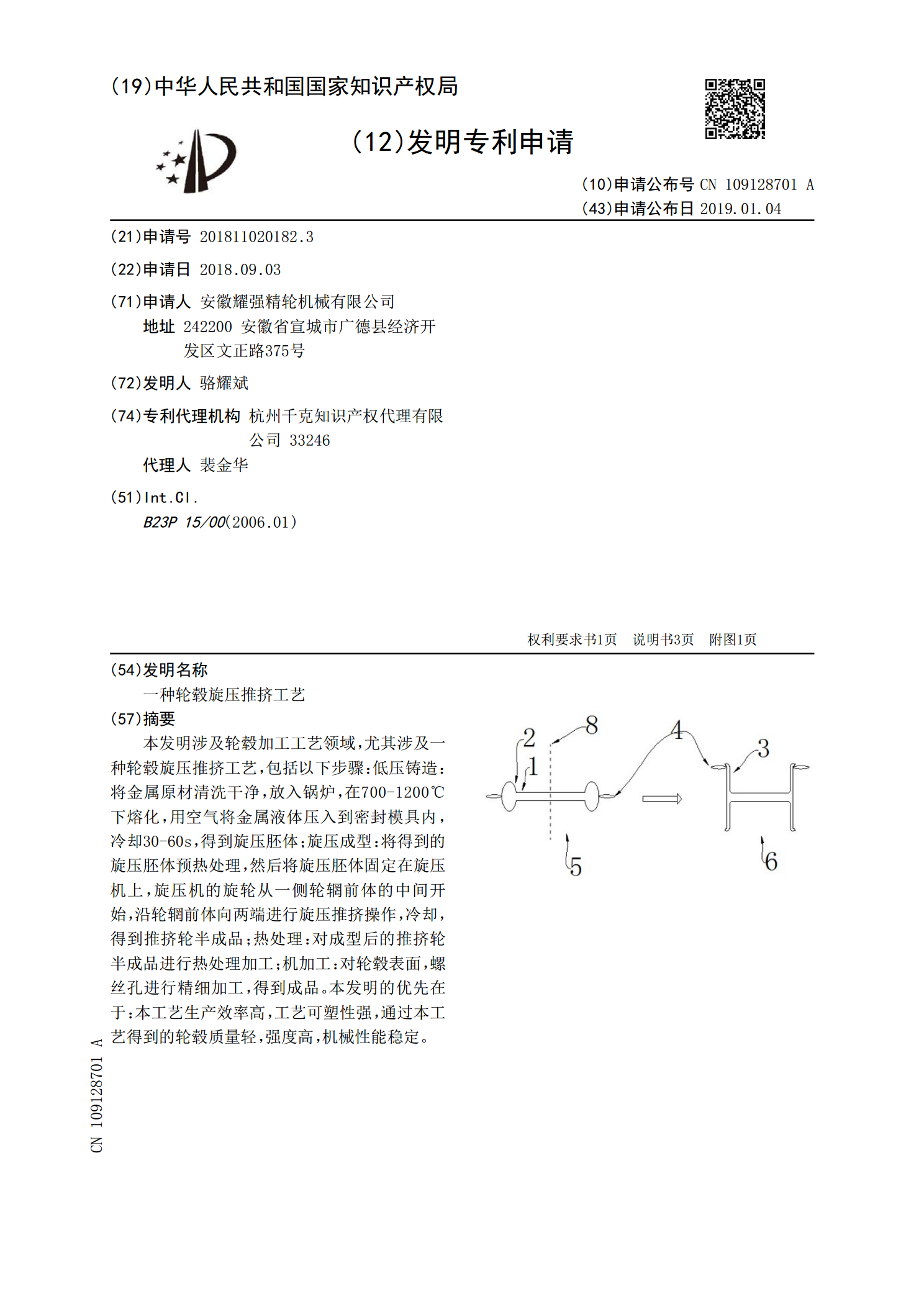
一种轮毂旋压推挤工艺.pdf
本发明涉及轮毂加工工艺领域,尤其涉及一种轮毂旋压推挤工艺,包括以下步骤:低压铸造:将金属原材清洗干净,放入锅炉,在700‑1200℃下熔化,用空气将金属液体压入到密封模具内,冷却30‑60s,得到旋压胚体;旋压成型:将得到的旋压胚体预热处理,然后将旋压胚体固定在旋压机上,旋压机的旋轮从一侧轮辋前体的中间开始,沿轮辋前体向两端进行旋压推挤操作,冷却,得到推挤轮半成品;热处理:对成型后的推挤轮半成品进行热处理加工;机加工:对轮毂表面,螺丝孔进行精细加工,得到成品。本发明的优先在于:本工艺生产效率高,工艺可塑性
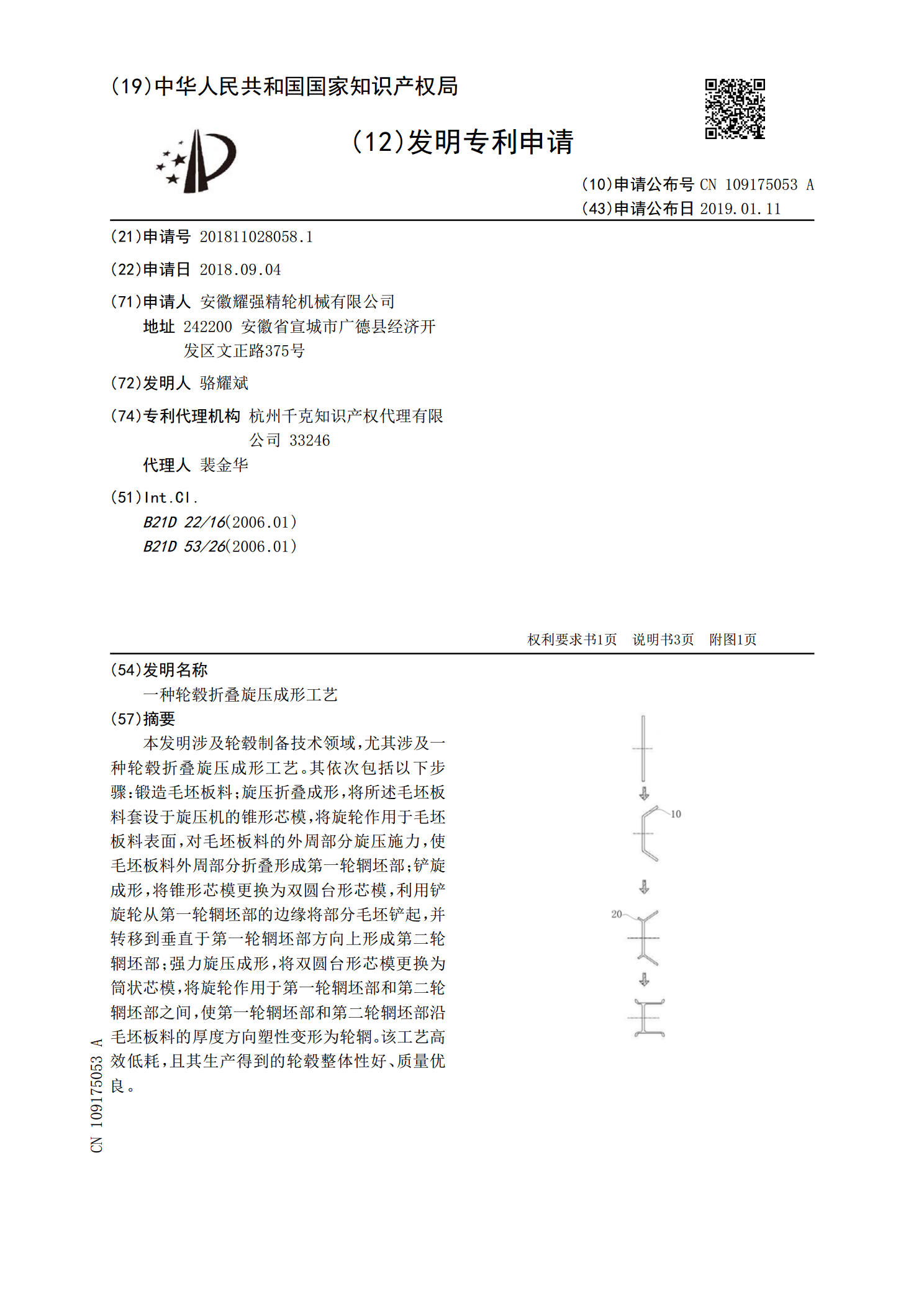
一种轮毂折叠旋压成形工艺.pdf
本发明涉及轮毂制备技术领域,尤其涉及一种轮毂折叠旋压成形工艺。其依次包括以下步骤:锻造毛坯板料;旋压折叠成形,将所述毛坯板料套设于旋压机的锥形芯模,将旋轮作用于毛坯板料表面,对毛坯板料的外周部分旋压施力,使毛坯板料外周部分折叠形成第一轮辋坯部;铲旋成形,将锥形芯模更换为双圆台形芯模,利用铲旋轮从第一轮辋坯部的边缘将部分毛坯铲起,并转移到垂直于第一轮辋坯部方向上形成第二轮辋坯部;强力旋压成形,将双圆台形芯模更换为筒状芯模,将旋轮作用于第一轮辋坯部和第二轮辋坯部之间,使第一轮辋坯部和第二轮辋坯部沿毛坯板料的厚
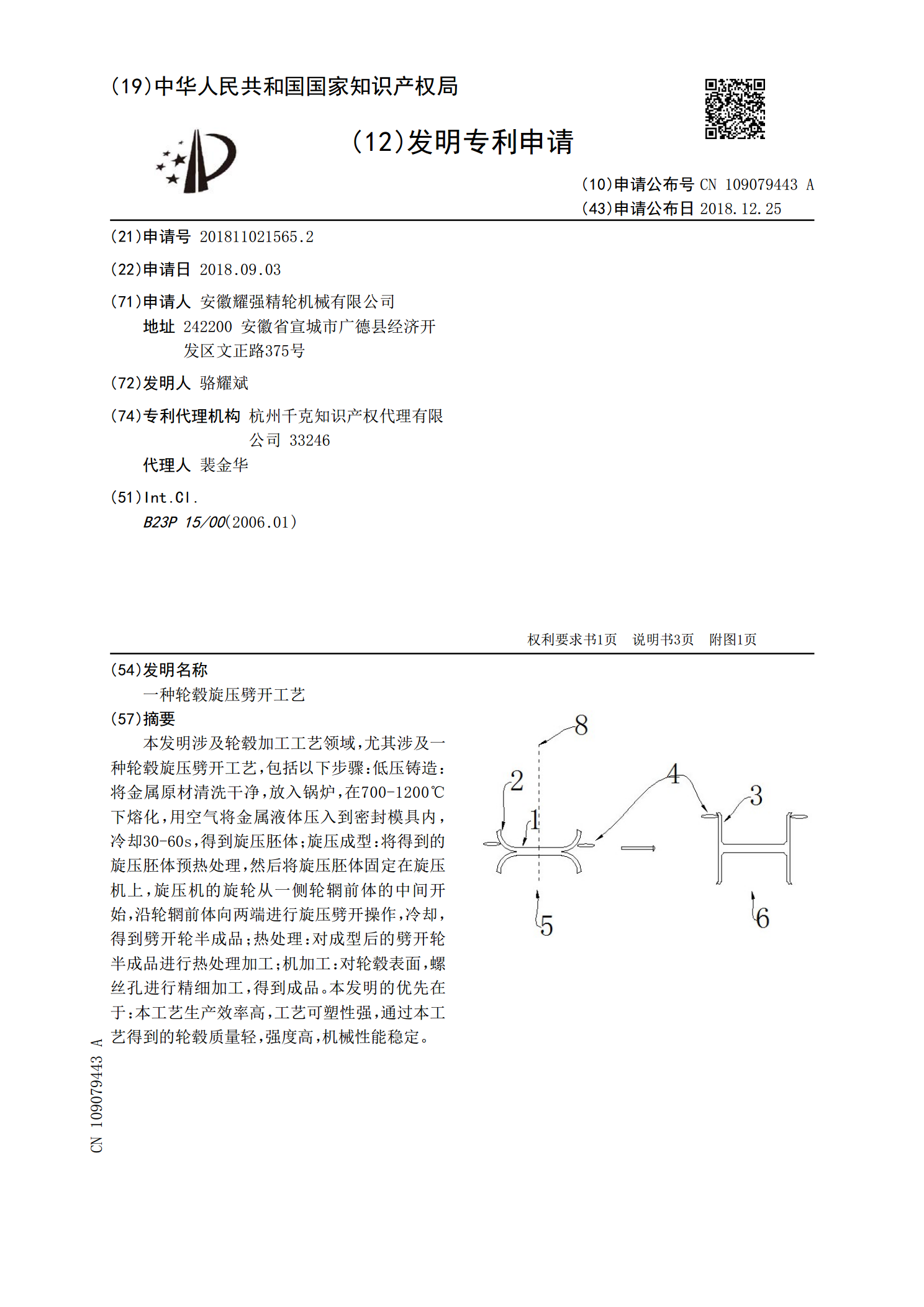
一种轮毂旋压劈开工艺.pdf
本发明涉及轮毂加工工艺领域,尤其涉及一种轮毂旋压劈开工艺,包括以下步骤:低压铸造:将金属原材清洗干净,放入锅炉,在700‑1200℃下熔化,用空气将金属液体压入到密封模具内,冷却30‑60s,得到旋压胚体;旋压成型:将得到的旋压胚体预热处理,然后将旋压胚体固定在旋压机上,旋压机的旋轮从一侧轮辋前体的中间开始,沿轮辋前体向两端进行旋压劈开操作,冷却,得到劈开轮半成品;热处理:对成型后的劈开轮半成品进行热处理加工;机加工:对轮毂表面,螺丝孔进行精细加工,得到成品。本发明的优先在于:本工艺生产效率高,工艺可塑性